API-941炼油厂和石油化工厂用高温高压临氢作业用钢

摘要
文章详细讨论了碳钢和低合金钢在高温高压氢环境下的操作极限和高温氢侵蚀问题。强调了在这些条件下,钢材可能因氢脆而开裂,特别是在高应力状态下。提供了耐氢侵蚀的操作极限曲线,讨论了影响HTHA的因素,包括孕育期、应力、热处理和材料特性。还介绍了检验高温氢侵蚀的方法,强调了超声波探伤在早期检测中的重要性。
炼油厂和石油化工厂用高温高压临氢作业用钢
0 简介
1 范围
2 引用标准
3 操作极限
4 HTHA的形式
5 氢侵蚀引起的内部脱碳、微孔隙,开裂的影响因素
6 高温氢侵蚀的检验
附录A 0.5Mo钢的HTHA
附录B 1.25Cr-0.5Mo 钢的高温氢侵蚀
附录C 2.25Cr-1Mo 钢的高温氢侵蚀
0 简介
常温情况,即使在高压下,气态氢分子也不容易渗透到钢中。碳钢是在2000psi(14MPa)压力下输送氢气气瓶的标准材料。许多经焊后热处理的碳钢压力容器已在压力高达10000psi(69MPa)和温度高达430℉(221℃)的条件下成功连续使用。然而,在相同的条件下,承受高应力的碳钢和硬化钢则由于氢脆而产生开裂。
按照ASME锅炉和压力容器规范制造的碳钢容器,常温下推荐的最大氢分压为13000 psi(90MPa)。低于此压力下,碳钢设备表现出令人满意的性能。高于此压力,几乎没有操作和实验数据可用。如果工厂打算在氢分压超过为13,000psi (90 MPa)以上使用时,应考虑采用带强制排泄孔的奥氏体不锈钢衬里的壳体。
在高温下,氢分子分解成原子形式,很容易进入钢材中并扩散。该条件下,氢在钢中的扩散速度相当快。如第4节所述,氢与钢中的碳反应,导致表面脱碳或内部脱碳和微裂纹,并最终开裂。这种形式的氢损伤称为高温氢侵蚀(HTHA),本推荐准则讨论了钢对HTHA的耐腐蚀程度。
1 范围
本推荐准则(RP)汇总了实验测试结果和来自工厂操作装置的实际数据,建立起碳钢和低合金钢在高温高压临氢工况下的实用操作极限。同时也讨论了高应力、热处理、化学成分和复合衬里(复合层)对钢材在高温高压环境下的抗氢性能影响。本推荐准则没有讨论钢在较低温度[低于约400°F(204C)]下抗氢性,因为这时原子氢进入钢材中是由于电化学机制作用。
本推荐准则适用于炼油厂、石油化工厂和化工厂里面高温和高压下加工氢或有含氢流体的设备。本推荐准则中的指导原则也适用于那些加氢处理装置,如合成氨、甲醇、食用油和高级乙醇等等。
本推荐准则讨论了钢材在给出的指导原则内操作时具有抵抗高温氢侵蚀(HTHA)能力。然而,它们可能不能抵抗工艺介质中存在的其他腐蚀性介质或者可能在高温临氢范围内发生的其他冶金损伤机理下的腐蚀。本推荐作法也不涉及在金属处于高温、高压氢工况以后(例如,加氢反应器可能需要排气处理)快速冷却可能造成的损伤问题。本推荐作法仅详细讨论了钢对HTHA的耐侵蚀性。
本文给出了碳钢和Cr-Mo钢在高温临氢环境下耐高温氢侵蚀(HTHA)的温度和氢分压操作极限曲线。此外,对评估设备耐HTHA侵蚀性的检验方法上进行了总结。
2 引用标准
下列标准对于本文件的使用是不可缺少的。如引用日期已定,则只适用所引用的版本。对于未注明日期的引用,采用所引用文件的最新版本(包括任何最新修订版)。
略……
3 操作极限
3.1确定操作极限的基准
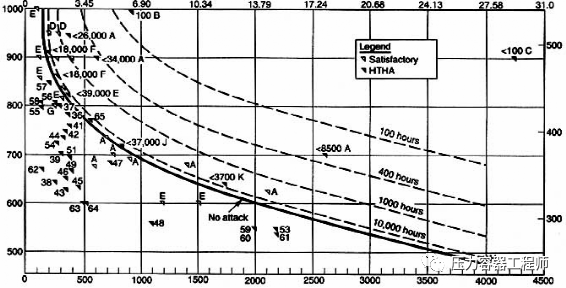
图1说明了钢材在高温和氢分压下抗氢侵蚀的能力。如下所述,钢材的HTHA可导致表面脱碳、内部脱碳、微纹和裂纹,或三者组合出现(见第4节)。图1给出了可能发生此类损伤的操作条件(即高于图1给出的工作温度和氢分压)。
图1基于收集了自1940 年以来所积累的经验而作。基础数据是从大量的工业装置和实验室获得的(见图1)。尽管温度和氢分压数据不一定总是准确的,但对工业应用来说,其准确性足够了。满意的操作标记是由暴露时间至少在一年以上得到的。不满意的操作标记是由实验室或操作数据得到的,而与暴露时间无关。图1中钢的化学成分应符合ASTM/ASME规定的不同牌号的范围。
自从图1的原始版本在1949年API上发表『1』,进一步经验积累使得最常用的钢材氢侵蚀曲线位置更趋于准确。0.5Mo钢的曲线是一个例外,关于0.5Mo钢(包括C-O.5Mo钢和Mn-0.5Mo钢)的数据都集中到了附录A中。
第五版也增加了三个系列的数据,现有的1.25Cr-0.5Mo钢曲线以下的1.25Cr-0.5Mo钢的高温氢侵蚀点,关于1.25Cr-0.5Mo钢的更多讨论见附录B。附录C给出了关于2.25Cr-1Mo钢类似的讨论。
这第八版增加了12个系列的数据和一条新的曲线,标记为"碳钢(无PWHT的焊接设备)",用于未经焊后热处理(PWHT)的碳钢HTHA准则,该曲线低于所有以前版本中出现的碳钢曲线,原来碳钢曲线则标记为"碳钢(无焊缝或带PWHT处理的焊接设备)。关于未进行PWHT碳钢焊缝氢侵蚀的更多讨论参见附录F。
3.2 新设备的材料选择
API腐蚀与材料小组委员会收集所有已应用的合金或类似可能使用的合金的数据。请按照附件H的指导来提交新数据。
图1通常用于选择临氢应用的新设备材料。当使用图1作为材料选择的辅助工具时,重要的是要认识到图1只涉及到材料的HTHA,并没有考虑其他重要的高温下的因素,例如:
A)系统中可能存在的其它腐蚀,如硫化氢
B)蠕变、回火脆化或其它高温损伤机理
C)氢与应力的相互作用(一次应力、二次应力、残余应力)
D)可能的叠加效应。如高温氢侵蚀和蠕变之间的影响
图中数据给出的温度值代表了一定范围的操作条件,以前版本指出大概±20°F(11℃)范围。由于曲线中包含的数据值在几十年的实际运行中有不确定性,用使用者要知道图1很大程度上是基于经验总结并根据API TR 94139导出的,所以在选择钢材时,应在相应的曲线下增加一定安全裕度。

图表1一临氢作业用钢避免高温氢侵蚀的操作极限
图 1 的注:
1.这些曲线描述的极限是基于 G。A。Nelson 最初收集的操作经验,补充数据则由 API 征集采用的。
2.奥氏体不锈钢在任何温度和氢压条件下一般不产生脱碳。
3.这些曲线给出的极限是基于铸钢及退火钢和正火钢采用 ASME 规范第VIII 篇第 1 分篇应力值的使用经验,补充资料见 5.3 和 5.4 节。
4.在安全区内有几个 1.25Cr-0.5Mo 钢的事故点,详见附录 B,
5.2.25Cr-1Mo-V 钢使用极限是基于 10 万小时实验室试验结果的,该合金至少等同于 3Cr-1Mo 钢。见2.2 节中的参考件 22。
3.3液相烃环境下的高温氢侵蚀(HTHA)
如果高温氢侵蚀能发生在与液相平衡的气相中,那么它也能发生在液态烃中。从选材角度考虑(按图1),应假设溶解在液相烃中的氢气具有气体压力且该压力等于与液相压力相平衡的气体中的氢分压。近期的工厂经验和现场挂片表明:在上述条件下,也会发生高温氦侵蚀.
