论文精选 | 基于数字孪生的加工过程建模

本文来源:《Advanced Engineering Informatics》
作者:刘金锋(通讯作者)、温晓健、周宏根、盛苏山、赵鹏、康超、陈宇、刘晓军共同完成
2022年10月上线论文“基于数字孪生的加工过程建模”,这篇文章由江苏科技大学的刘金锋(通讯作者)、温晓健、周宏根、盛苏山、赵鹏、康超、陈宇和东南大学的刘晓军共同完成。论文提出了一种基于数字孪生(DT)技术的加工过程多维建模方法。该方法以加工过程的设计阶段和执行阶段为导向,用于支持智能加工。基于数字孪生技术,在解释加工过程设计过程、检测过程、故障诊断和质量预测的建模和应用方法的基础上,描述了加工过程的建模、仿真、预测和控制的工作机制。最后,以柴油机的关键部件为试验对象,证明了材料去除率提高了5.1%,变形量减少了22.98%和30.13%,验证了应用框架和所提方法的有效性。
基金资助:国家自然科学基金(52075229); 江苏省高等学校自然科学基金(20KJA460009); 江苏省研究生科研实践创新计划(SJCX22_1907); 江苏高校“青蓝工程”资助项目
2022年10月17日,文章发表于 《Advanced Engineering Informatics》 DOI: 10.1016/j.aei.2022.101737
引用本文:Liu J, Wen X, Zhou H, et al. Digital twin-enabled machining process modeling[J]. Advanced Engineering Informatics, 2022, 54: 101737.
基于数字孪生的加工过程建模
刘金锋1,温晓健1,周宏根1, 盛苏山1, 赵鹏1,刘晓军2 ,康超1,陈宇1 1.江苏科技大学机械工程学院 , 镇江 212003; 2.东南大学机械工程学院,南京 211198
摘要
随着新一代信息技术的发展,加工过程的数字化和智能化已经成为智能制造的主要核心。复杂多样的要求以及加工现场迫使加工序列向网络-物理集成方向发展。本文通过引入数字孪生(DT)技术,提出了一种加工过程的多维建模方法。该方法以加工过程的设计阶段和执行阶段为导向,用于支持智能加工。基于数字孪生技术,在解释加工过程设计过程、检测过程、故障诊断和质量预测的建模和应用方法的基础上,描述了加工过程的建模、仿真、预测和控制的工作机制。最后,以柴油机的关键部件为试验对象,证明了材料去除率提高了5.1%,变形量减少了22.98%和30.13%,验证了应用框架和所提方法的有效性。
关键词:数字孪生 加工过程 工艺模型 工艺设计
0 引言
目前,在工艺规划中起辅助作用的工艺模型主要采用基于模型定义(MBD)的方法建立。基于MBD的三维加工工艺设计主要由两部分组成:三维工艺实体模型的建立和工艺信息的管理模块。然而,由于数字化技术的发展,实时动态工艺管理和工艺规划已经成为三维工艺的瓶颈。经典的三维工艺模型仍然是基于静态的工艺设计,既不能准确反映加工现场的实时信息,也不能为实时加工提供有效的反馈指导。在加工过程中,模型的交互和数据的交互,在物理空间和虚拟空间之间,存在很多限制。构建网络物理系统和以实际工艺为指导的多维度、多学科的新工艺模型是一个迫切的需求。
作为一项新兴技术,数字孪生技术受到了学者和企业的广泛关注。学者们对数字孪生技术的基本概念、理论框架和运行逻辑进行了研究。在工艺设计、加工质量预测、智能制造等领域,已经从理论阶段逐步过渡到实际应用阶段。利用数据采集、虚拟现实交互反馈等手段,构建物理空间的属性、环境、行为等特征的数字模型,以建立面向制造的全过程数字孪生模型。数字孪生技术以数字模型的形式模拟现实世界的物理实体,具有高密度、多维度和强实时性的特点。同时,数字孪生方法逐渐被应用于产品的整个生命周期,成为物理世界和网络世界之间的桥梁。
