RationalDMIS脱机编程

提示:
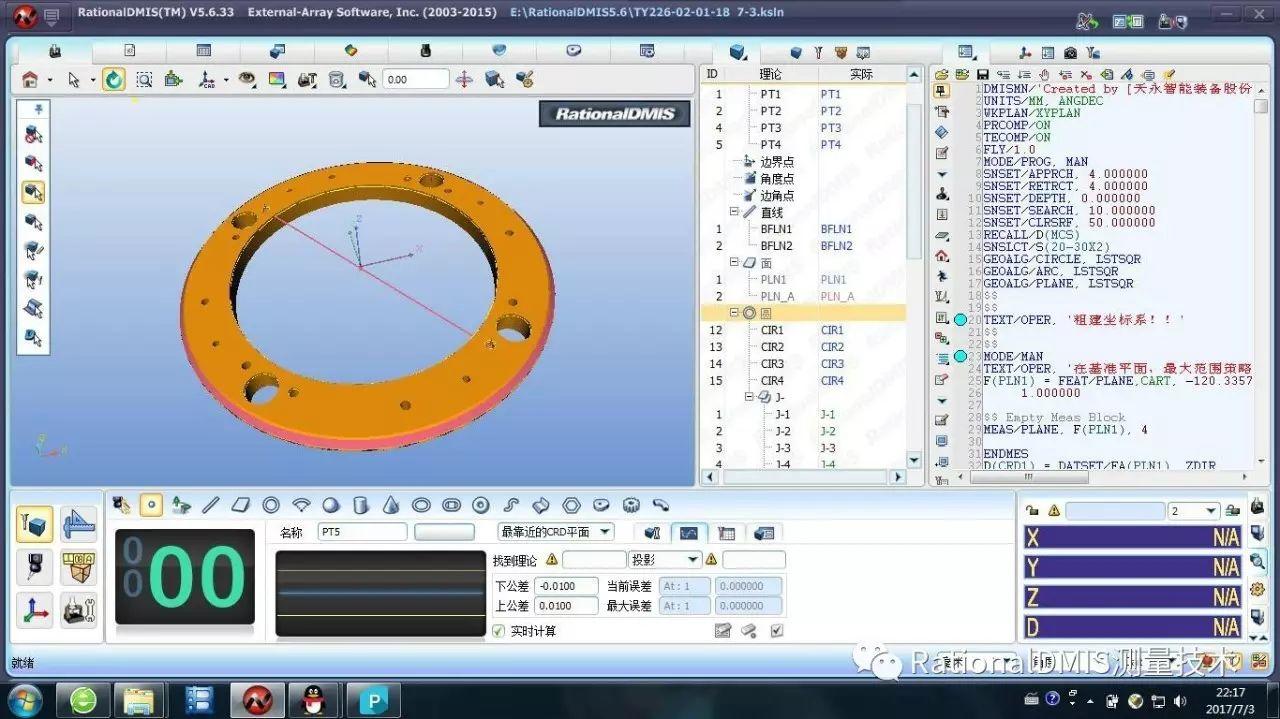
对于脱机编程,使用平面,圆,圆,构建坐标系的。
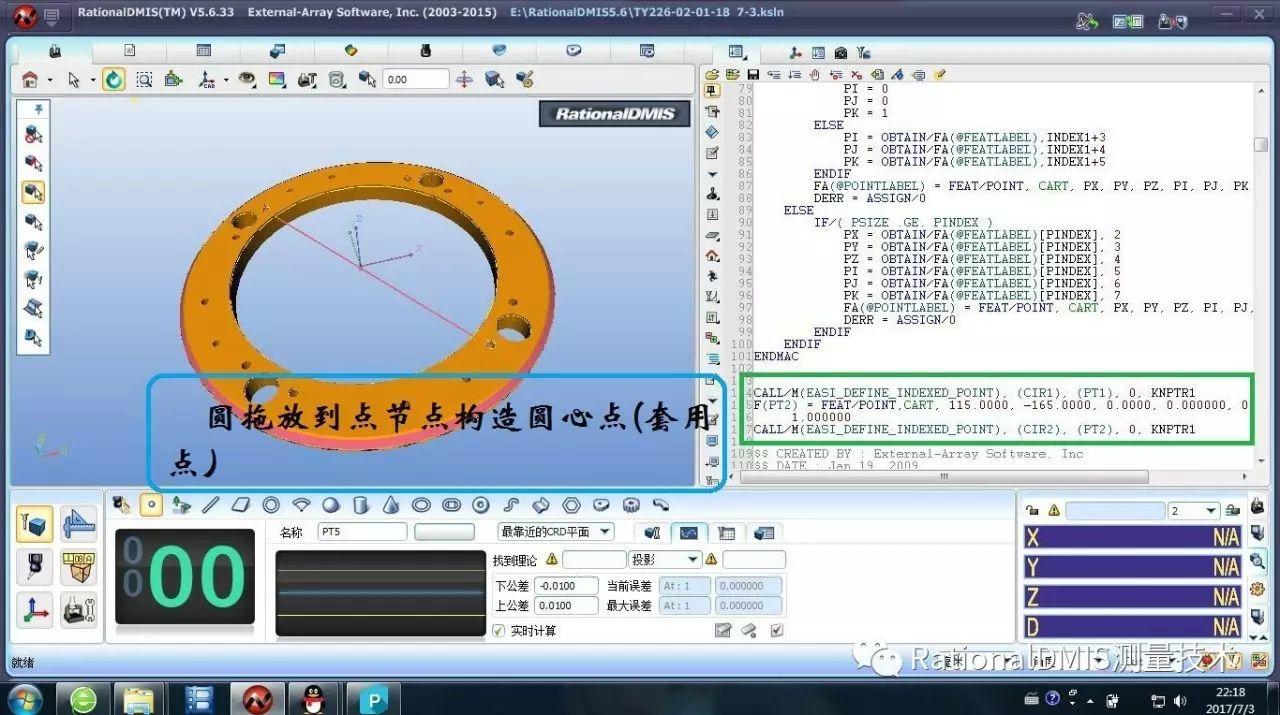
如果两圆需要构造中分点,在元素数据区,拖放圆实测值到点节点,构造套用点(把圆心做成点也行 以前都这么解决),两点构造中分点作为原点。最佳拟合直线,作为旋转轴。
或者使用构造投影,构造投影点!
如果使用圆,圆构造中分点,脱机编程,实际测量时发现两圆孔往一个轴向偏差几毫米!两圆构造中分时,软件界面有三个点可供选择。DMIS构造时有多种选择时,dmis选结果是优先选离理论近的。
