一文详细了解锂电池模切设备!

摘要
本文探讨了锂电池制造中极耳成型技术的发展,特别是激光极耳切割技术的优势和应用。激光切割具有高效率、小毛刺、编程灵活等优点,适合规模化生产。文章介绍了激光极耳成型机和五金极耳成型机,并指出激光切割技术通过使用不同类型的激光器能够实现高精度切割。文章还讨论了激光模切技术的发展趋势和设备组成,并提供了设备选择和应用案例的指导,以确保选用最合适的设备满足特定制造需求。
正文
极耳是锂电池内部将正负极集流体引出来的金属导电体。极耳成型是在正负极集流体上切出导电体的工艺,一般作为卷绕或者叠片的前工序,是动力电池和部分消费电子电池制造过程的关键工艺之一。

传统上,极耳成型主要使用机械模切工艺。机械模切工艺有模具损耗快、换模时间长、灵活性差和生产效率低等局限性,已经越来越不能满足锂电池制造的发展要求。由于激光切割技术的诸多优点随着高功率、高光束质量纳秒激光器、单模连续光纤技术的成熟,激光极耳切割逐渐成为极耳成型技术的主流。

01 设备分类概述
1.1 极耳成型设备分类
目前市场主要使用的极片极耳成型包括激光极耳成型机、五金极耳成型机两种类型。激光极耳成型机采用连续或脉冲式的激光对极片和箔材进行切割,五金极耳成型机采用五金模具对极片和箔材进行冲切。
五金极耳成型机,其主要特点是用双模具切割集流体形成导电极耳,同时实现极耳的变间距,极片可以是连续行走或间隙行走,主要问题是集流体较薄,冲切毛刺很难控制,导致电池的自放电大,留下安全隐患,另外,受模具寿命的限制导致制造成本很高。
激光极耳成型机,具有设备运行效率高、毛刺小且能够稳定控制、激光编程灵活、产品兼容性强、使用成本低等优势,更适合于规模化制造,也是目前锂电制造厂的主流选择。基于安全可靠为基础的降本趋势下,新能源汽车行业对动力电池生产的精度和效率提出了更高的要求。
1.2 五金模切的缺陷
通常五金模具出现毛刺的原因有以下几种情况:
①冲裁间隙过大、过小或不均匀均会产生毛刺。
②刃口磨损变钝或啃伤均会产生毛刺。
③冲裁状态不当,如加工件与凸模或凹模接触不好,在定位相对高度不当的修边冲孔时,也会由于制件高度低于定位相对高度,在冲裁过程中制件形状与刃口形状不服帖而产生毛刺。
④模具在工作过程中升温,间隙变化导致裁切极片产生毛刺。
鉴于五金模切产生的毛刺对动力电池的安全性存在较大的隐患,未来主要采用激光模切方式。
1.3 激光切分类
激光器种类包括固体激光器、气体激光器、半导体激光器、光纤激光器、液体激光器、自由电子激光器等。按工作方式分类,可分为连续激光器和脉冲激光器。连续激光器可以在较长一段时间内连续输出,工作稳定、热效应高。脉冲激光器以脉冲形式输出,主要特点是峰值功率高、热效应小;根据脉冲时间长度,脉冲激光器可进一步分为毫秒、微秒、纳秒、皮秒和飞秒,一般而言,脉冲时间越短,单一脉冲能量越高、脉冲宽度越窄、加工精度越高。
依据极片切割工艺需求,激光模切目前采用光纤激光器,通过振镜、场镜将光束按照设定轨迹进行极片切割。
1.4 激光模切发展趋势
激光模切将围绕着以下几点进行提升:
①切割效率:将从现有60~90m/min的水平继续提升,预计在3年内实现120~180m/min的水平。
②切割品质:目前三元正极材料的料区仍不能使用激光进行直接切割,未来通过新型激光器类型以及激光工艺的引入可以实现三元正极材料的激光切割。另外,热影响区、毛刺、熔珠等切割品质不良可通过机械稳定性和激光工艺的改良进行提升。
③设备稳定性:一方面是设备自身的稳定性,通过提升设备运行的稼动率水平,并且优化上下料辅助时间提升整机的OEE水平,同时提升设备的MTBF。另一方面是产品品质的一致性,提升产品的CPK。
④智能化:实现单机智能化再到整线智能化。将在线检测、PLC控制和上位机控制集成一体化,实现单机智能化。再通过接入工厂信息化系统,基于单机数据采集的优化,实现整线智能化水平。
02 设备原理、组成及关键结构
2.1 激光极耳成型机原理
目前业内经过多年的发展,激光模切技术已经较为成熟。下面的详细设备介绍将从激光极耳成型机展开。
激光切割是利用聚焦后的激光束作为主要热源的热切割方法,采用激光束照射到材料表面时释放能量来使之熔化并蒸发(图1)。

图1 激光切割原理示意图
激光切割的特点包括:
①切割缝隙比较狭窄;
②邻近切边热影响区较小;
③局部变形极小;
④非接触式切割,清洁、安全、无污染;
⑤与自动化设备结合方便,容易实现制成自动化;
⑥不存在割工件的限制,激光束具有仿形能力;
⑦与计算机结合,节省材料。
激光切割轨迹路径如图2所示。