在重油脱硫装置分离罐下游的充满液相的碳钢管道发生过高温氢侵蚀(HTHA),分离罐的氢分压和温度操作条件是在图1碳钢曲线之上。现场挂片表明在铬钼钢和纯碳钢挂片中都同样发生了高温氢侵蚀,而这些挂片是完全浸在液体中。
在汽油脱硫装置反应器下游未进行PWHT的液相碳钢管道中发现过几例HTHA,而这些管道在氢分压和温度都在低于以前版本的RP中焊接和PWHT的碳钢曲线下方运行,如图1所示。关于没有采用PWHT的碳钢的详细讨论见附件F。关于液相设备和管道中氢气分压的计算方法详见附件G。
1.2耐火衬里设备或管道的基材选择
对于冷金属壁耐火衬里设备或管道,在下列情况下可能存在HTHA氢侵蚀风险:
——内部工艺条件高于图1的相关碳钢曲线。
——耐火材料退化或在耐火材料后面有气体旁路,导致外壳上的热点产生。
外壳的材料选择应考虑由于耐火材料损坏的引起金属热点导致的恶化风险。如果已知耐火材料在特定工况中产生磨蚀或其他退化行为,则热点的风险更大。如果有快速检测热点的有效技术和保持热点区域冷却的有效手段,则可以降低风险水平。基于上述分析,业主/运营者应定期用热像仪检查耐火衬里的设备,并使用空气√/蒸汽将热点降低到低于纳尔逊曲线,但要高于工艺露点的温度,来降低风险。
在具有HTHA氢侵蚀风险的耐火衬里设备中,保护基体金属的更可靠的方法是选择能耐内部氢分压和预测热点温度的临氢材料。该设计仍然可以采用较冷的耐火隔绝温度下较高的许用应力,使壁厚较小同时保护母材免受HTHA失效的潜在风险。
3.4对图1的扩展建议和参考文献
图1中的数据点标出的参考号标记与3.5.1中列出的引用文献对应。而图1中的字母则对应于3.5.2中列出的注释。
图1的注解
A)一段A106的管道在使用5745小时后已侵蚀到它厚度的27%,而同根管道的其它地方则没有发现受到侵蚀
B)损伤集中发生在热弯钢弯头的过热区。弯头的非加热直段部分没有腐蚀.
C)在一套29个试样中,12个被侵蚀,而17个则没有
D)2年的暴酵期后,6个碳钢管中的5个被侵蚀,另一个则没有
E)侵蚀集中发生在A106管子的焊缝和热影响区,而该区域的另一侧金属则没受影响
F)11年操作后,在热弯的A106钢弯头的过热区发现了氢侵蚀,而没加热的直管则没有
G)2年操作后,碳钢管子的所有部分,包括焊缝和热影响区都良好
H)4年操作后,A106管子的焊缝和热影响区发现裂纹
I)31年操作后,0.3C-1.3Cr-0.25Mo锻钢发现了0.007英寸(0.2mm)深的裂纹
J)1.25Cr-0.25Mo钢管
K)4年操作后,0.3C-1.3Cr-0.25Mo锻钢没受影响
L)7年操作后,0.3C-1.52Cr-0.50Mo锻钢发现0.050英寸(1.3mm)深的裂纹
M)30年操作后,0.30C-0.74Cr-0.43Ni 锻钢没受影响
N)15年合成氨装置操作后,0.15C-2.25Cr-1.0OMo钢管没有发生高温氢侵蚀,但渗氮层达0.012英寸0.3mm深
O)8年后,碳钢开裂
P)18年后,碳钢未发现高温氢侵蚀
Q)暴露450天后,1.25Cr-0.5Mo 阀体没有高温氦侵蚀引起的损伤
R)点号34,无PWHT碳钢反应器、容器和相关管道在精馏氢处理工况下运行30年产生裂纹,操作温度大约304°℃,压力0.86MPa
S)点号35a/35h,曲线上的这两点代表8个不同的失效。其中7个无PWHT的碳钢法兰属于汽油加氢工况下经过4.5-8年后在法兰和管子的焊接法兰侧热影响区开裂,一个在法兰和管子的焊接管子侧开裂,操作温度大约340°℃,压力0.39-0.65MPa氢分压
T)点号37,1个无PWHT的SA-05碳钢法兰经过14年后在法兰和管子的焊接法兰侧热影响区开裂,操作温度大约316°℃,压力1.9MPa
U)点号36,多个无PWHT的碳钢法兰属于汽油脱硫工况下经过6年后在法兰和管子的焊接法兰侧热影响区开裂,操作温度大约354°℃,压力0.59MPa
V)点号38,1个无PWHT的碳钢换热器壳体属于加氢脱硫工况下经过29年运行开裂,操作温度大约260°C,压力4.6MPa
W)点号39,1个无PWHT的碳钢换热器壳体属于轻氢处理工况下经过10年运行开裂,操作温度大约282°℃,压力0.9MPa
X)点号40,1个无PWHT的碳钢换热器壳体属于轻氢处理工况下经过30+年运行后检验发现裂纹,操作温度大约254°C,压力1.3MPa
4 HTHA的形式
4.1综述
高温氢侵蚀方式有2种:
A)表面脱碳和B) 内部脱碳和产生微孔隙,并逐渐导致开裂
高温和低氢分压的联合作用会有利于表面脱碳,但不会产生内部脱碳和微裂。而较低温度,但高于400°F (204°C)和高氢分压2200psi(15.17MPa))的联合作用会有利于内部脱碳和产生微孔隙并逐渐导致开裂。在高温和高氢分压下,两种机理都会起作用。这些机理在下面会有更充分的论述。
图1上部的虚线表示钢材与氢相接触时其表面的脱碳倾向。实线则表示由于钢材内部脱跋引起和微裂并开裂的倾问。
4.2 表面脱碳
表面脱碳并不产生微孔隙,是由于氢分压和温度条件不足以产生足够的甲烷压力来产生微孔隙,常发生在碳钢材料上,那里属于Nelson曲线陡峭段。
表面脱碳作为高温氢侵蚀的一种形式与高温下钢材暴露在特定其它气体中产生的表面脱碳相类似,如:空气、氧气或二氧化碳气。表面脱碳的通常影响是强度和硬度有轻微的和局部降低,而延性增加。因为这些影响通常较轻,所以对表面脱碳的关注就比对内部脱碳少的多。
已提出一些理论解释这种脱碳现象2,3,4),但普遍的能接受的观点是基于碳迁移到表面,并在表面形成碳的气体化合物,使钢出现贫碳(形成的气体化合物为CH4或存在含氧气体时形成CO)。水蒸汽会加速这种反应。溶解的碳向表面扩散形成气相碳化物,由于钢中的碳化物会不断析出产生溶解碳,所以碳化物的稳定性直接关系到表面脱碳的速度.
