干货 | DFA设计指南之四:先导向、后定位、再紧固
在产品设计时,牢记先导向、后定位、再紧固的设计原则,则完全不用担心零部件之间的装配出现对不齐、难装配、装配时间长、装配质量差等问题。
紧固是指零部件之间通过某种方式如螺丝、螺栓、卡扣或焊接等工艺紧固成一个整体。在一些书籍和资料中,紧固又被称为连接、联接和固定等。
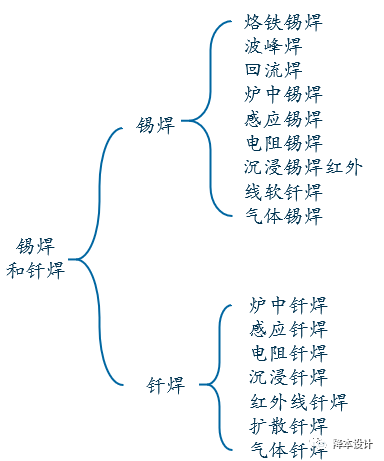
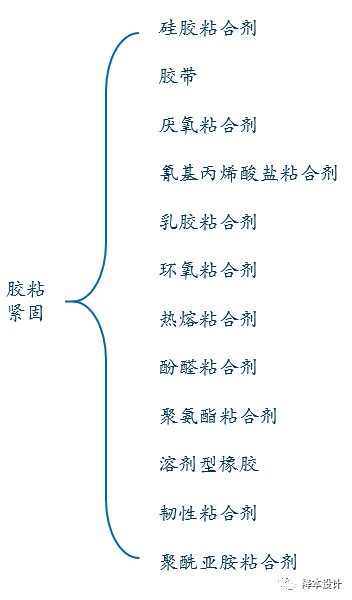
紧固工艺包含四大类,分别是机械紧固件紧固、焊接、锡焊和钎焊、胶粘紧固等。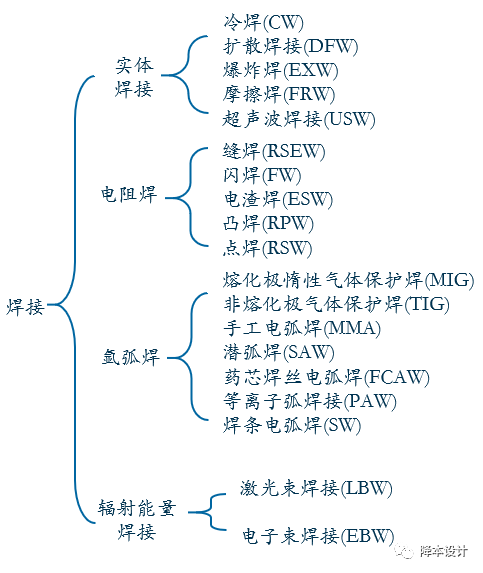


先导向、后定位、再紧固是针对零部件装配过程中的先后顺序而已,即:先导向:在零部件装配到基准件的过程中,在开始接触之初,应当具有导向特征,辅助零部件装配到预定位置;后定位:当零部件装配到预定位置时,应当具有定位特征,确保零部件与基准件之间有一个相对准确的位置精度。再紧固:只有当零部件与基准件具有相对准确的位置精度之后,才开始进行最后的紧固工序,例如拧螺丝、焊接和胶粘等。先导向、后定位、再紧固原则的好处是:
如图所示,一个电路板通过四个螺丝固定在一个钣金机箱中。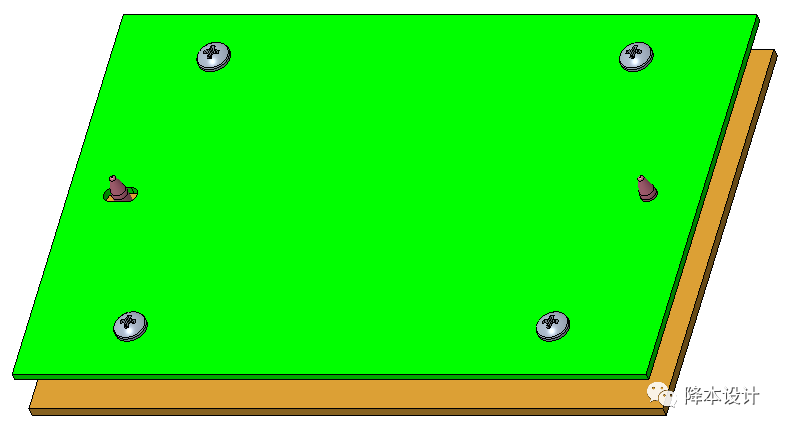
钣金机箱中有四个M3螺柱,以及两个定位柱,定位柱的顶端具有导向特征,定位柱同时也是导向柱。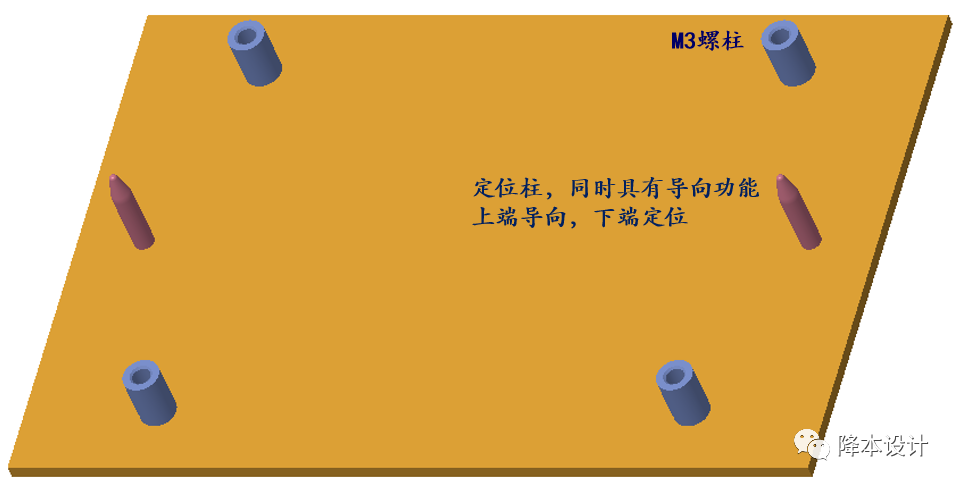