建议使用圆套用点,然后构造中分点,解决构造歧义!
在此感谢爱科腾瑞傅海鑫以及雷顿中国黄利的帮助!
示例:
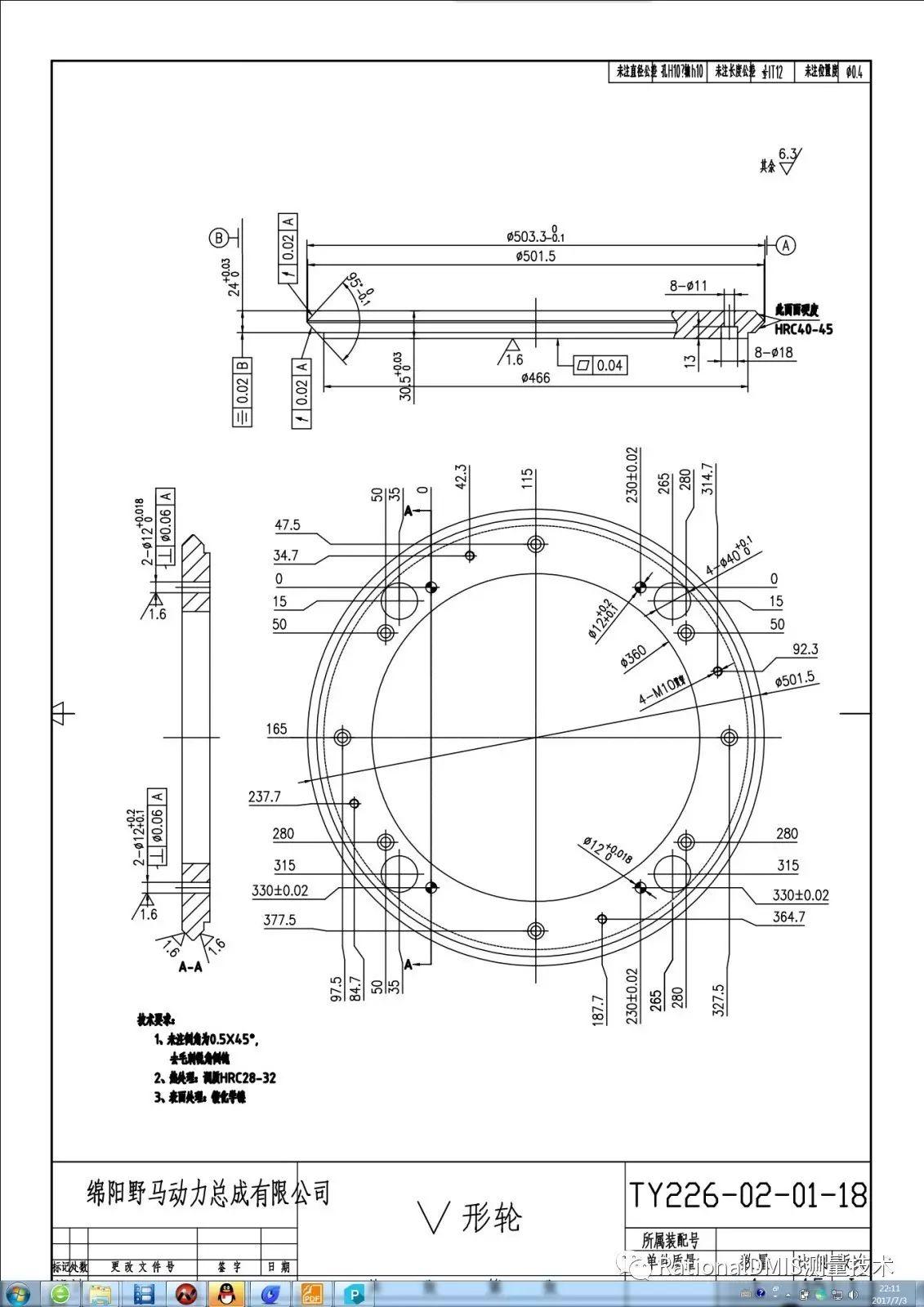
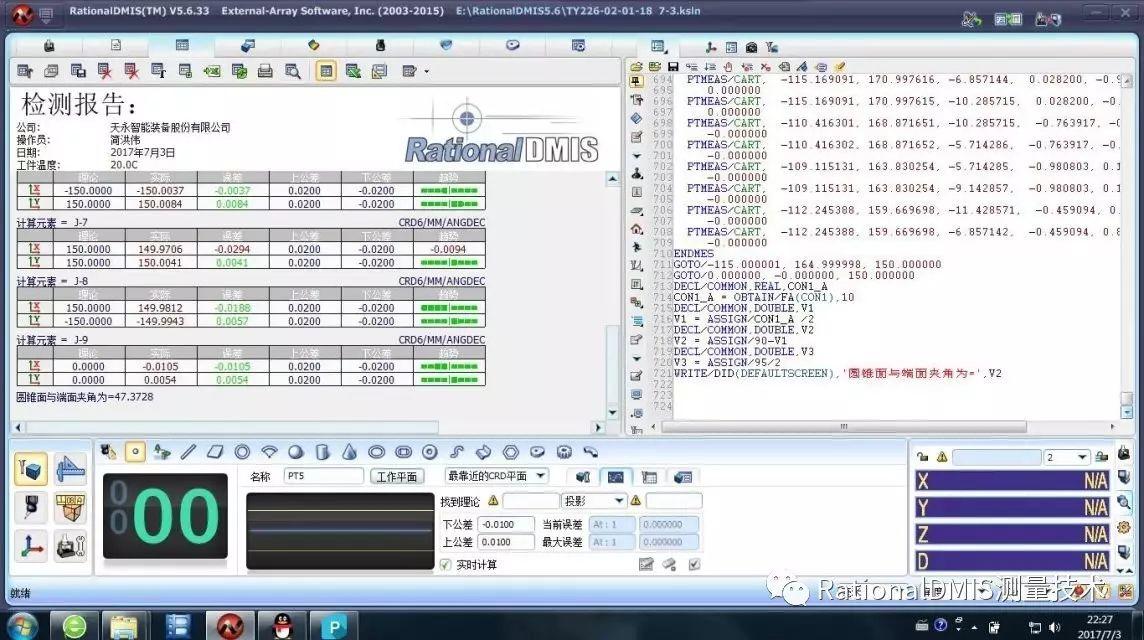
发动机托盘下方旋转V形轮,工艺基准为中间直径为360孔。

DMISMN/'Created by [天永智能装备股份有限公司] on 星期一, 七月 03, 2017', 4.0
UNITS/MM, ANGDEC
WKPLAN/XYPLAN
PRCOMP/ON
TECOMP/ON
FLY/1.0
MODE/PROG, MAN
SNSET/APPRCH, 4.000000
SNSET/RETRCT, 4.000000
SNSET/DEPTH, 0.000000
SNSET/SEARCH, 10.000000
SNSET/CLRSRF, 50.000000
RECALL/D(MCS)
SNSLCT/S(20-30X2)
GEOALG/CIRCLE, LSTSQR
GEOALG/ARC, LSTSQR
GEOALG/PLANE, LSTSQR
$$
$$
TEXT/OPER, '粗建坐标系!!'