对于表面脱碳比内部脱碳占主要因素的场合,其温度及压力组合的实际数值尚未进行广泛地研究。但是由诺曼(Naumann)提出的极限或许是表达了最准确的趋势。
4.3 内部脱碳,微孔隙和裂纹
对于每种合金钢曲线,低于曲线或位于曲线左侧部位已有安全操作长达近60 年的经验。温度高于实线和位于实线右侧,则发生内部脱碳和微孔隙/开裂。内部脱碳和微裂发生之前,有一个随温度和氢分压而定的孕育期而不会立即发生损伤,孕育期取决于温度和氢分压(5.1节进一步讨论)。
内部脱碳和微孔隙是由氢向钢中渗透并和碳反应生成甲烷而造成的归。所生成的甲烷不能自钢中逸出,通常聚集在晶粒边界处,产生高的局部应力,最终导致产生钢材的微孔隙、裂缝或鼓泡。氢侵蚀钢材的微孔隙将导致力学性能的明显劣化。
图⒉表示已出现内部脱碳和微孔隙损伤的C-0.5Mo钢试件的金相照片。操作条件是在温度为79O°F (421C),氢分压为425psia (2.93MPa)的催化重整反应器中操作将近65000h.
钢中增加碳化物稳定剂,可降低内部微孔隙的可能性。例如铬、钼、钨、钒、钛和银等元素可形成更加稳定的合金碳化物,抵抗氢的破坏,从而降低形成甲烷的可能性[9]。图1的实线反映有钼和铬存在时,就增加其抗内部氢蚀的能力。
非金属夹杂物的存在有增加氢鼓包损伤的趋向。当钢中含有杂质偏析、条型夹杂物或分层时,氢或甲烷在这些部位聚集可导致严重的鼓泡[10]。
图1以外的一些合金钢也适用于抗高温氢侵蚀。其中包括改性碳钢和低合金钢,这些钢内加入了碳化物稳定元素(即钼、铬、钒、钛或银)例如欧盟的一些合金钢[81。奥氏体不锈钢即使在温度高于1000°F(538℃)也能够防止脱碳例。
 5 氢侵蚀引起的内部脱碳、微孔隙,开裂的影响因素
5 氢侵蚀引起的内部脱碳、微孔隙,开裂的影响因素
5.1孕育期
内部的HTHA起始于服役条件(高温高压氢)可以让氢原子扩散到钢内部并于其中的碳和碳化物反应。在侵蚀的初期相当长的时间里损伤是在微观的尺度下进行,以致于目前的NDE和金相技术无法探测到,过了这个时期还有一段时期内用目前普通的力学试验方法检验不出机械性能有明显变化。经过这段时间以后,材料产生损伤会导致强度和延性和韧性下降。以上情况随钢的类型和暴露条件的苛刻情况而变,在极端的条件下,仅能维持几小时,而在较低的温度和氢分压下维持时间可逐渐变长。在缓和的条件下,某些钢材甚至暴露很多年后,用试验方法也检验不出有损伤情况。在某些情况中,初始损伤可以通过设备上取样的实验室检验(高倍金相技术,利用了光学显微镜和扫描电镜技术来揭示晶粒边界的空洞损伤。
在石化工业中这个孕育期是一般指发展到机械损伤可以被探测到的这段时间,孕育期的长短是很关键的。因为它决定发生高温氢侵蚀条件下钢材的有效寿命。高温氢侵蚀机理和孕育期的理论模型已被提出,
内部高温氢侵蚀发生分4个阶段:
A)孕育期内使用高级无损探伤技术可以检测到微观损伤,机械性能不受影响;
B)损伤可以通过光学显微镜(<1000X)查到,也可能通过使用高级无损探伤技术检测到,并且机械性能局部降级的时期;
C)急剧的机械性能降级并且伴随着快速的微孔裂纹扩展阶段;
D)最终阶段,固体中的碳减少到机械性能完全降级到宏观裂纹扩展;
孕育期间,甲烷在亚显微空穴内聚集形成压力。由于内部甲烷压力和施加的应力作用这些空穴慢慢增大。当空穴达到临界尺寸时开始形成微裂隙,对力学性能方面的影响就显露出来。孕育期取决于多种因素,包括钢材的类型、冷加工的程度、杂质元素的含量、施加的应力、氢压力和温度等。
图3给出了无焊接碳钢或者PWHT碳钢的孕育期曲线。该曲线可以用来指导确定钢材近似的安全操作期,使PWHT处理过的钢材在图1的曲线之上操作。附录A中的类似曲线可能对某些炉批号的C-0.5Mo钢有用,应该注意C-0.5Mo钢抗高温氢侵蚀能力对热处理、化学成分和成型时的加热/冷却周期特别敏感『15] [16][17] [18]。API TR941是APIRP941的技术基础文件,提供了图1对应曲线之上操作相对应的安全操作周期的额外指南。
图3和附录A给出了碳钢的孕育期曲线。当钢材在长期使用的经验曲线之上操作,该曲线可以用来指导确定钢材近似的安全操作期。附录A中的类似曲线可能对某些炉批号的C-0.5Mo钢有用,应该注意C-0.5Mo钢抗高温氢侵蚀的能力对热处理、化学成分和成型时的加热V/冷却经历特别敏感[18,19,20,21].

