X-ray,热阻法,瞬态热阻法——无损质量全检技术比较(二)
本文摘要:(由ai生成)
本文对比了X射线、热阻法和瞬态热阻法三种无损检测技术。瞬态热阻法通过自动校准K系数,提高了测试精度,有效检测热阻值各层材料质量,减少漏检风险。相比稳态法,瞬态法能一次检测不同时间常数上的质量问题,提高检测精度。尽管技术难度高、成本高,但随着技术发展,未来质量检测技术将更普及,提升行业产品质量。
X-ray,热阻法,瞬态热阻法——无损质量全检技术比较(二)
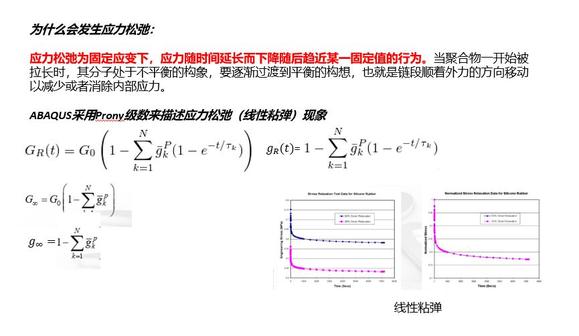
Zth曲线是根据随时间变化的温度数据获得的,实际过程中,核心采集设备采集的是电压信号,也就是电压随着时间的变化曲线,如果要换算成温度数据,需要事先测定芯片的温度电压响应系数K。但即使同一批芯片,其温度电压相应系数K也会存在一定的差异,实际产品的全检,又不可能检测每一颗芯片的K系数。这势必会带来测试误差,热阻法为了减少这个误差,事先会对被测芯片做抽样检测,主要的目的是为了掌握芯片K系数的散差,并求得抽检的芯片的平均K系数,再根据散差和允许的热阻波动范围去设定合理的·电压偏离值。 瞬态热阻法开发了K系数的自动校准功能,首先这里有一个假设:恒定脉冲功率下,特定的几何条件和材料,其散热路径是一致的。 
图一 K系数校准原理
我们举一个例子,以上图右上角的芯片散热路径示意图来说明这个问题,芯片的散热路径从热源第一层材料是Die(紫色部分),第二层材料是DA(绿色部分),第三层材料是Base(蓝色部分),第四层材料是Grease(黄色部分),那么可以用颜色来表示每一层材料在其Zth曲线中所对应的区域(如图中Zth曲线所示)。 假定质量问题发生在Grease部分,如果所有被测样品的K系数是一致的,那么Zth曲线只会在黄色 区域发生分离,而在紫色,绿色和蓝色部分,应该是完全重合的。实际测试过程中,如果出现不重合的现象,我们可以认为这部分不重合,主要就是因为K系数的不同导致的,通过简单的数学拟合,就能进行K系数修正。步骤如下: 1.以一批样品的平均K值为基准,生成基准样品的Zth曲线;
2.测定某特定样品的Zth;
3.对比基准Zth和测试Zth曲线,比较在无质量问题部分的Zth差异;
4.拟合两条曲线,求得测试样品对比基准样品的拟合系数,重新计算,得到校准后的Zth曲线。
实际拟合过程是通过算法实现的,计算机可以在小于1秒的时间实现自动拟合校准,这样得到的Zth曲线,兼容了芯片K系数的散差,测试精度会更高。瞬态热阻法相对于热阻法的优点在于,瞬态热阻法不仅仅可以得到一个准确的值,更重要的,瞬态热阻法可以精确描述系统的一维散热路径,这使得以前很多稳态法不能解决的问题,在瞬态法中,可以得到很好的解决。 这种拟合过程也解决了芯片一致性不好的问题,无论是K系数的一致性,或者是其他的散差,其差异性都会在Zth曲线中得到充分的体现,我们只需要在算法上做一些调整,就可以轻松的解决这些散差带来的精度问题。 稳态法对大电流向小电流切换的时间没有明确的要求,也不会去计算0秒时候的结温,通常都是小电流实际量出的电压值来计算结温,这个误差也是存在的。瞬态法中,因为是连续采样,可以通过外插法去计算0秒时候的结温(具体细节请参考JESD 51-14的标准,或者文章《关于JESD 51-14标准的理解和说明》),从而消除了结温测量误差。 因为瞬态热阻法对于散热路径表征的精度非常高,在实际应用中,我们可以设定一个合理的Zth曲线区域(如图二所示),只要Zth曲线,落在这个区间内,我们即认为是合格品。 