在装配时,电路板从上往下放入机箱的过程中,定位柱前端的导向特征会辅助电路板放入到准确的位置。导向特征的存在,避免了操作人员仔细对齐二者的位置和反反复复的调整。
电路板一旦放入到机箱中,电路板与机箱的相对位置就已经确定,螺丝孔位就已经对齐。
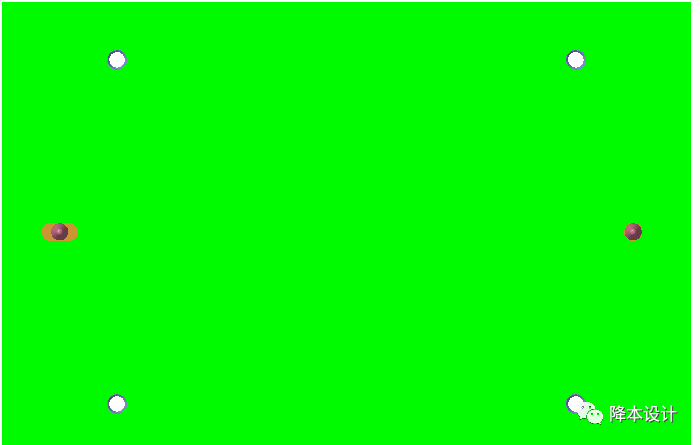
剩下的动作,就是依次拧紧螺丝即可。由于电路板与机箱的相对位置就已经确定,螺丝孔位就已经对齐,电路板不会在机箱中前后左右晃动,所以就避免了前后左右调整对齐螺丝孔的过程,拧螺丝的过程相对会很高效。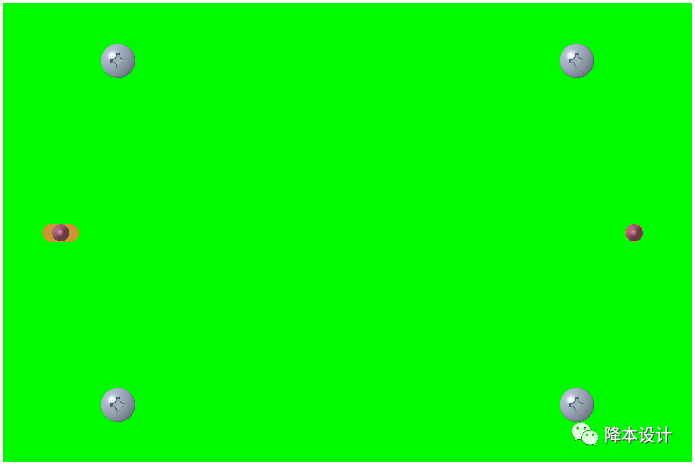
工程师在实施该原则时,则应该按照相反的顺序进行,这是因为紧固工艺的选择会影响定位特征的设计,而定位特征的设计又影响导向特征的设计,即从宏观到微观、从整体到局部。先选择紧固工艺:在进行产品设计时,第一要做的是选择零部件之间的紧固工艺,参考文章前半部分的紧固工艺分类图。《面向成本的产品设计:降本设计之道》一书中有一章节会主要讲述如何选择紧固工艺。
后设计定位特征:当选择紧固工艺之后,再设计零部件与基准件之间的定位特征。根据实际情况,选择定位柱定位或侧边定位等定位方法。再设计导向特征:定位特征设计之后,再考虑设计导向特征。有些时候,可以把定位特征和导向特征设计在同样一个零件上。
1. 免责申明:部分图片来源于网络,仅供学习用,侵权删。
2. 原创作品,欢迎转载。如需转载,请联系作者,转载要求不能修改内容和保留文末作者及公 众号信息。 





