3D打印模具为紧急出口的额温枪生产解困,注塑冷却时间减少45%

截止3月底国内疫情逐渐好转,基本得到控制,但海外疫情逐渐爆发,截止3月23日海外确诊人数高达24万余人。应国际求援,我国开启“一省救一国”的国际援助计划,大量医护专家团体携物资支援各国,国际疫情防控需求暴增。庞大需求刺激下,用于快速体温测量的额温枪(红外线测温仪)市场需求迅速增长,国际额温枪外贸订单供给不足,国际市场上已出现“一枪难求”的局面。
此前额温枪市场基本饱和,随着国内疫情逐步控制,许多战时转型生产物资的临时大厂逐步恢复正常生产,国内生产厂家不足,供货速度有限。那么,如何从额温枪制造源头——模具的改良,缩短注塑品的成型周期在当前便尤为重要。
在本期3D科学谷分享的额温枪壳体注塑生产案例中,3D打印随形冷却模具制造技术发挥了关键作用。

![]()
聚焦生产提速
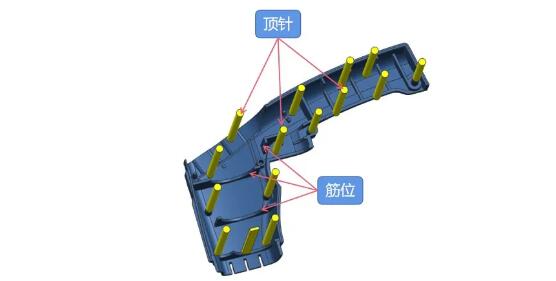
额温枪壳体内部“藏有”许多元器件,例如:电池、传感器、线圈等,这些元器件需要进行固定,以保证它们运转良好,额温枪壳体内部的许多筋位、卡位起到的正是固定作用(如上图所示)。
但这些筋位、卡位的存在却加重了开模的困难,一是筋位、卡位的存在增加了模具结构的复杂度,二是这些部位要很好的很冷却才能不拖累生产周期。
在模具结构中水路系统是十分重要的一部分,水路关系到产品达到顶出温度的时间长短,换言之也就是注塑成型时间长短,此外还关系到模温是否均衡,因为模温直接影响注塑产品的成型质量。
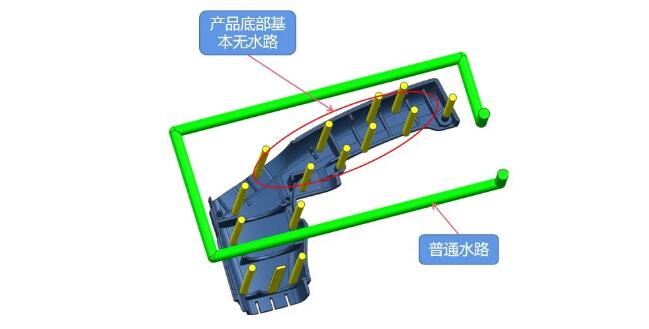
传统水路多由铣床、CNC等传统机床加工,由于传统机床的加工方式导致水路只能直来直去,而由于额温枪内部顶针及深筋位的存在,导致了额温枪壳体底部走不了水路,主要反应在模具上后模仁筋位部分无法得到较好的冷却(如上图所示),从而导致冷却周期较长且模温不均衡。
一家急需额温枪开模的国际外贸供应商联系了ESU毅速产品设计师, 3D打印是否可以帮助他迅速开模并且改良额温枪模具,提升他们的生产效率。为支援国际疫情防控需求,ESU毅速模具设计部门立刻组织开展方案讨论会议。