$$
$$
MODE/MAN
TEXT/OPER, '在基准平面,最大范围策略四点,找正第一轴向!!'
F(PLN1) = FEAT/PLANE,CART, -120.3357, -0.0000, -0.0000, 0.000000, 0.000000,$
1.000000
$$ Empty Meas Block
MEAS/PLANE, F(PLN1), 4
ENDMES
D(CRD1) = DATSET/FA(PLN1), ZDIR
D(CRD1) = TRANS/ZORIG, FA(PLN1)
F(CIR1) = FEAT/CIRCLE,INNER,CART, -115.0000, 165.0000, 0.0000, 0.000000,$
0.000000, 1.000000, 12.0000
$$ Empty Meas Block
MEAS/CIRCLE, F(CIR1), 4
ENDMES
F(CIR2) = FEAT/CIRCLE,INNER,CART, 115.0000, -165.0000, 0.0000, 0.000000,$
0.000000, 1.000000, 12.0000
$$ Empty Meas Block
MEAS/CIRCLE, F(CIR2), 4
ENDMES
F(PT1) = FEAT/POINT,CART, -115.0000, 165.0000, 0.0000, 0.000000, 0.000000,$
1.000000
$$ This sample DMIS Macro is provided by External-Array Software, Inc.
$$ It should be modified for your own use. There is no guarantee for
$$ the quality of this Macro. July, 2009
$$ Last update: March 7, 2010
$$ When PINDEX = 0, define POINT through feature's
$$ characteristic point
$$ FUNCION: The function retrieves the X,Y,Z,I,J,K of measurement
$$ point from feature 'FEATLABEL' at index PINDEX.
$$ The X,Y,Z,I,J,K are used to define a new point of 'POINTLABEL'
$$ DERR is 0 if the PINDEX is in valid range and point actual
$$ is defined. If DERR is 1, the PINDEX is greater than the
$$ maximum index range.