5.2一次应力的影响
一次应力是由于内压,接管载荷等引起的设计应力,众所周知很高的应力水平可以加速HTHA的形成速率(见附录C中的例子)。从1969 年前开始的长期操作经验指出按ASME相关规范设计的设备需用应力在图1规定下的温度和氢分压许可范围下操作时具有令人满意的性能,这里ASME相关规范指ASME VII-,VIl-2,和相关管道的ASMEB31.3以及等效的国外容器标准。
ASME VI-2比ASME VI-1具有更高的需用设计应力,而且一般用于高温高压厚壁的Cr-Mo钢压力容器设计。Cr-Mo钢一般正火加回火(N&T)或者淬火加回火(Q&T)热处理状态供货以提供比碳钢相更好的断裂韧性,同时也有略高的强度。按ASME VI-2设计的Cr-Mo钢压力容器只要应力在ASME规范的容许范围内(或者其他等效的黑ASME规范许可应力)也有长期成功的抵抗HTHA经验,只要在图1规定下的温度和氢分压许可范围下操作,这已经被图1实际中没有发现内部脱碳和微裂的检查数据点所证实。
在很罕见的某些案例中,不常见的局部应力使得2.25Cr-1Mo钢在正常规定的温度和氢分压下由于疲劳导致意外的氢侵蚀,在ASME规范设计范围内同时低于图1极限条件以下没有HTHA的事故报告。
研究证实[19][20][21][22]:和在空气中相比,2.25Cr-1Mo钢在超高压氢工况下的蠕变强度和韧性有所削弱,但是只要操作温度按照图1的限制低于850°F(454°C),2.25Cr钢的蠕变就不是一个问题。
5.3二次应力的影响
高温氢侵蚀可能因二次应力而加剧,如热应力或由于冷加工而产生的应力。人们认为在一些2.25Cr-1Mo钢管P的高温氢侵蚀中,高热应力起着显著的作用。在同一系统中承受更高氢分压和温度的其它2.25Cr-1Mo钢管,却没有被侵蚀。
冷加工的影响由Vitovec在API主办的研究项目中得到证实,并汇总在API出版物940P%中。Vitovec将经各种不同冷加工后的SAE1020 钢的比重进行比较,试验是在900psi (6.2MPa)氢气,700°F(371℃),800°F(427C)和1000°F(538°C)下进行的。比重随时间的下降说明高温氢侵蚀所引起的内部微孔隙增加了。退火后的试样(0%变形率)比重减小之前有一个孕育期。具有5%变形率的钢孕育期变短,且比重迅速下降。具有39%变形率的钢在任何温度下,都显示无孕育期,表明当这种钢暴露于氢气中时,微孔隙和裂纹就很快产生了。
这些试验可以有力的解释其它抗氢侵蚀材料在高应力区有时也发生开裂现象。此外,Cherrington和Ciuffreda强调了需要去除临氢设备的缺口(即应力集中)。
5.4热处理的影响
工业经验还是试验研究都显示出临氢作业用铬-钼钢的焊后热处理(PWHT)可以改善对高温氢侵蚀的抵抗能力。焊后热处理稳定了合金碳化物。这样减少了与氢相结合的碳的数量,因此改善了对高温氢侵蚀的抵抗能力。
研究表明在高温氢环境中,某些金属碳化物可能具有更高的抗分解能力。氢气中的蠕变试验显示,增加焊后热处理有益于2.25Cr-1Mo钢抵抗高温氢侵蚀的能力"些。在这些试验中,2.25Cr-1Mo钢 1275F (691C)16h的焊后热处理比1165°F (630℃C)24h热处理,具有更好的抗高温氢侵蚀性能。无论是提高热处理温度还是延长时间都有好处。同样,将1Cr-0.5 Mo和1.25Cr-0.5Mo钢的焊后热处理温度从ASME Code Section VII规定的最低值1100°F (593°C)提高到1250°F (677℃),其抗高温氢侵蚀能力得到了改善。
用户必须在提高焊后热处理温度与其他因素之间找到平衡点,如对强度和缺口韧性的影响因素。
经常局部PWHT热处理的宽度不能达到焊缝要求的温度,为了提高PWHT的有效性,带宽要按规范推荐提高,管道按照AWS D10.10,容器按照WRC452。对每个PWHT,标准规范了3个不同的带宽,分别是浸渍带,加热带和温度控制带。按规范要求进行建议的热电偶放置。
5.2不锈钢衬里或者堆焊的影响
氢在奥氏体不锈钢中的溶解度比在铁素体钢中大约要高一个数量级P7。氢通过奥氏体不锈钢的扩散系数比通过铁素体钢大约低两个数量级2a[28][389,因此可以用钢复层方法来明显减小作用在母材上的有效氢分压。
铁素体或马氏体不锈钢(400系列)复层或堆焊层和铁素体型钢具有相似的溶解度和扩散系数,由此推断铁素体或马氏体不锈钢衬里对减少到基材上氢分压作用几乎等于衬里和母材厚度之比:
具有完善冶金结合的奥氏体不锈钢复层或堆焊层可以明显减少作用在基材上的有效氢分压,氢分压被减弱的程度取决于所用材料以及复合层/堆焊层和母材的相对厚度,不锈钢复层相对于基层的厚度越厚效果越好I80][39.Archakov和GrebeshkovalR1从数学上研究了不锈钢复层如何增加了碳钢和低合金钢对高温氢侵蚀的抵抗能力,附录D说明了如何计算决定复层对基层的有效氢分压作用。

这里有几个基体金属上有奥氏体不锈钢复合层或堆焊层的高温氢侵蚀案例。所有被报告的案例都与C-0.5Mo钢母材有关。其中一个案例[中高温氢侵蚀发生在反应器的一个开口接管上,那里C-0.5Mo钢基体相对于复合层/堆焊层来说非常厚。另一个C-0.5Mo钢高温氢侵蚀事故发生304型奥氏体不锈钢复合层晶间裂纹(见附录A数据点51U)。其它案例则涉及铁素体型或马氏体型不锈钢复层。
当为一台新容器选择基材时,不建议考虑为奥氏体不锈钢复合层/堆焊层加分。有一些操作经验已经证实当基材金属实际条件超出了图1的限制但奥氏体不锈钢复层/堆焊层起了成功的保护作用。这种情况下要安全运行必须确保作用在基材上的有效氢分压要精确,同时确保堆焊层的完整性,但这些确保可能难以做到,特别是涉及到复杂的几何结构时。许多运行公司在确定是否要优先进行高温氢侵蚀的检验时,才考虑奥氏体不锈钢复合层/堆焊层的影响,尤其对C-0.5Mo钢设备。
关于上述很多影响因素的更多背景细节可以在API TR 941中找到。
6 高温氢侵蚀的检验
6.1综述
指定设备或工况的高温氢侵蚀检查,由用户负责选择最佳的检验方法和检查周期。以下内容和附录E中表E-1和E-2就是帮助用户做这个决定的。用户也可以参考API TR 941,Annex C基于寿命评定的损伤率估算,损伤率模型有助于确定检验的需求和优先级。
