非标设备及贮罐现场制作安装质量控制规定(下篇)

摘要
文章详细规定了钢制焊接油罐和非标设备的制作、安装、检查、验收流程。包括焊缝质量检查、无损探伤、几何尺寸检查、充水试验、竣工资料提交、质量控制点设置以及施工资料管理。特别提到了不锈钢材料的特殊处理和试验后防止设备变形的措施。
正文
5、检查和验收
5.1检查:
5.1.1对宏观要求:焊缝无熔渣、气孔、弧坑、焊缝周围无飞溅、对接焊缝高度不超标、对接焊缝错边量不超标。
对接焊缝余高(mm)

5.1.2对焊缝内在质量要求:
a)对焊缝应进行无损探伤及做严密性试验,罐底焊接完工后,在安装罐壁前就应用真空箱法完成严密性试验,以免将来壁板与底板之间焊接后,边缘处焊缝难以做真空箱法严密性试验。
b)对罐壁焊缝的无损探伤要求为:
c)对纵向焊缝,每个焊工焊接的每一种板厚(板厚仅差 1mm 视为同等厚度),在最初焊接的 3m焊缝任意部位取300mm进行射线探伤,以后不考虑焊工人数,对每种板后在30m焊缝及其尾数内的任意部位取300mm进行射线探伤,探伤部位中的 25%应位于丁字焊缝处,且每台罐不少于两处。对于环向对接焊缝,每种板厚(以较薄的板厚为准),在最初焊接的 3m焊缝的任意部位取 300mm进行射线探伤;以后对于每种板厚在每60m焊缝及其尾数的任意部位取300mm进行射线探伤;上述检查均不考虑焊工人数。在底圈壁板,当厚度小于或等于10mm时,应从每条纵向焊缝中任取300mm进行射线探伤。当板厚度大于10mm,小于或等于25mm时,应从每条纵向焊缝中取两个300mm进行射线探伤,检查其中一个应靠近底板,厚度大于25mm小于或等于38mm的个圈壁板,每条纵向焊缝应全部进行射线探伤;厚度大于10mm的壁板的全部丁字焊缝应100%进行射线探伤检查;除丁字缝外,其余焊缝可用超声波探伤代替射线探伤,但其中 20%的部位应采用射线探伤进行复验。
d)如发现经探伤有不合格时,应在该探伤长度的两端延伸 300mm作补充探伤,但缺陷部位处于离低片端部或超声波检查端部 75mm以上者,可以不再延伸,如延伸部位的探伤结果仍不合格时,应继续延伸进行检查。
e)对于每台贮罐的探伤检验比例按设计图要求执行。
5.1.3底圈罐壁与罐底的丁字形接头的罐内角焊缝应进行下列检查:
a)罐底边缘板的厚度大于或等于8mm,且底圈壁板的厚度大于或等于16mm,或屈服点大于390Mpa的任意厚度钢板,在罐内及罐外角焊缝焊完后,应对罐内角焊缝进行渗透探伤或磁粉探伤,在罐内充水试验后,仍应用同样方法进行复验。
b)屈服点大于390Mpa的钢板,罐内角焊缝初层焊完后还应进行渗透探伤;
c)开孔补强板焊完后,由信号孔通入100~200Kpa 压缩空气,检查焊缝严密性,无渗漏为合格;
5.1.4焊缝无损探伤的方法和合格标准应符合下列要求:
a)射线探伤按国家标准GB3323—87《钢熔化对接接头射线照相和质量分级》的规定进行,并应以Ⅲ级为合格;对屈服点大于390Mpa 或厚度大于或等于 25mm 的普通碳素钢或厚度大于或等于16mm的低合金钢板的焊缝,合格为Ⅱ级;
b)超声波探伤应按部标 JB1152—81《锅炉和钢制压力容器对接焊缝超声波探伤》的规定,并以Ⅱ级为合格;
c)磁粉探伤和渗透探伤,均按有关的常压钢制焊接油罐磁粉和渗透探伤技术标准规定执行;
5.1.4罐体几何形状和尺寸检查:
a)罐壁高度的允许偏差为不大于设计高度的0.5%;