M(EASI_DEFINE_INDEXED_POINT) = MACRO/'FEATLABEL', 'POINTLABEL', PINDEX, DERR
DECL/LOCAL, REAL, PX, PY, PZ, PI, PJ, PK
DECL/LOCAL, INTGR, PSIZE, INDEX1
DECL/LOCAL, CHAR, 255, FNAME
PSIZE = VALUE/FA(@FEATLABEL), PTDATA
DERR = ASSIGN/1
IF/( PINDEX .EQ. 0 )
CALL/M(EASI_GETX_INDEX), FEATLABEL, INDEX1
PX = OBTAIN/FA(@FEATLABEL),INDEX1
PY = OBTAIN/FA(@FEATLABEL),INDEX1+1
PZ = OBTAIN/FA(@FEATLABEL),INDEX1+2
FNAME = OBTAIN/F(@FEATLABEL), 1
IF/( (FNAME .EQ. 'ELLIPS') .OR. (FNAME .EQ. 'SPHERE') )
PI = 0
PJ = 0
PK = 1
ELSE
PI = OBTAIN/FA(@FEATLABEL),INDEX1+3
PJ = OBTAIN/FA(@FEATLABEL),INDEX1+4
PK = OBTAIN/FA(@FEATLABEL),INDEX1+5
ENDIF
FA(@POINTLABEL) = FEAT/POINT, CART, PX, PY, PZ, PI, PJ, PK
DERR = ASSIGN/0
ELSE
IF/( PSIZE .GE. PINDEX )
PX = OBTAIN/FA(@FEATLABEL)[PINDEX], 2
PY = OBTAIN/FA(@FEATLABEL)[PINDEX], 3
PZ = OBTAIN/FA(@FEATLABEL)[PINDEX], 4
PI = OBTAIN/FA(@FEATLABEL)[PINDEX], 5
PJ = OBTAIN/FA(@FEATLABEL)[PINDEX], 6
PK = OBTAIN/FA(@FEATLABEL)[PINDEX], 7
FA(@POINTLABEL) = FEAT/POINT, CART, PX, PY, PZ, PI, PJ, PK
DERR = ASSIGN/0
ENDIF
ENDIF
ENDMAC
CALL/M(EASI_DEFINE_INDEXED_POINT), (CIR1), (PT1), 0, KNPTR1
F(PT2) = FEAT/POINT,CART, 115.0000, -165.0000, 0.0000, 0.000000, 0.000000,$
1.000000
CALL/M(EASI_DEFINE_INDEXED_POINT), (CIR2), (PT2), 0, KNPTR1
$$ CREATED BY : External-Array Software, Inc
$$ DATE : Jan 19, 2009
$$ DISLAIMER:
$$ This Macro has been tested internally but not been tested with
$$ other DMIS compatible software. This Macro is provided as sample
$$ and can be modifed for your own use. External-Array doesn't not
$$ guarantee the quality of this Macro.
$$ FUNCION: Create a nominal line using two actual features
$$ DI, DJ, DK are the normal vector of the plane that the line lies on
M(EASI_2PT_TO_LINE) = Macro/'FEAT1', 'FEAT2', 'FEATLINE', DI, DJ, DK
DECL/LOCAL,DOUBLE,DVALUE[6]
DECL/LOCAL,INTGR, INDEX1, INDEX2
CALL/M(EASI_GETX_INDEX), FEAT1, INDEX1
CALL/M(EASI_GETX_INDEX), FEAT2, INDEX2
DVALUE[1] = OBTAIN/FA(@FEAT1),INDEX1
DVALUE[2] = OBTAIN/FA(@FEAT1),INDEX1+1
DVALUE[3] = OBTAIN/FA(@FEAT1),INDEX1+2
DVALUE[4] = OBTAIN/FA(@FEAT2),INDEX2
DVALUE[5] = OBTAIN/FA(@FEAT2),INDEX2+1
DVALUE[6] = OBTAIN/FA(@FEAT2),INDEX2+2
F(@FEATLINE) = FEAT/LINE,BND,CART,DVALUE[1],DVALUE[2],DVALUE[3],$
DVALUE[4],DVALUE[5],DVALUE[6],$
DI, DJ, DK
ENDMAC
CALL/M(EASI_2PT_TO_LINE),(PT1),(PT2),(BFLN1), 0.000000, 0.000000, 1.000000
CONST/LINE,F(BFLN1),BF,FA(PT1),FA(PT2)
F(MIDPT1) = FEAT/POINT,CART, -0.0000, -0.0000, 0.0000, 0.000000, 0.000000,$
1.000000
CONST/POINT, F(MIDPT1), MIDPT, FA(PT1), FA(PT2)
D(CRD2) = ROTATE/ZAXIS, FA(BFLN1), XDIR
D(CRD3) = TRANS/XORIG, FA(MIDPT1), YORIG, FA(MIDPT1)
D(CRD4) = ROTATE/ZAXIS, RTOD(ATAN2(330/2,230/2))
$$ Set.CAD2PCS.CADM_1
$$ Set.CADViewCenter.CADM_1
TEXT/OPER, '请将测头移动到安全位置!!'
$$
MODE/PROG,MAN
GOTO/0.000000, 0.000000, 200.000000
$$ This sample DMIS Macro is provided by External-Array Software, Inc.
$$ It should be modified for your own use. There is no guarantee for
$$ the quality of this Macro. November, 2003
$$ FUNCION: Move machine CLEAR DIST above the current clear surface
$$ plane and then move machine parallel to the clear surface
$$ plane to the project point of POINT(TARX, TARY, TARZ) on
$$ the clear surface plane but CLEAR DIST above the plane
$$ ALL Macro parameters are in PCS and Current UNITS
$$ Last update: 3-1-04 Add mode checking. only works in PROG MODE
$$ Last update: 8-24-04 Clear position is based on the surface of
$$ ruby ball instead of the center of it.