大多数用户都不会去检验那些设备的高温氢侵蚀,除非它在接近或超过相应曲线的条件上操作。高温氢侵蚀检验程序应考虑设备很少在超过相应曲线操作(例如加氢反应器热氢分离段及相关管线设备)),仅有过少数几个在曲线下操作而发生高温氢侵蚀的案例向API作了报告(见附录A,B,C,F),大部分和C-0.5Ma钢及无PWHT碳钢情况有关。如果C-0.5Mo钢运行在碳钢曲线之上那么应考虑设备和管道的定期检验,并考虑下列因素:操作工况对碳钢曲线的相对位置,失效的后果,是否有复层,是否进行过热处理等。基于氢侵蚀的时间相关性,C-0.5Mo钢容易受到影响,那么已有设备和管道可能随着时间而持续恶化。只要设备和管道老化,用户必须考虑增加检验的频率(详见附录A)。
高温氢侵蚀可能发生在焊缝、热影响区或母材。即使在这些特殊区域,侵蚀的程度也相差很大。因此,如果怀疑有侵蚀,对这些区域进行全面检查意味着需要检查这些区域的典型样例。
表E-1和E-2汇总了各种高温氢侵蚀的检验方法,包括每一种方法的优点和局限性。虽然超声波探伤(UT)是检验氢侵蚀的最有效办法,通常应采用两种或更多的方法,以克服任何单一检验方法[34][35的局限性。
高温氢侵蚀是一个具有挑战性的检验课题。侵蚀初期的微裂或小裂纹,是难以探测到的。进一步的显著裂纹就容易被检测到。但是在这种情况下,设备失效的可能性就比较高了。除母材的整体侵蚀之外,已知高温氢侵蚀还以位于焊缝两侧,平行于焊缝非常狭窄带状强侵蚀和裂纹的形式出现。
对母材的所有检验方法中,超声波检验是在显著裂纹出现前微隙裂纹阶段探测早期的高温氢侵蚀最有效的方法。采用频率相关的底面反射法,结合速度比率、频谱分析技术最为有效。底面反射可以用作检验的第一步,来确定侵蚀的深度。速度比率和频谱分析对于进一步证实底面反射指示是有用的。只有在不连续的裂纹形成,且力学性能明显下降后,其它方法才有能力用来探测高温氢侵蚀。
对于上述高度局部化的焊件氢侵蚀检验,只有2种UT检验方法被证实是有效的,高频剪切波和斜射谱分析被用来检测高温氢侵蚀微隙裂纹阶段。后期阶段存在明显的裂纹后,传统的剪切波UT和TOFD技术才被用来尝试检测高温氢侵蚀。
当设备内表面可以进入时,湿式荧光磁粉检测法(WMFT)可以用来检查高温氢侵蚀的表面裂纹。近场的外观检验可以观察到I类似硬币大小表面鼓泡,说明内部存在氢侵蚀。对于钢材表面早期的高温氢侵蚀,现场金相检测是有效的方法,同时可以辨别出高温氢侵蚀和其他形式裂纹的区别,但表面抛光、刻蚀、覆膜和微观金相解释等都是需要一定技术的。由于现场金相检验仅检查很小的指定区域,因此应采用其它方法来弥补它。这种方法要求接近感兴趣的被检测表面,并要求打磨与工艺介质相接触的内表面,以得到最佳检验结果(见表E-2)。注意HTHA可能发生在表面以下,那么采用表面检验技术像覆膜法和WFMT可能检查不到侵蚀,另外表面氢鼓泡并不代表没有高温氢侵蚀,因为高温氢侵蚀经常在没有表面氢鼓泡的情况下发生。
附录A 0.5Mo钢的HTHA
A.1综述
本附录的目的是提供一个在高温高压氢环境下使用0.5Mo(C-0.5Mo,Mn-0.5Mo)钢的资料和经验总结。
大多数公司不再用C-0.5Mo钢制造新的或更新在图﹖碳钢曲线以上操作的设备。因为它在长期使用后,其性能并不可靠。自从1970年以来,一系列有关C-0.5Mo钢不理想的使用经历减低了对C-O.5Mo钢曲线的信任[40]/41。在本出版物的第二版(1997)中,0.5Mo钢曲线降低了约60°F(33°℃),以反映这些C-O.5Mo钢设备发生高温氢侵蚀的经历。由于又有一些C-0.5Mo钢设备在曲线下200°F(111°℃C)发生高温氢侵蚀的实例,所以在本出版物的第四版(1990年)从图1中拿掉了0.5Mo钢曲线。工厂经验表明有27例高温氢侵蚀发生在1977曲线之下。这些案例的操作条件已在表A-1给出,并绘于在图A-1中。
尽管还没有Mn-0.5Mo钢在图A-1中0.5Mo钢曲线以下发生高温氢侵蚀的报告。这种材料在高温和氢分压下的使用和资料都是有限的。
C-0.5Mo钢的抗高温氢侵蚀能力是不稳定的。许多炉批号对图A-1中0.5Mo钢曲线表示的条件似乎具有抗侵蚀能力。但另一些炉批号抗高温氢侵蚀的能力仅比碳钢稍好一点。近来[41][42][43][44]0.5Mo钢抗高温氢侵蚀与其受热史关系的研究给出了一些指导来解释这种现象。缓冷、退火的C-O.5Mo钢对高温氢侵蚀的抵抗能力要低于正火钢。研究发现焊后热处理可以改善退火和正火的C-O.5Mo钢焊缝和热影响区的抗高温氢侵蚀能力。然而,缓冷、退火的C-0.5Mo钢母材在焊后热处理后其抗高温氢侵蚀能力则有所降低。最初的研究认为这是由于焊后热处理以后,在铁素体基体中出现了自由碳,而另一方面,正火的C-0.5Mo钢母材在回火或焊后热处理后,抗高温氢侵蚀能力得到了改善。这种正火加焊后热处理的C-0.5Mo钢似乎具有本出版物第二版(1997)的0.5Mo钢曲线所反映的抗侵蚀能力。只有较好地了解了控制C-O.5Mo钢高温氢侵蚀能力的因素后,每一个用户才能小心地把C-0.5Mo钢用在图1 PWHT碳钢曲线以上的操作条件中。
在图1 PWHT碳钢曲线以上操作的在用C-O.5Mo钢设备,应该检测其高温氢侵蚀情况。业主/运营者应对在碳钢限制条件之上操作的C-0.5Mo钢设备进行评估,并确定检查的优先顺序-Hattori和Aikawa l45提出了这个问题。上面提及的研究和工厂经验建议,在确定设备检验优先顺序时要考虑一些重要的因素包括操作条件的苛刻性(氢分压和温度),在制造过程中的受热史,应力水平,冷加工程度和复层化学成分及厚度。为了提供有关C-0.5Mo钢使用的历史数据,本出版物另外又增加了两个图:
A)图A-2表示微量合金元素和钼对PWHT碳钢操作极限的作用
B)图A-3表示C-0.5Mo钢的孕育期
图A-2来自于本出版物的第二版(1977),是原版本(1970)上的一个相似图的修改版。图A-2表示出长期以来认为的钼对钢材抗高温氢侵蚀的能力的作用。使用图A-3上的数据时应谨慎,因为有些炉批的C-0.5Mo钢暴露在下实线(相当于图A-1的C-0.5Mo钢)的条件以下仍受到了高温氢侵蚀。表A-1和图A-1所列高温氢侵蚀案例数据也表示在图A-3中作为参考,这些案例中检测出的氢侵蚀的操作寿命小于曲线说明的孕育期,这当然是不可能的。