b)罐壁铅垂的允许偏差为不大于罐壁高度的0.4%,且不得大于50mm;
c)罐壁上的工卡具焊迹,清除干净焊疤磨平。
d)罐底焊接后,其局部凹凸变形的深度,不应大于变形长度的2%,且不大于50mm;
5.1.5罐底板所有焊缝应采用真空箱法进行严密性试验,试验负压值不得低于53KPa,焊缝无渗漏为合格。
5.1.5充水试验前必备的条件:
试验前必须完成所有附件及其它与罐体焊接的构件应该全部完成并完成氨试漏,所有与严密性试验有关的焊缝不得涂刷防腐油漆;充水试验应准备的水,如对材料为普通碳素钢、低合金钢制作的储罐可采用干净的淡水,若材料为奥氏体不锈钢制作的储罐,则要求干净,水中氯离子含量不得超过25ppm,对水温要求不低于5℃,充水试验时应加强基础沉降观察,基础不得被水浸泡。
5.1.5.1充水试验过程中应检查的项目如下:
a)罐底严密性试验,在充水试验过程中罐底无渗漏为合格;
b)罐壁强度及严密性试验,在充水到设计最高液位并保持48小时后罐壁无渗漏,无异常变形为合格;
c)固定顶的强度及严密性试验,罐内水位应在最高设计液位下1m 进行缓慢充水升压(除进水口外罐顶上除留下压力计口外所有阀门,包括法兰盖一律关死或封死);压力计口接 U形玻璃管压力计观察声升降过程,判断有否灌顶渗漏,10 分钟不下降压为合格。
d)固定顶的稳定性试验应在做固定顶强度及严密性试验后充水到设计高度后将进水口作排水口用,罐顶的 U 形玻璃管压力计作真空计用,当下部阀门打开排水时罐顶内产生真空时,将排水阀门关死,观察 10 分钟,无异常现象为合格;
e)基础沉降观测与充水试验配合进行,一般将罐最终充水高度划成四等分,另将由厂区原始基准点的标高引向充水前罐基础上东西南北四个基准点,用水平仪进行测量原始标高与罐上四个点的标高差,然后,先快速充水,充到 1/2 罐水,保持 24 小时后,再用水平仪测量,核出第一次的沉降量(要求均匀沉降),接着再充到 3/4 罐水,保持 24 小时后, 再用水平仪测量其沉降量及不均匀沉降量,无异常现象将水充到设计最高点,保持 48 小时后,再用水平仪测量其沉降量,及其不均匀沉降量,无异常不均匀下沉为合格。如沉降有明显变化,则应保持最高设计液位的情况下,必须每天定时观测,直到沉降稳定为止。f)试验合格后打开顶部管口或人孔然后在放水,防止放水形成真空造成设备变形。
5.2储罐的验收:
当一切试验全部合格后,建设单位应按照设计文件和有关规范,对施工质量进行全面检查和验收;施工单位必须向建设单位提交储罐的竣工资料,应包括下列内容:
a)储罐交工验收证明书;
b)竣工图(包括设计变更在内)以及排版图;
c)材料和附件出厂质量合格证书和检验报告;
d)储罐基础检查记录;
e)焊接记录;
f) 储罐罐体几何尺寸记录;
g)隐蔽工程检查记录;
h)焊缝射线、超声波、磁粉、渗透等无损探伤报告;
i)焊缝返修记录(附标注缺陷位置及长度的排版图) ;
j)强度、严密性和稳定性试验报告;
k)基础沉降观测记录。
储罐建造完毕后,均应在设计规定的方位和高度,装设铭牌座,铭牌应使用耐腐蚀金属板制作,用铆钉固定在铭牌座上,铭牌座离壁板外表高度应在绝热层的保护层外。
6、非标设备制作要点和质量控制:
6.1非标设备下料组对要求
6.1.1按设计图绘制排版图。
6.1.2接板最短长度:碳素钢、低合金钢不宜小于300mm,不锈钢不宜小于700mm.