M(EASI_CLEARPLN_GOTO) = MACRO/ISNOM, TARX, TARY, TARZ
DECL/LOCAL, REAL, CCX, CCY, CCZ, CCI, CCJ, CCK
DECL/LOCAL, REAL, CURX, CURY, CURZ, TD, CLRDIST, SDIAM
DECL/LOCAL, CHAR, 255, CLRLABEL, FLABEL, MMODE, SNAME
MMODE = VALUE/MODE
CLRLABEL = VALUE/SNSET, CLRSRF
IF/ ( (LEN(CLRLABEL) .GT. 0) .AND. (MMODE .EQ. 'PROG,MAN') )
CLRDIST = VALUE/SNSET, CLRSRF, DIST
FLABEL = ASSIGN/'FA'
IF/ ISNOM .EQ. 0
FLABEL = ASSIGN/'F'
ENDIF
CCX = OBTAIN/FLABEL(@CLRLABEL), 3
CCY = OBTAIN/FLABEL(@CLRLABEL), 4
CCZ = OBTAIN/FLABEL(@CLRLABEL), 5
CCI = OBTAIN/FLABEL(@CLRLABEL), 6
CCJ = OBTAIN/FLABEL(@CLRLABEL), 7
CCK = OBTAIN/FLABEL(@CLRLABEL), 8
SNAME = VALUE/SNSLCT
SDIAM = OBTAIN/SS(SNAME), 8
CCX = ASSIGN/CCX + CCI * SDIAM/2
CCY = ASSIGN/CCY + CCJ * SDIAM/2
CCZ = ASSIGN/CCZ + CCK * SDIAM/2
CURX = VALUE/GOTO, XAXIS
CURY = VALUE/GOTO, YAXIS
CURZ = VALUE/GOTO, ZAXIS
TD = ASSIGN/(CURX - CCX) * CCI + (CURY - CCY) * CCJ + (CURZ - CCZ) * CCK
IF/ TD .LT. CLRDIST
TD = ASSIGN/(CLRDIST - TD)
GOTO/CURX+CCI*TD, CURY+CCJ*TD, CURZ+CCK*TD
ENDIF
TD = ASSIGN/(TARX - CCX) * CCI + (TARY - CCY) * CCJ + (TARZ - CCZ) * CCK
IF/ TD .LT. CLRDIST
TD = ASSIGN/(CLRDIST - TD)
GOTO/TARX+CCI*TD, TARY+CCJ*TD, TARZ+CCK*TD
ENDIF
ENDIF
ENDMAC
SNSET/APPRCH, 6
SNSET/RETRCT, 6
SNSET/DEPTH, 0.0000
SNSET/SEARCH, 10.0000
SNSET/CLRSRF, 50
F(PLN_A) = FEAT/PLANE,CART, -120.3357, -0.0000, -0.0000, 0.000000, 0.000000,$
1.000000
$$ Measurement points are created through nominal points
MEAS/PLANE, F(PLN_A), 24
GOTO/CART, 87.595735, 180.200624, 50.992132
PTMEAS/CART, 87.595735, 180.200624, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 51.253549, 216.620149, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -29.817330, 223.429064, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -51.519767, 186.120500, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -122.703330, 189.818269, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -204.284820, 92.462053, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -193.020690, 44.944906, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -224.516051, -34.699000, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -198.009932, -105.888510, 0.000000, 0.000000, 0.000000,$
1.000000
PTMEAS/CART, -178.213088, -89.373404, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -126.730506, -190.706862, 0.000000, 0.000000, 0.000000,$
1.000000
PTMEAS/CART, -76.126044, -180.725050, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -66.376655, -215.582243, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -23.909371, -202.256407, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, -12.797547, -229.550261, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 36.785016, -219.676146, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 43.832147, -187.461119, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 81.044190, -177.127196, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 114.791177, -196.163725, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 191.231172, -123.315962, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 184.650498, -66.546324, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 219.789598, -38.703226, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 210.413514, 37.707289, 0.000000, 0.000000, 0.000000, 1.000000