氢分压。磅/英寸(绝)

图A-1 C-0.5Mo和Mn-0.5Mo钢在高温临氢环境下的操作经历
A2 参考文献
A3 图A-1注释
A.进料管线泄露;孤立的区域被损坏。鼓包,脱碳,裂纹;在1100 °F到1350°F进行了焊后热处理。
B.反应产物管线,管子和热影响区,独立的区域被损坏。没有进行焊后热处理。
C.焊缝和管子,独立的区域被损坏;没有进行焊后热处理。
D.反应产物管线;焊缝,独立的区域被损坏;进行了焊后热处理。
E.进料管线;焊缝和热影响区,独立的区域被损坏;进行了焊后热处理。
F.进料/反应产物换热器壳体接管焊缝,裂纹出现在焊缝和换热管上。
G.反应产物换热器管箱;焊缝、母材钢板和热影响区,有孤立的区域被损坏;进行过焊后热处理。
H.反应产物换热器管箱;焊缝、母材钢板和热影响区,有孤立的区域被损坏;进行过1100F焊后热处理。
I.催化重整,联合进料/反应产物换热器壳体;母材钢板;进行过1250°F下焊后热处理。
J. 加氢脱硫装置反应产物换热器管箱封头和壳体钢板。(进入装置的经和从乙烯装置来的补充氢)
K.催化重整,联合进料管道;焊缝和母材;进行过焊后热处理。
L.柴油加氢脱硫装置。在弯头的焊缝金属和热影响区间的融合线上出现晶间裂纹和脱碳;未进行过焊后热处理。
M.合成氨装置变换器;出口管道;管子的晶间裂纹和内部脱碳。
P. 加氢脱硫装置氢气预热换热器壳体;焊缝上出现鼓包,晶间裂纹,和脱碳;进行过1150°F焊后热处理。
Q.换热器管板内管子的侵蚀。
R. 0. 5Mo 钢上不锈钢复合板;没有所谓的高温氢侵蚀。
S.焊缝金属的脱碳和裂纹;进行过1150°F焊后热处理。
T.锻制管板裂纹伴随表面脱碳;管子鼓包。
U.加氢脱硫装置,C-0.5Mo钢换热管板;在开裂的ASTM Type304复层下出现脱碳、微裂和裂绛。
V.加氢裂化换热器带有少量氢气;C-0.5Mo钢带有轧制Type 410S复合层。在复合层下有大量的鼓包和裂纹。
W.在合成氨装置中合成气回路的C-0.5Mo钢管;脱碳和裂纹。
AA.一个法兰上的鼓包和裂纹。
BB.管子的热影响区和母材裂纹。
CC.换热器壳体上母材裂纹和表面鼓包。
DD.在管子上焊缝热影响区和母材的侵蚀。
EE.管子的热影响区,焊缝中的局部侵蚀。
FF.管子上母材侵蚀。
GG.换热器管箱上母材侵蚀。
HH.管子上母材侵蚀。
II.换热器壳体上鼓包和母材侵蚀。
JJ. TP405轧制复合板容器上母材侵蚀。
KK. TP405轧制复合板容器上母材侵蚀。
LL.一个有Type309Nb堆焊层的容器与接管相接区发生侵蚀。
MM. 235,000小时服役后,加氢裂化装置中的管道内部脱碳和裂纹。
表A-1 C-0.5Mo钢在图A-1相应曲线下之下经历高温氢侵蚀的操作条件
温度 | 氢分压(绝) | 服役时间 | 0.5Mo 钢曲线以下(约) | ||||
数据点 | ºF | ºC | Psi | Mpa | hr | ºF | ºC |
36A1 | 790 | 421 | 350 | 2.41 | 80,000 | 20 | 11 |
37B1 | 800 | 427 | 285 | 1.97 | 57,000 | 30 | 17 |
38C1 | 640 | 338 | 270 | 1.86 | 83,000 | 180 | 100 |
39D1 | 700 | 371 | 300 | 2.07 | 96,000 | 125 | 69 |
41F1 | 760 | 404 | 375 | 2.59 | 85,000 | 40 | 22 |
42G1 | 750 | 399 | 350 | 2.41 | 150,000 | 60 | 33 |
43H1 | 625 | 329 | 350 | 2.41 | 150,000 | 185 | 103 |
44I1 | 7302 | 3882 | 313 | 2.16 | 116,000 | 90 | 50 |
45J3 | 620/640 | 327/338 | 457 | 3.15 | 70,000 | 167/147 | 93/82 |
46K1 | 626/680 | 330/360 | 350 | 2.41 | 131,000 | 184/130 | 102/72 |
47L3 | 6842 | 362 | 738 | 5.09 | 61,000 | 54 | 30 |
48M5 | 550/570 | 288/299 | 1060/1100 | 7.31/7.59 | 79,000 | 125/105 | 69/58 |
* | 655/670 | 346/354 | - | - | 17,500 | 10/5 | 11/3 |
49S3 | 750/770 | 399/410 | 390 | 2.69 | 67,000 | 50/30 | 28/17 |
* | 650 | 343 | - | - | 163,000 | 150 | 83 |
51U3 | 690 | 366 | 397 | 2.74 | - | 100 | 56 |
53W5 | 545 | 285 | 2190 | 15.1 | 140,000 | 45 | 25 |
54AA1 | 725/760 | 385/404 | 300/380 | 2.07/2.62 | 105,000 | 40/100 | 22/56 |
55BB1 | 800/850 | 427/454 | 175/190 | 1.21/1.31 | 124,000 | 80/30 | 44/17 |
56CC1 | 810/825 | 432/441 | 275/300 | 1.90/2.07 | 223,000 | 15/0 | 8/0 |
57DD1 | 8504 | 4544 | 2254 | 1.554 | 158,000 | 10 | 6 |
58EE1 | 810/855 | 432/457 | 170 | 1.17 | 138,000 | 70/25 | 39/14 |