根据在模具3D打印中多年的设计和生产经验, ESU毅速最终制定了额温枪模具的3D打印方案:使3D打印随形水路遍及额温枪模具型腔之中。如下图所示:
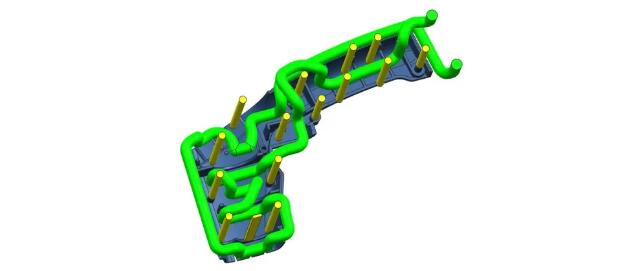
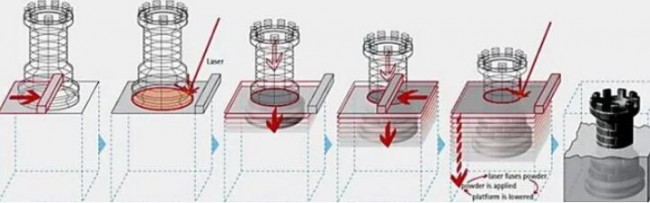
通过选区激光熔化金属3D打印技术制造的模具工件,由金属粉末组层堆积成型,如此一来, 水路设计将不再受额温枪产品结构的限制,设计师能够更加“随心所欲”的使水路遍布模具型腔(如上图所示)
额温枪模具3D打印样品成型后,模流分析师在产品交付前进行了适当的测评,并公布了模流分析结果对比数据。
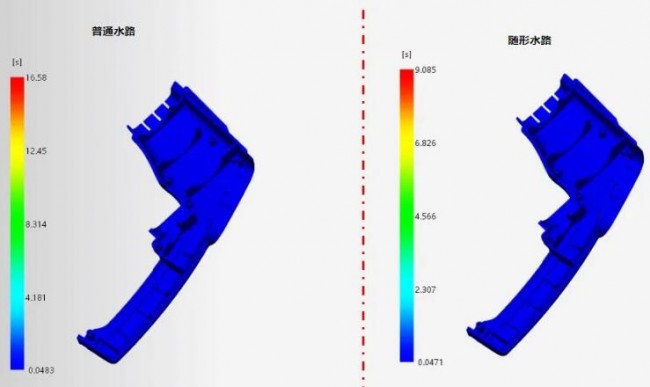
通过模流结果的数据分析,我们可以清晰的看到,运用3D打印技术方案成型的模具其额温枪注塑产品达到顶出时温度低的时间为9秒,而普通方案需17秒,同比提速8秒,近45%。
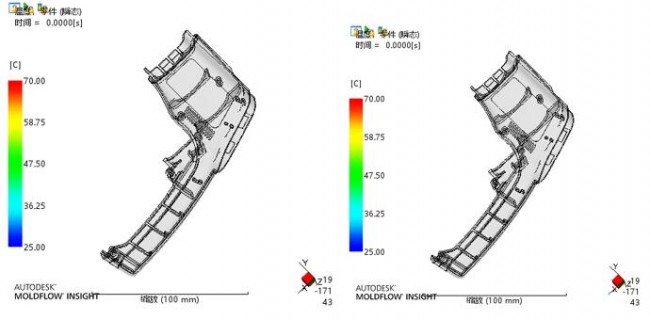
有关零件的温度,普通方案中塑件最高温度达42℃左右,运用3D打印方案的塑件相同部位的温度仅为27℃,下降了15℃,约34%。
综合ESU毅速的模流分析数据结果:3D打印方案可缩短塑件冷却时间近45%;降低塑件温度34%,从而提升生产效率,均衡塑件温度减少缺陷。而这得益于3D打印的加工工艺使得水路设计变得“无拘无束”,可以沿着产品形状均匀分布,无死角、无死水,真正做到模温均衡。
除此之外,现阶段额温枪需求大增,原来一套模具的产量满足不了需求,因此很多生产厂家不得不新开复制模来增加产能,满足市场需求。而3D打印给出了另外一种可能,即通过随形水路大幅缩短生产周期,提升产量,从而节省新开复制模与注塑机的使用费用,为厂家带来降低注塑生产成本的附加价值。
3D打印随形冷却模具很好的解决了额温枪壳体生产厂商在当下所面临的难题。
案例来源:ESU 毅速