6.1.3筒节最短长度不得小于300mm。
6.1.4不应采用十字焊缝,相邻的两筒节纵缝及封头拼缝与相邻筒节的纵缝应错开。其焊缝中心间距不小于100mm。
6.1.5设备内件与筒节焊接的焊缝边缘与筒体环缝边缘的距离不宜小于筒体壁厚,且不宜小于50mm。
6.1.6卧式容器环焊缝应尽量位于支座之外,纵缝应尽量位于筒体下部1400之外。对于被支座覆盖的焊缝应按规定进行100%无损探伤。
6.1.7封头各种不相交拼缝中心线之间的最小距离应不小于封头名义厚度的三倍,且不小于100mm。
6.1.8管口和人孔应尽量避开主焊缝。
6.2非标设备的下料:
6.2.1下料前应按校准线核对下料线是否正确,经质量检查员认可后方可进行切割。注意留切割及刨边余量。
6.2.2对于有球封头和锥体的设备,应测量好球封头和锥体尺寸后下筒体料,防止累计偏差造成组对错边量超差.
6.2.3切割采用剪板机或半自动切割机,不锈钢采用等离子切割机进行。
6.2.4坡口加工:坡口型式按图纸要求,图纸无具体要求时,按焊接工艺卡的要求加工。
6.2.5不锈钢板的下料还应符合下列要求:
a)应在专门规定的下料场地进行,场地必须铺设橡胶板或木板,并应经常清扫。
b)下料人员及有关人员不得穿带钉鞋进入下料场地。
c)下料中应严格控制磕碰、划伤,起吊运输中应垫上橡胶或木板,且应避免与碳素钢接触。
d)不应在零件表面用划针线或打样冲眼,划线用红蓝铅笔。所有划伤表面不得超过材料的负偏差,并应修磨平滑。
e)材料表面有油污时,应用四氯化碳或丙酮擦洗干净。
f)材料需要校直校平时,应用紫铜锤或木锤。
6.3卷板预制:
6.3.1筒体卷制在卷板机上进行。
6.3.2卷板前必须清除板上的金属屑及杂物,滚板过程中及时清扫剥落下来的氧化皮。
6.3.3不锈钢板在卷制时,应将卷板机滚杠上包附一层1mm的不锈钢板以防止渗碳。碳钢工具也应避免直接与不锈钢接触,确有需要,应加不锈钢板隔离防止渗碳。
6.3.4卷板时应预焊带头板,或将板长放大,组对时切割余料留作补强圈用料。
6.3.5筒节卷后,应立置在平台上用样板检查,垂直方向上用直线样板检查,其间隙不得大于1mm,水平方向上用弧形样板检查,其间隙不行大于4mm。
6.3.6筒体上的纵环缝的对口错边量b不大于下表的规定。

6.3.7筒对接纵向焊接接头形成的棱角E,用弦长等于1/6D 且不小于300mm的内或外样板检查,其 E 值不得大于(0.1δn+2)mm,且小大于 5mm;圆筒对接环向焊接接头形成的棱角 E,用长度不小于 300mm 钢直尺寸检查,其 E 值亦不得大于上列数值。
6.4非标设备组对:
6.4.1筒节组对:具体方位及排列顺序按排版图进行。
6.4.2对于锥体等组对应测量其几何尺寸达到设计图要求后,才能施工,并防止焊接变形。
6.4.3由于板厚不一样,组对时以筒体内径为组对基准,以较薄板为计算依据。
6.4.4封头各种不相干交拼接焊接接头之间的最小距离应不小于封头名义厚度δn 的3倍,且不小于 100mm。封头由瓣片和顶圆板拼接制成时,焊接接头方向只允许是径向和环向,径向焊接接头之间最小距离也不得小于上述的规定。
6.4.5壳体组装时,相邻圆筒的纵向焊接接头的距离或封头拼接焊接接头的端点与相邻圆筒的纵向焊接接头的距离均应大于名义厚度δn的三倍,且不大于100mm。
6.4.6封头及锥体与筒体组对时,环焊缝焊接接头对口错边量控制在3mm以内,组对间隙2~3mm。
6.4.7包边角钢对接接头与壁板纵向焊接接头之间的距离,不得小于200mm。