基于以上分析,DT技术已经成为支持工艺设计、实验方法和辅助自动化决策的工具。使用DT技术已经成为传统加工向智能加工转变的必然趋势,符合智能制造的要求。目前的三维工艺设计模型往往主要是静态的,抑制了由制造现场不可预见的干扰事件(刀具磨损、振动、故障诊断等)发起的动态决策。在实际现场,加工环境和资源是不断变化的。为了实现加工过程的可视化,将数字孪生技术与三维工艺设计技术相结合,建立了加工过程的数字孪生模型。首先,基于提出的基本概念,建立了零件工艺设计阶段和工艺执行阶段的五维模型。然后,将五维模型与时间序列相结合,实现工艺质量预测和故障的干扰分析。最后,以船用柴油机活塞为研究对象,验证了所提方法的有效性。
1 问题描述
为了实现对物理空间的全方位表征,数字孪生模型需要实现多领域、多学科的融合。然而,数据孤岛、信息隔离和工艺规划等问题,仍然无法通过单模块建模来解决。此外,目前的智能制造数据源无法对真实的产品状态进行具体描述,而相关信息的获取、更新和迭代也存在滞后性。可见,制约当前制造业效率的关键因素之一,仍然是产品加工过程的智能化水平。在零件加工中,有必要建立一个完整的数字孪生系统,在整个加工过程中对数据、子模型和子系统进行相互连接和制约。目前物理实体的数字建模主要集中在几何和物理尺寸模型的构建上。从不同的角度看,不同维度、空间和时间模型之间缺乏整合和融合。同时,许多企业主要以小批量的方式加工零件。在生产过程中存在许多未知因素,这使得有必要不断调整加工策略,根据变化。零件的性能无法有效预测和优化,而要验证零件是否符合设定的性能指标,则需要进行大量实验。因此,目前存在着以下问题:
加工过程中产生的信息量是巨大的,但加工信息没有得到充分和实时的利用。这就导致了数据采集、数据挖掘、过滤、数据存储和传输等问题。其次,虚拟空间和物理空间是基于MBD模型连接的,不能深入到零件的加工和制造阶段。因此,零件的加工状态和设备的运行状态无法得到有效监控。
目前,数字孪生技术在加工过程中的建模指导还缺乏研究支持。大多数数字孪生技术的研究都是围绕着局部过程建立模型。每个模型都过于简化,仅仅考虑了一些单一的影响因素。其次,数字孪生模型相对独立,往往不能做出决策,也不能优化生产系统。对于加工的整个过程,不可能有一个完整一致的理论体系。
现有的机械加工质量预测方法大多是基于质量统计分析的。加工质量控制是通过加工过程误差预测和补偿来实现的。然而,在加工过程中,对于不合格产品的原因,缺乏有效的追溯。同时,加工干扰事件,对产品质量的影响,往往是不可预测的。此外,目前的方法并不能揭示加工质量条件随时间变化的趋势。
2 方法概述
加工的数字孪生多维模型的框架如图1所示。分为两部分:加工过程设计阶段和加工过程执行阶段。数字孪生加工设计阶段是基础,而加工执行阶段是目标。工艺设计为工艺执行提供技术指导。在加工序列中,工艺信息被认为是载体,加工质量是研究对象。首先,在工艺设计和执行阶段,数据被实时感知和提取,而后经过预处理,存储在数据中心。在综合分析的基础上,采用多源异构数据融合的方法,创建面向过程的数字孪生数据。考虑到加工质量的变化趋势,对加工过程进行了模拟。然后,将仿真结果导入加工设计模型和工艺执行模型。基于仿真结果,探讨了加工过程的实时变化趋势和影响加工质量的因素。最后,对干扰因素进行分析和优化,以实现加工质量的实时预测和加工故障的诊断。

图3 加工过程的数字孪生多维建模框架
在现有的三维工艺设计的基础上,产品结构设计的概念有了突破。加工现场的动态数据和现实的模拟被引入到工艺设计中。数字孪生数据的整合,实现了生产过程的协同设计和管理,多学科的优化设计,设计人员与下游的沟通,以及由数据挖掘得出的独立工艺设计。更具体地说,目标是在设计加工技术和检测过程的基础上,完成产品设计阶段。设计师可以利用系统平台收集所有因素(包括市场需求、用户评价、成本等)来验证设计原型的准确性。