59FF3 | 550/600 | 288/316 | 2000 | 13.79 | 210,000 | 50/0 | 28/0 |
60GG3 | 550/600 | 288/316 | 2000 | 13.79 | 210,000 | 50/0 | 28/0 |
61HH3 | 530/600 | 277/316 | 2200 | 15.17 | 210,000 | 60/0 | 33/0 |
62II3 | 670/700 | 354/371 | 190 | 1.31 | 192,000 | 180/150 | 100/83 |
63JJ3 | 600/750 | 316/399 | 500 | 3.45 | 235,000 | 180/30 | 100/17 |
64KK3 | 600/770 | 316/410 | 525 | 3.62 | 283,000 | 170/0 | 94/0 |
65LL3 | 775 | 413 | 550 | 3.79 | - | 0 | 0 |
注:
第一列中的字母和数字见图 A-1 的参考件和注解有两个数字的,第一个数字代表操作条件的平均值,第二个数字代表操作条件的最大值
1.为重整反应器的环境
2.为平均值
3.为加氢脱硫反应器环境
4.为最大值
5.为合成氨厂
*为 API 近期将解决的点
 氢分压,MPa(绝)
氢分压,MPa(绝)
温 温
度 度
Fo Co
氢分压,磅/英寸2(绝)
图 A-2 钼和微量合金元素在高温临氢作业用钢中的作用氢分压,MPa(绝)
氢分压,磅/英寸2(绝)
图 A-3 高温临氢作业中 0.5Mo 钢出现侵蚀的时间
附录 B 1.25Cr-0.5Mo 钢的高温氢侵蚀
本附录的目的是提供一个简单的资料和经验汇总表,它表示了1.25Cr-0.5Mo钢的三个高温氢侵蚀案例记载。表 B-1则列出了最近发生的三次高温氢侵蚀经历,操作条件绘于图 B-1中。
表 B-1 ----1.25Cr-0.5Mo 钢在图 1 相应曲线之下出现高温氢侵蚀的经历
案例 | 温度 | 氢分压(绝对) | 操作年限 | 说明 | ||
°F | °C | psi | MPa | |||
A | 960 | 516 | 331 | 2.28 | 26 | 在停工时,催化重整反应器 1.5NPS Sch.80 的出口管破裂.金相显示表面脱碳和带有气泡的晶间裂纹。铬含量 1.09%。 |
B | 977 | 525 | 354 | 2.44 | 14 | 在催化重整反应器管道中用超声波测出鼓包。金相显示有表面脱碳和在非金属夹杂物附近有鼓包,从鼓包处又长成晶间裂纹。 铬含量 1.10%。 |
C | 957/982 Av/Max. | 514/528 Av/Max | 294/408 Av/Max | 2.03/2.81 Av/Max | 16 | 在管道内表面有鼓包。检验表明在内表面和鼓包间有脱碳。气体分析表明鼓包内为甲烷气。铬含量 1.12%。 |
案例 A 和 B 是由日本千代田公司报告的。案例 C 原始资料是由 Exxon(美国埃克森) 的 Merrick 和 Maguire 报告的(见 2.2 中的参考 10)。案例 B 和 C 具有相似的氢蚀机理。损伤形式是以内部鼓包、脱碳和从鼓包边缘开始的晶间裂纹。然而,案例 A 中,侵蚀导致晶间分离。所有三个钢材的铬含量都近似为 1.1%, 接近 1.25Cr-0.5Mo 钢的下限 1.0%。此外,案例 A 用钢有相当高的杂质含量,χ系数等于 31.5, 这里χ系数定义为:
10 P 5Sb 4Sn As
100
, 所有元素单位为ppm。[37]
 氢分压,MPa(绝)
氢分压,MPa(绝)
温 温
度 度
Fo Co
氢分压,磅/英寸2(绝)
图 B-1 1.25Cr-0.5Mo 钢在图 1 相应曲线之下经历高温氢侵蚀的操作条件
附录 C 2.25Cr-1Mo 钢的高温氢侵蚀
本附录的目的是提供一个简单经验汇总,它表示了 2.25Cr-1Mo 钢发生的一次高温氢侵蚀案例记载。
表 C-1 则列出了最近一个高温氢侵蚀的经历,操作条件绘于图 C-1 中。
这个案例记载表明高应力元件在低于图 1 曲线下操作, 仍可发生高温氢侵蚀。此案例发生在热和冷的氢气混合三通上,确信是由热应力产生的高应力而引起的。图 C-1 表示三通上游热氢和混合后的下游氢的操作条件。
表 C-1 ----2.25Cr-1Mo 钢在图 1 相应曲线之下出现高温氢侵蚀经历
温度 | 氢分压(绝对) | 操作年限 | 说明 | ||
°F | °C | Psi | MPa | ||
675/820 平均值/ 最大值 | 357/438 平均值/ 最大值 | 1385/1570 平均值/ 最大值 | 9.54/10.82 平均值/ 最大值 | > 20 年 | 到加氢处理装置的热和冷补充氢气混合三通与下游管道焊口附近,发生泄漏。SEM 检验发现沿三通内表面有裂纹和脱碳。 虽然泄漏路径没有完全确定,但最可能是由于微小的和彼此相连的裂纹。在三通上还有一些热疲劳裂纹。在三通的下游发现沿内表面微裂纹和脱碳深达 3.90mils(0.1mm)。热端上游管道没有发现腐蚀。 |
氢分压,MPa(绝)
 温 温
温 温
度 度
Fo Co
氢分压,磅/英寸2(绝)
□被腐蚀的 2.25Cr-1Mo 钢制混合三通和下游管道的操作区
■没有被腐蚀的 2.25Cr-1Mo 钢制混合三通的上游管道的操作区
图 C-1 2.25Cr-1Mo 钢在图 1 相应曲线之下经历高温氢侵蚀的操作条件
附录 D
表 D-1 高温氢侵蚀检验方法汇总表
超声波方法 | |||||||||
速度比率 | 衰减量 | 底面反射 | 常规斜波 | ||||||
峰值波幅 | 频谱分析 | 底面波幅 | 波谱分辨 | 波幅平均值 | 方向关系 | 频率关系 | |||