6.4.8设备本体开孔:开孔前要经检查员按排版图和施工图确认后方可开孔。开孔接管或开孔补强外缘与筒节纵向焊接接头之间的距离,不得小于200mm;与环向焊接接头的之间的距离不得小于100mm。
6.4.9管与法兰的组对:法兰面应垂直于接管或圆筒的主轴中心线,安装接管法兰应保证法兰面的水平面或垂直(图样中注明除外)其偏差均不得超过法兰外径的1%,且不大于3mm,法兰的螺栓孔应与接管的主轴线跨中布置。
6.4.10对于带衬环的法兰,衬环部分应留出适当加工余量。
6.4.11对于设备本体内部有防腐要求的设备,其内部焊缝等打打磨平,对于角焊缝处打磨圆滑过渡。
6.4.12对于不锈钢设备制作完后必须进行酸洗钝化处理,形成钝化膜应进行蓝点检查, 无蓝点为合格。
6.5非标设备焊接:
6.5.1常压设备参照常压立式圆筒形储罐和设计图纸焊接要求进行焊接施工。
6.5.2非标设备焊接正面焊接完成后背面必须用碳弧气刨或砂轮机清根,达到要求后再焊,防止内部未焊透。
6.6无损检测:
6.6.1对于每台设备制作焊缝的无损探伤检测比例按设计图执行。
6.6.2局部探伤的部位,可根据施工实际情况选定,但筒体与封头连接部位,T字焊缝及仰焊部位是确定的重点,其次是横焊和立焊部位,如经局部探伤发现超标缺陷时,应由检验人员指定位置增加10%(总焊缝长度)的探伤长度;如仍有不合格,则要对缺陷所在焊缝进行 100%探伤。
6.7设备充水试验:
试验前必须完成所有附件及其它与设备本体焊接的构件应该全部完成,所有与严密性试验有关的焊缝不得涂刷防腐油漆;充水试验应准备的水,如对材料为普通碳素钢、低合金钢制作的设备可采用干净的淡水,若材料为奥氏体不锈钢制作的设备,则要求干净,水中氯离子含量不得超过25ppm,对水温要求不低于 5℃,充水试验时应加强基础沉降观察, 基础不得被水浸泡。
6.7.1充水试验过程中应检查的项目如下:
6.7.1.1在充水试验过程中检查设备焊缝无渗漏为合格;
6.7.1.2设备强度及严密性试验,在充水到设计最高液位并保持 48小时后无渗漏,无异常变形为合格;
6.7.1.3试验合格后打开顶部管口或人孔然后在放水,防止放水形成真空造成设备变形。
7、设备制作竣工验收
验收时,施工单位应提交下列技术文件:
n设备交工验收证书;
n竣工图;
n制造厂设备零部件产品质量合格证明书;
n材料质量证明书;
n产品焊接试板实验报告;
n验收清点记录;
n设备组装与焊接记录;
n焊接材料质量证明书及复验报告;
n设备焊后几何尺寸;
n焊缝返修记录;
n压力试验记录;
n施工记录。
7、非标设备、贮罐制作安装施工质量控制点
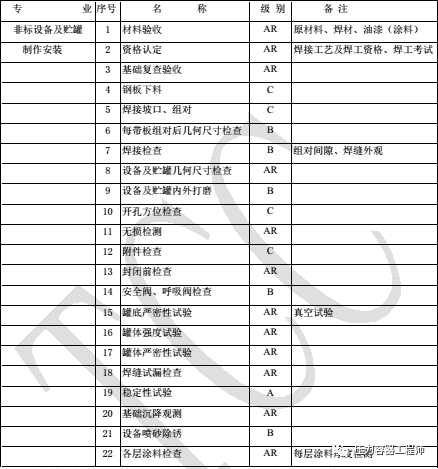
非标设备制作安装施工阶段的质量控制是按照工序间设置的质量控制点,实行 A(或AR)、B(或 BR)、C(或 CR)三级控制。上一道工序完工,经检查合格后,才能进行下一道工序施工。
·A(AR)级:由制造单位、监理、业主检查确认。
·B(BR)级:由制造单位、监理检查确认。
·C(CR)级:由施工队(班组)和制造单位方质检部门检查确认。
对于 A(AR)、B(BR)等级必须在制造单位方质检部门检查合格后再通知监理、业主进行检查,不论哪个等级,监理、业主都有权进行监督。
8、施工资料
在施工过程中,施工资料必须与施工同步。施工记录必须真实,不允许修改记录。做好工程隐检,预检资料,分部分项工程验收资料,各种试验数据,鉴定报告,原材料材质证明书,焊材质量证明书,材料试验单,各种验证报告的收集整理工作。