图二 瞬态法的优点
本质上,稳态法测的是电信号,而瞬态法测的是热信号,电信号和质量问题是弱相关,而热信号和质量问题强相关,用瞬态法可以精确检测产品的热信号,从而可以在数量级上提高质量检测的精度。 瞬态法还可以通过一次测量,来检测不同时间常数上的质量问题(详细情况请参考文章《如何应用瞬态热测试技术进行质量检测》),这个功能是稳态法不具备的,而对于质量检测来说,至关重要。 散热路径中的每一层材料都有一个合理的热阻值,假定Die的热阻为A,DA的热阻为B,Base的热阻为C,而Grease的热阻为D,如果我们允许的散差是是±5%,因为稳态法测定是热阻的总和,即是Rth总=A+B+C+D,而如果每一层的热阻都是负偏差,仅Grease层的质量问题是正偏差,实测Rth总=0.95A+0.95B+0.95C+(1.05D),这样很有可能会导致Grease部分的质量问题不一定能完全被检测出来,从而导致不良品流出。这种漏检比误杀的风险要大很多,在实际质量全检中,这种风险是不允许发生的。瞬态法就很好的解决这个问题,对每一层的Zth曲线的区域都做了预先设置,只要某一层的Zth曲线超出和合理区域,即可判断为不良品,不会出现误差抵消的而导致的漏检。 尽管瞬态法从原理上提供了解决问题的可能性,实际操作中,还会有一些难点: 瞬态法基于JESD 51-14的标准,在测试前,要对样品做充分摸底,得到合理的Zth曲线和离散区域,这要求摸底的工程师具有一定的技术水平。如果企业自己不具备,就需要找第三方咨询公司,而目前具备这样技术实力的第三方公司也不太多;
BenchmarK非常耗费工作量,同时,样品的准备也有一定的难度,也需要一定的成本。大数据和AI的技术应用,逐步降低了这个领域的难度,理论上如果行业能够建立一个共性平台,制定相应标准,会大幅降低某个企业在这个方向上的投入,使得瞬态法进入企业的门槛大幅降低;
瞬态法设备技术难度高,精度高,成本高,目前市场上,瞬态法设备的价格远远高于稳态法,大概是稳态法的3倍左右,而产线全检设备,又需要大批量的投入,如果每条产线都要实施,其总投入一定会是千万级,甚至上亿,这会让很多企业望而却步;
产品质量检测也是生产过程中的一个环节,需要把检测设备集成到生产线上,也需要一些开发和定制工作,这对供应商的能力提出了较高的要求;
当质量问题发生的区域,不在芯片的散热路径上,瞬态法也无能为力,或许将来质量检测过程中,会把多个方法集成起来,发挥各自的长处,综合解决质量全检中可能存在的问题。
随着技术的发展,检测技术中,比如热波法,热反射法,拉曼法,这些方法都有各自的优势,也有一定的局限性,由于这些技术尚未大面积工业应用,算法也在成熟阶段,目前尚不能形成成熟的应用技术。行业对技术的追求不会停下脚步,人们对这些领域技术的探索也不会停下脚步,可以预见,将来会有越来越多的成熟技术,不断的应用到质量检测领域,甚至形成多种方法组合交叉集成,数据互相印证,设备的精度逐步提高,而使用难度却是不断降低,包括成本也会不断降低,使得这种质量检测技术,会越来越普及,很多中小企业也可以投入,从而提高整个行业产品的质量水平。