图2 激光切割轨迹路径示意图
激光切割主要工艺参数包括:
①光束横模:光束的模式越低,聚焦后的光斑尺寸越小,功率密度和能量密度越大,切口越窄,切割效率和切割质量越高。
②激光束的偏振性:像任何类型电磁波传输一样,激光束也具有相互成90°并与光束运行方向垂直的电、磁分矢量,在光学领域把电矢量作为激光束的偏振方向。当切割方向与偏振方向平行时,切割前沿对激光的吸收最高,所以切缝窄,切口垂直度和粗糙度低,切割速度快。
③激光功率:激光切割时,要求激光器输出的光束经聚焦后的光斑直径最小,功率密度最高。激光切割所需要的激光功率主要取决于切割类型以及被切割材料的性质。气化切割所需要的激光功率最大,熔化切割次之,氧气助熔切割最小。
平均功率计算公式:平均功率=单脉冲能量×重复频率
峰值功率计算公式:峰值功率=单脉冲能量/脉宽
④焦点位置:焦平面位于工件上方为正离焦,位于工件下方为负离焦。按几何光学理论,当正负离焦平面与加工面距离相等时,所对应的平面上功率密度近似相同。
⑤激光焦深:当聚焦系统的焦深对激光切割质量有重要影响。如果聚焦光束的焦深短,聚焦角较大,光斑尺寸在焦点附近的变化比较大,不同的焦点位置将使用在材料表面的激光功率密度变化很大,对切割会产生很大的影响。进行激光切割时,焦点位置位于工件表面或略低于工件表面,可以获得最大的切割深度和较小的切割宽度。
当焦深聚焦深度大,光斑直径增大,功率密度随之减小。聚焦深度Δ可按下式估算:
Δ=±r2/λ
式中 r——光束的聚焦光斑半径;
λ——激光波长。
激光极耳成型制造过程列于表1。

2.2 设备主要组成
激光模切机布局如图3所示。

图3 激光模切机布局示意图
激光模切机主要包含放卷模块(含纠偏)、张力控制模块、模切前过程纠偏、激光切割、牵引主驱模块、风刀除尘、CCD检测、分切前过程纠偏、极片分切、极片除尘、不良贴标、收卷模块和废料收集机等。其动作流程如图4所示。

图4 激光模切机动作流程
关键结构如下:
①收放卷模块:由收放卷机构、接带平台和放卷纠偏等组成。主要参数包括最大卷径、最大承重、卷筒尺寸等。具备辅助上料、伺服放卷、放卷后展平、卷径检测等功能。
②张力控制模块:由张力检测传感器与张力摆杆组件等组成。主要参数包括张力控制精度等。具备放卷张力闭环控制、张力大小实时显示功能。
③过程纠偏模块:由传感器、执行机构和丝杆等组成。主要参数包括纠偏精度。纠偏自动调整与CCD检测反馈形成闭环控制。
④激光切割模块:由激光切割组件、除尘装置、位置调整组件等组成。主要参数包括激光器功率、激光器功率稳定性、极耳间距精度等。具备“一出一”和“一出二”两种工作方式(图5)。
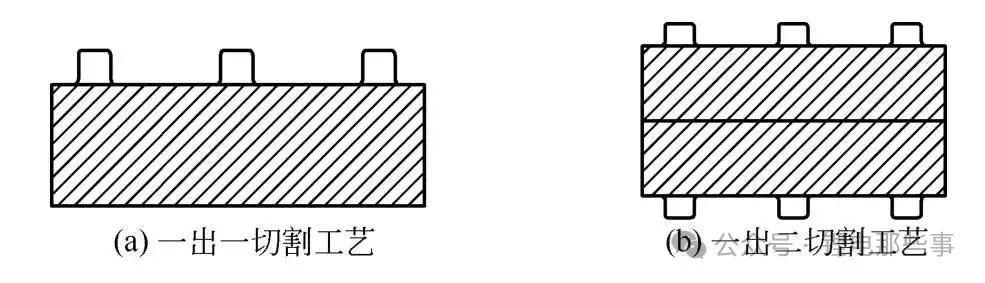
图5 激光切割工艺
⑤牵引主驱模块:由主动辊、橡胶辊和伺服电机等组成。具备安全保护装置,同时完成料带驱动的功能。
⑥极片分切模块:由分切刀模、负压除尘等组成。具备刀片润滑、废料自动收集、分切刀负压抽尘功能。
⑦除尘系统:由激光切割处除尘、风刀除尘、毛刷除尘、磁棒除尘、防护挡板、风机过滤器(FFU)和除尘管道组成。主要参数包括风刀风速、导向环角度、负压大小等。具备对极耳、切割直边和极片表面进行粉尘清理的功能。
⑧视觉检测系统:由相机、光源、工控机、不良贴标等组成。主要参数包括成像效果、检测精度、不良贴标位置精度等。具备极片表面缺陷检测、切割与分切尺寸检测、极耳状态及尺寸检测的功能。
⑨控制系统:由电气控制系统和激光控制系统组成。具备可视化设计、参数化设计、分级权限管理,实现激光切割轨迹控制调整、整体功能控制。
⑩其他部分:包括润滑系统、安全功能、粉尘控制等。
03 设备的选择应用案例
3.1 明确来料工艺
在选择具体的激光模切设备之前,需要先对来料情况和制造工艺进行确认。
①确认来料的材质:三元材料、磷酸铁锂、钛酸锂等。
②来料尺寸规格:涂覆幅宽、留白宽度、箔材厚度、涂层厚度、单侧/双侧极耳等。
3.2 明确产品规格
①确认产品收集规格:卷料收料或片料收料。
②切割工艺:等间距切割、变间距切割、极耳变高度切割、是否需要切割V/R角。
③切割规格:模切宽度、极耳高度、极耳间距、极耳宽度、标记(mark)位置、分切宽度、热影响区、毛刺等。
3.3 明确设备配置
①功能配置:依据来料工艺及产品规格来确认设备整体配置要求,目前主流的收放卷配置包括单放单收、单放双收、双放双收或双放四收。再确认功能需求,功能需求包括标配功能和选配功能。
②制定机械、电气、信息系统通用规范,并执行。