说明 | 要测量横与纵波速度之比,HTHA 会改变此比率 | 通过记录多次回波的波幅下降值来测量超声波的散射.HTHA 会加大衰减. | 根据波幅-频率关系分析第一个 底 波 信号.HTHA 衰减高频反射多于低频反射. | 测量来自金属内部的高频超声底面反 射波.HTHA 引起底波反射回响的非线性增加. | 分析来自金属内部高频底面反射.HTHA 引起底面反射波形的升高和降低. | 收集扫查区域的底面反射数据.给出平均信号,去掉晶粒噪信. | 比较从内径和外径方向上得到的底面反射信号.受 HTHA 损伤的材料损伤处的显示向暴露表面偏移. | 比较两个底面反射的不同频率 | 常规斜波 UT 一般用于焊缝的裂纹检测.更高的频率增加探测的能力. |
探伤能力 | 可测出远离焊缝母材上发展阶段的显微 HTHA.可以区分出HTHA与钢板分层 | 可以探测远离焊缝母材上的显微HTHA | 已证明可以探测远离焊缝母材上的显 微HTHA. | 已证明可以探测远离焊缝母材上的显 微HTHA. | 已证明可以探测焊缝和母材上的显微 HTHA. | 已证明可以探测母材和焊缝金属上的显微 HTHA. | 已证明可以探测母材和焊缝金属上的显微 HTHA. | 已证明可以探测母材和焊缝金属上 的 显 微HTHA. | 当裂纹已形成后,可以可靠地探测出 HTHA. 但不能探测显微裂纹. |
优点 | 不受杂质的影响,在结果分析时,无需以前的检验记录. | 使用简. | 对 HTHA 引起的内部微裂纹非常灵敏.可以用作区分分层和 HTHA. | 对 HTHA 引起 的内部微裂纹非常灵敏.可以用作扫查.可以给出 HTHA 的深度.可以自动进行 B 扫描和C 扫描.可以用作监控手段. | 对 HTHA 引起 的内部微裂纹非 常灵敏. 可以用作扫查. 可以给出 HTHA 的深度. 可以区分夹杂和 HTHA. | 对 HTHA 引起的 内部微裂纹灵敏. 可以用作探测初始阶段的 HTHA改进型方法.能确定损伤深度. | 对 HTHA 引起的内部微裂纹非常灵敏.可以用作区分HTHA 与其它内部缺陷,如分层. | 对 HTHA 引起 的内部微裂纹非 常灵敏. 可以用作区分 HTHA 与其它内部缺 陷,如分层. | 可从外表面扫 查焊缝的全部. |
限制条件 | 仅覆盖探头经过的局部.不能用于大面积扫查.不能探测早期阶段的HTHA. 一 般仅检测大于 20% 厚度的损伤.复合层可能会引 起假像. | 仅覆盖探头经过的局部. 不能用于扫查. 腐蚀的内外径表面会给出假信号. 需要平行表面. 较厚的材料会降低灵敏性. 当用作控制程序时, 它难以得到重复性数据. | 当用作怀疑区域与一个清洁的非 HTHA 区域比较时,它是最好的技术. | 杂质、大晶粒、内表面点蚀、层状缺陷或锈斑均会给 出HTHA 的错误显 示 . 由 于HTHA 的损坏会衰减底面反射信号. | 杂质、大晶粒、内表面点蚀、层状缺陷或锈斑均会给出 HTHA 的错误显示. 由于 HTHA 的损坏会衰减底面反射信号. | 非主要方法,通常用作补充方法. | 要求能够同样接近内外表面.对有复合层的设备不适用. | 非主要方法, 通常用作补充方法 . 对浅 层的HTHA 不太适用. | 不能探查显微阶段的 HTHA. 在裂纹形成后, 仅探查成长阶段的裂纹. |
推荐 | 当其它方法证明为发展阶段的 HTHA 时,推荐用来检测母材 的 HTHA. | 通常不推荐用于 HTHA 的检验. | 底面反射法显示可能有损伤后,用作一个补充的技术. | 仅推荐与其他技术手段联合使用,仅限于作为初步的筛查. | 仅推荐与其他技术联合使用. 仅限作为初步的检查. | 当损伤深度还不十分清楚时,作为一个补充手段. | 用底面反射方法检测显示可能有损伤后,用作补充手段. | 在基于底面背反射方法检测显示可能有损伤后, 用作补充手段. | 推荐作为外部检查.局限于探查成长阶段的侵蚀,不能发现显微阶段的侵蚀. |
表 D-2 高温氢侵蚀(HTHA)检验方法汇总表
其它方法 | |||||
磁粉检验 | 现场金相覆膜 | 射线检验 | 肉眼观查 | 声发射 | |
说明 | 普通湿式荧光 AC 磁轭磁粉检验用于探测表面裂纹.打磨焊缝和磨光表面 可增加灵敏度. | 象蠕变评估那样抛光和酸洗表面寻找显微损伤. 覆膜可供实验室分析. | 普通射线检测法用来检验焊缝裂纹. | 用作压力容器表面鼓包的内部外观检查. | 当施加应力时,监测裂纹发展的声音. |
检测能力 | 仅当裂纹形成后,才能探测到 HTHA.不能探测显微损伤. | 可以探测和非常可靠地将 HTHA 产生的微裂纹和微小孔穴与其它缺陷显示区分开来. | 在微小裂纹被发现后,可以探查 HTHA.不能探查显微损伤. | 当有鼓包存在时,是很容易被发现的.但是,HTHA 经常发生而并不形成表面鼓包. | 据报告能够探测裂纹.但尚不知道能否探测显微损伤. |
优点 | 可以用肉眼看到裂纹显示,无需信号释译. | 仅是无损验证方法.可用于焊缝和母材. | 射线底片给出所探查到裂纹的记录,虽然由于隔热层可能使清晰度下降, 但射线检查有时仍可以用来探查裂纹而不必拿 掉隔热层. | 不需要特殊的检验工具. 鼓包显示清楚. | 可以监控一个大系统,包括管道和压力容器.大概提供一个需要进行后续的检验范围.可作为一个全面检查母材的方法. |
限制条件 | 不能探测显微阶段的HTHA. 仅能探测裂纹形成后的成长阶段.仅探测表面裂纹.检验从内表面 进行.不能确定 HTHA 损伤的深度. | 局限在内表面.如果有复合层, 必须将其磨掉. 最好磨掉材料表面 1/6 到1/8 英寸深,以露出层下损伤. 不能无损地确定 HTHA 损伤的深度. | 不能探查显微阶段的HTHA.已经形成裂纹后, 可以探查其成长阶段. | HTHA 经常发生而并不形成表面鼓包.当看到鼓包时,可能是成长阶段的HTHA 的显示.裂纹看起来则不很明显. | 不是一个已被证实了的HTHA 检测技术.在试验时, 需要施加一个应力, 通常是水压试验.另一个 方法是在设备冷却时,使用热应力. |
推荐 | 推荐作为压力容器的内部检验,用于超声波探伤的补充,局限于探测成长阶段的 HTHA,但不能发现 显微阶段的 HTHA. | 可以用作其它检验后,或在那些怀疑有损伤处, 做后续显现工作. | 不推荐作为全面的HTHA 检查.可用来对斜波超声波显示进行验证. | 推荐用作超声波和磁粉技术的补充,进行压力容器内部检查. | 推荐作为补充开发工作和现场试验.一般不推荐作为 HTHA 检测的主要方法. |