PTMEAS/CART, 193.624299, 113.266855, 0.000000, 0.000000, 0.000000, 1.000000
ENDMES
GOTO/193.624299, 113.266855, 106.992186
GOTO/0.000000, 0.000000, 150.000000
GOTO/-115.000001, 164.999998, 150.000000
SNSET/APPRCH, 4
SNSET/RETRCT, 4
SNSET/DEPTH, 0.0000
SNSET/SEARCH, 10.0000
SNSET/CLRSRF, 50
F(CIR3) = FEAT/CIRCLE,INNER,CART, -115.0000, 165.0000, -3.0000, 0.000000,$
0.000000, 1.000000, 12.0000
$$ Measurement points are created through nominal points
MEAS/CIRCLE, F(CIR3), 4
GOTO/CART, -115.738049, 164.313646, 47.992132
GOTO/CART, -115.738049, 164.313646, 47.000000
PTMEAS/CART, -119.393721, 160.914021, -3.000000, 0.732291, 0.680992,$
0.000000
PTMEAS/CART, -119.085980, 169.393720, -3.000000, 0.680992, -0.732291,$
0.000000
PTMEAS/CART, -110.606281, 169.085979, -3.000000, -0.732291, -0.680992,$
-0.000000
PTMEAS/CART, -110.914022, 160.606280, -3.000000, -0.680992, 0.732291,$
0.000000
GOTO/CART, -114.313647, 164.261952, 47.000000
ENDMES
GOTO/-115.000001, 164.999998, 150.000000
GOTO/114.999999, -165.000002, 150.000000
F(CIR4) = FEAT/CIRCLE,INNER,CART, 115.0000, -165.0000, -3.0000, 0.000000,$
0.000000, 1.000000, 12.0000
$$ Measurement points are created through nominal points
MEAS/CIRCLE, F(CIR4), 4
GOTO/CART, 116.007866, -165.000000, 47.992132
GOTO/CART, 116.007866, -165.000000, 47.000000
PTMEAS/CART, 120.999999, -165.000000, -3.000000, -1.000000, 0.000000,$
0.000000
PTMEAS/CART, 114.999999, -171.000000, -3.000000, 0.000000, 1.000000,$
0.000000
PTMEAS/CART, 108.999999, -165.000000, -3.000000, 1.000000, 0.000000,$
0.000000
PTMEAS/CART, 114.999999, -159.000000, -3.000000, 0.000000, -1.000000,$
0.000000
GOTO/CART, 114.999999, -163.992133, 47.000000
ENDMES
GOTO/114.999999, -165.000002, 150.000000
F(PT3) = FEAT/POINT,CART, -115.0000, 165.0000, -3.0000, 0.000000, 0.000000,$
1.000000
CALL/M(EASI_DEFINE_INDEXED_POINT), (CIR3), (PT3), 0, KNPTR1
F(PT4) = FEAT/POINT,CART, 115.0000, -165.0000, -3.0000, 0.000000, 0.000000,$
1.000000
CALL/M(EASI_DEFINE_INDEXED_POINT), (CIR4), (PT4), 0, KNPTR1
CALL/M(EASI_2PT_TO_LINE),(PT3),(PT4),(BFLN2), 0.000000, 0.000000, 1.000000
CONST/LINE,F(BFLN2),BF,FA(PT3),FA(PT4)
F(MIDPT2) = FEAT/POINT,CART, -0.0000, -0.0000, -3.0000, 0.000000, 0.000000,$
1.000000
CONST/POINT, F(MIDPT2), MIDPT, FA(PT3), FA(PT4)
D(CRD5) = DATSET/FA(PLN_A), ZDIR, FA(BFLN2), XDIR, FA(MIDPT2), XORIG
D(CRD5) = TRANS/ZORIG, FA(PLN_A), YORIG, FA(MIDPT2), XORIG, -0
D(CRD6) = ROTATE/ZAXIS, RTOD(ATAN2(330/2,230/2))
$$ Set.CAD2PCS.CADM_1
$$ Set.CADViewCenter.CADM_1
GOTO/0.000000, 0.000000, 200.000000
TEXT/OPER, 'DCC测量正式开始!!'


