CETOL_汽车座椅锁具的公差优化应用
本文摘要(由ai生成):
这篇文档主要介绍了汽车座椅锁具的公差分析。首先简单介绍了锁具的质量要求,包括开锁和闭锁时的顺畅性、抗外力冲击能力,以及与电器设备的连接性。然后提出了三个关键尺寸,包括爪轮与侧板开口槽的距离、电缆线过孔的位置、接触力的位置,并详细解释了这些尺寸的重要性。文档还介绍了实施公差分析的步骤,包括分析设置、求解和结果分析。最后得出结论,锁具在关闭状态下的三个测量尺寸的 sigma 值分别为 1.07、6.41 和 2.26,在统计状态下的质量合格率为 71.35%、100%和 97.65%,打开状态的测量尺寸的 sigma 值为 3.26,质量合格率为 99.89%。
问题描述
作为汽车座椅锁具,其质量的好坏,关系到汽车驾乘人员乘坐的舒适性和安全性。锁具在开锁时,希望能够充分打开,不要与其他零部件之间产生干涉,即顺畅地打开。锁具在闭锁时,能够经受得住外力的冲击,不至于产生突然脱开现象。在锁具的任何状态,都要求锁具动作部件能够与电器设备很好地连接,在电控装配的驱动下,锁具能够准确地运转到指定的位置。根据设计功能要求,把项目细分到具体的状态上,在运动部件的具体指定位置,做功能要求的详细设定。
解决方案
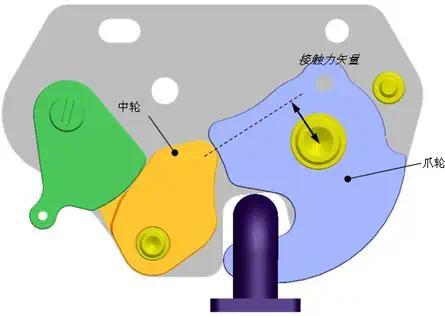
1)一个关键质量要求就是爪轮在打开时要远离侧板的开口槽,这是为了确保爪轮不会与锺棒产生干涉。

2)锁轮上的孔,在完成机械装配后,需要从这个孔里穿电缆线,来接通电源。根据座椅的设计要求,为了保证电缆线能与机械设备能可靠地连接,电缆线过孔必须在位于基准孔名义值的正负2个mm之间。如果尺寸超过了上极限,锁具就会出现卡死现象,如果超过了下极限,电缆线就不能很好地与电器设置连接,导致零件废弃和成本增加。

3)另外一个关键尺寸就接触力位置,这个接触力与作用方向一致,是在爪轮和中轮之间,接触力矢量的位置决定了是否有足够的闭锁运动来保持锁具在冲压载荷的情况仍能正常闭锁,加工和装配偏差都有可能这些关键质量要求产生失效,过紧的公差会增加成本也有可能导致产品无法加工。为了生产高质量低成本的产品,有必要在设计阶段就能理解所有这些问题。
实施步骤
1)分析设置
公差分析的前提首先要确定装配性能尺寸,对于锁具装配体,需要确定具体的装配状态。实施步骤如下:
1) 启动CETOL软件的分析器
启动CETOL 6 工作台
打开Seat lock .CATproduct
在CATIA选择主视图显示模式
2) 打开CETOL选项菜单。
从工具-选项栏目选择,在偏差标签栏设置
Linear tolerances: ±0.2 mm
Angular tolerances: ±0.0 mm
Size tolerances: ±0.05 mm
GD&T tolerances: 0.3 mm
在图表和高亮显示设置栏,设置如下:

创建装配公差模型需要在CETOL重建零部件之间的装配关系,零部件在装配体的实际装配位置决定了误差的传播方式和传播结果。对于锁具首先确定侧板作为装配体的装配基准件,在CATIA工作树,把零件按照实际装配顺序在工作树上调整顺序。
锁具在打开时的各个零部件之间的装配关系,因此,只考虑爪轮销、爪轮、中轮销、中轮、锁轮销、锁轮、止位销、侧板这些部件之间的装配关系。
对于锁具在锁紧情况的装配关系定义,可以沿用打开时已有的各个部件的装配约束,在后续添加棒锺和一个虚拟平面,棒锺和爪轮之间有接触约束,虚拟平面代表了爪轮与中轮接触时的接触力方向,通过虚拟平面控制爪轮与中轮之间准确的接触位置。
2)求解
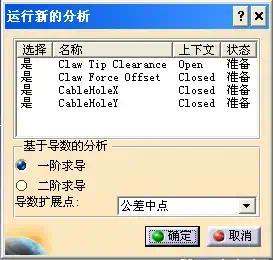
定义完成各个零件的尺寸约束,在CETOL模型图表和顾问窗口下检查定义尺寸约束的完整性和自由度,另外通过在配置下检查各个零件的装配自由度,保证整个装配体不产生过约束和欠约束,特别在v8.2版本增加针对个别零件的自由度检查功能,这样保证精确定义具体零部件。选择运行新的分析,弹出求解对话框如下图4-14锁具求解界面,这里选择求解一阶敏感度求解,导数的扩展点为公差中点。
3)分析结果
(1)理想装配状态下的公差分析
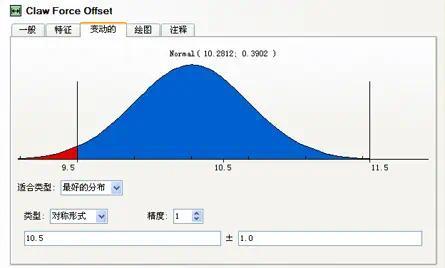
在CATIA界面启动结果分析器,结果显示4个求解尺寸的最大值和最小值,极限求解的值不具有应用价值,因为本产品是采用大批量生产,所以统计结果才更有意义,在这里假设所有输入的尺寸在满足公差要求的前提下,工艺过程能力为1,即cpk=1, 统计分析结果显示如下图,各个输出尺寸的sigma值和合格率。

从上面的结果可以得知,锁具在关闭状态下三个测量尺寸的sigma值分别为1.07、6.41和2.26,其在统计状态下的质量合格率为71.35%、100%和97.65%,打开状态的测量尺寸的sigma值为3.26,质量合格率为99.89%。 CableHoleX和Claw Force Offset 的统计质量没有达到sigma等于3的质量要求,其统计分布如图7和图8:

(2) 实际装配状态下的公差分析
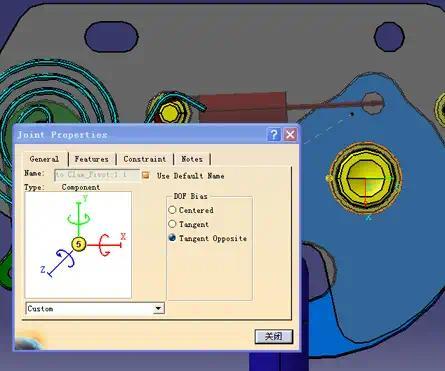
上一次的分析都是假设所有的装配的理想装配下的装配质量预测,由于本求解主要是要考虑锁具在工作状态下的装配质量,此时需要根据结构力学分析结果重新输入各个零件尺寸参数,同时在有预紧力作用的情况下,爪轮与爪轮轴之间不再是完全同心的状态,中轮和中轮轴之间也是不同心的状态,根据实际装状态需要重新定义装配关系。设置爪轮与轴的相切位置如下图9所示。
根据实际的装配状态的重新设置,启动求解器进行分析求解,得到如下分析结果如下:

结果分析
主要讲述汽车座椅锁具的公差建模过程,分别考虑锁具在二种工作状态下的装配质量,解释了计算各个装配尺寸的缘由,设置了在不同装配状态下的公差分析。显示了CETOL多种状态下的公差分析能力。