现场实时数据的采集、处理和传输是数字孪生技术的先决条件。基于数字孪生技术的实时仿真模型,可以在工艺执行阶段实现工艺干扰分析(加工质量预测和加工故障诊断)。同时,在这个阶段,为上游的工艺设计提供连续的数据反馈,以实现更高效、更智能的工艺设计服务。在产品制造阶段,在设计阶段建立虚拟模型,对数字孪生车间的加工过程、质量预测、结构信息和材料信息等进行升级。
3 数字孪生多维模型建模方法
与现有的三维工艺设计相比,基于数字孪生的加工工艺设计的不同之处在于对现场数据的处理、对多学科模拟的关注、虚拟现实体验和增强现实技术。
如图2所示,物理空间的数据集(包括智能在制品/工件、智能制造设备、智能网 关 等)通过数据采集技术(传感器、PLC、RFID等)进行全方位的采集。它们通过通信协议(ZigBee、5G、蓝牙等)传输到智能物联网系统,然后对采集到的MGD/MRD/MAD/RPD/MHD/MPDD数据进行分类和汇总。虚实映射机制主要反映工件加工的实时状态、虚拟工艺模型、工艺设备性能参数和虚拟仿真结果。此外,虚实映射机制实现了现场加工数据与工艺信息的双向映射,以驱动工艺方案的同步建模与仿真。基于映射机制和"几何-物理-行为-规则-约束"多维特征,构建了同步迭代优化的DT工艺模型。通过数字孪生模型的动态全息实时仿真,可以实现生产现场的工艺设计和优化决策。通过加工方案的重构,实现对加工质量的动态控制(如切削参数调整、装夹参数调整、刀具路径调整等)。
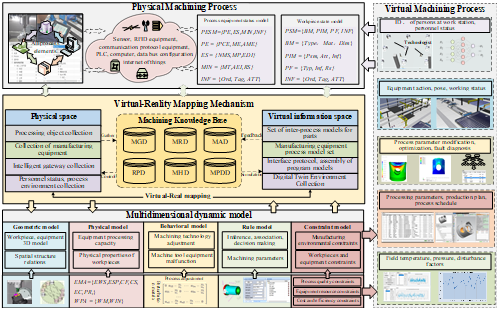
图2 基于数字孪生的工艺设计阶段模型创建过程
3.1►
工艺设计阶段的建模方法
为了实现更好的加工质量和效率,我们将数字孪生技术与MBD相结合。同时,通过加工过程中的孪生模型驱动的加工故障诊断和质量预测,实现产品的工艺设计。图2显示了基于数字孪生工艺设计阶段的模型创建过程。通过虚拟和真实空间数据的交互融合,产生的孪生数据以驱动工艺规划功能。它给物理空间以反馈和指导,形成数字孪生技术下的物理信息融合。
首先,建立加工过程的数字孪生模型。换句话说,通过加工现场、虚拟加工、多维属性参数、数字孪生数据和数据映射机制,建立五维DTPDM。虚拟空间场景通过场景状态的数值进行初始化,以保证虚拟和现实状态的一致性。其次,物理空间的加工开始运行。同时,虚拟空间开始同步进行虚拟仿真。物理空间的实时数据通过数据映射和通信协议更新虚拟空间的参数。仿真结果的持续更新为虚拟加工提供了迭代数据,实现了加工工艺设计的模块化功能。以工艺故障诊断和加工质量预测为例,故障诊断模块用于消除加工操作过程中的动态干扰。根据故障诊断结果,判断机床或工件故障,并进行合理的工艺安排或工艺方案变更(刀具更换、工件装夹调整、设备维修等)。这就为设计的快速更新提供了科学依据。在干扰消除之前有两种解决方案:迅速解决当前干扰的原因,继续生产。在干扰消除之前有两种解决方案:迅速解决当前干扰的原因并继续生产。或者更换设备,在不影响加工规则和整体工艺要求的情况下调整工艺。加工质量预测模块可以预测未来的加工数据,并实时跟踪加工现场。虚拟加工所需的参数被优化并更新到所需状态。让产品的加工质量在当前工作步骤下始终趋于理想状态,避免无效加工。对质量预测过程中的参数进行分析和反馈,为工艺设计或修改提供更方便、有效的数据来源。最后,根据现场和虚拟数据的结合,改进工艺设计。对工艺设计的修改实现了最初的设计,并允许对意外情况进行及时、合理的工艺修改。这极大地减少了无效的加工时间和由干扰引起的故障修复时间,提高了设计效率,使工艺成本降到最低。
在加工过程的执行阶段,在数字孪生技术的支持下,故障诊断和质量预测是确保加工过程的准确性和产品的预期质量的必要服务。加工故障诊断在加工过程中,通过分析孪生数据,完成干扰检测、故障跟踪和故障分析。加工质量预测实现了加工过程的合理化,加工质量的动态控制和参数优化,确保了制造过程的高效率。
3.2►
DT驱动的工艺流程
在不考虑人的主观因素的影响下,加工过程的正常运行是保证零件质量的必要条件。在加工过程中,由于存在不可控的干扰,加工不能达到理想的质量要求。加工过程中的干扰将导致加工故障(如机器停机、刀具断裂、大的噪音、工件损坏等)。为避免重大故障的发生,及时处理扰动是关键。加工过程故障分析包括设备故障分析、刀具故障分析、工件状态分析和环境因素分析。
首先,确定干扰的对象,也就是对机器设备和工件进行编号。其次,分析当前设备和工件在加工过程中可能造成干扰的相关参数。结合传感器等数据采集设备,获得实时加工过程中设备和工件的实时参数。同时,在相同的工作条件下,对设备和工件在虚拟空间进行虚拟仿真。结合工艺知识、工艺规则和精确的虚拟数据的映射机制,完成数字孪生数据的生成和统一表达。最后,在通信协议的帮助下,这些数据可以在整个系统中进行管理、传输和共享。
加工过程孪生模型驱动的故障诊断过程如图3所示:

图3 DT驱动加工故障诊断的工艺流程
首先,监测物理空间中可能引起干扰的参数。物理空间和虚拟空间是同步的,通过参数诊断具体的故障情况。以主轴功率p、刀具进给f和刀具磨损w为例。在一个过程开始时,输入指定的参数p、f、w(正常工作时能满足加工要求)。另外,通过历史数据和深度神经网络优化算法,找到参数扰动的允许范围rp、rf、rw。然后对输入参数进行量化处理,最终得到所需的目标参数。这就是通过DNN进行数据降维的过程。物理空间和虚拟空间开始运行。当物理空间的某个参数在大范围内波动时(Δp>rp,Δf>rf,Δw>rw),虚拟空间的相应参数就会及时改变,完成加工过程的模拟。假设扰动在加工过程中被放大并导致故障。在这种情况下,当前步骤被立即终止。然后分析故障的原因(主轴磨损、刀具磨损、工件偏移等),并调整加工参数。空间与虚拟空间的参数进行重新比较。如果干扰不能引起故障,但影响了当前工作步骤中的工件质量,应立即调整干扰源的参数,使物理空间有效工作。如果干扰不影响当前工作步骤,则记录当前干扰源参数,并修改算法数据样本以优化干扰参数范围。通过同步加工仿真、参数迭代更新、算法优化,更新当前参数的最佳允许干扰范围,最终完成加工故障诊断的预测。
对已发生的故障进行跟踪,就是要确定当前故障的原因,采取基于DT的故障诊断。在故障发生之前,已经进行了相应的预测。根据上面提出的方法,当前设备停运的原因是干扰参数变化很大。对比干扰参数和正常参数的值,很容易找出当前故障的原因。
DT驱动的故障诊断是基于不确定干扰因素的影响。整个过程结合了实时数据,确定了导致故障的参数范围。数据的利用率和诊断的可靠性得到了提高。因此,它是保证设备、工件、人员和其他必要环节正常运行的关键。及时处理干扰因素,减少错误,可以使整个过程顺利实现预期目标。
4 验证
基于上文所提出的方法,以船用柴油机关键件(活塞)建立了数字孪生生产模型。首先对零件的加工过程进行分析,确定合理的加工方案。然后,根据数字孪生体驱动的工艺模型对工艺方案进行模拟。在模拟结束时,对零件的数据进行全面分析。加工质量预测模型被用来预测制造状态下的零件质量。基于加工质量特性和工艺要素之间的关联机制,以加工质量特性为目标对工艺要素进行整合和优化。最后,对整体加工数据进行分析,优化加工过程中的不合理数据,并将结果反馈到物理空间。通过对生产型柴油机关键零部件加工质量的实时可视化监控、仿真分析和参数优化,形成了"自感知、自决策、自执行"的动态控制逻辑结构。
5 结论
基于上文所提出的方法,以船用柴油机关键件(活塞)建立了数字孪生生产模型。首先对零件的加工过程进行分析,确定合理的加工方案。然后,根据数字孪生体驱动的工艺模型对工艺方案进行模拟。在模拟结束时,对零件的数据进行全面分析。加工质量预测模型被用来预测制造状态下的零件质量。基于加工质量特性和工艺要素之间的关联机制,以加工质量特性为目标对工艺要素进行整合和优化。最后,对整体加工数据进行分析,优化加工过程中的不合理数据,并将结果反馈到物理空间。通过对生产型柴油机关键零部件加工质量的实时可视化监控、仿真分析和参数优化,形成了"自感知、自决策、自执行"的动态控制逻辑结构。