超简单!一分钟学会折弯九折型材

在钣金折弯中,常会见到九折型材,而此次主要也是以折弯九折型材为主来做讲解及分享,教你如何在短时间内学会折弯九折型材,让大伙对于它的工艺有更深层次的了解。
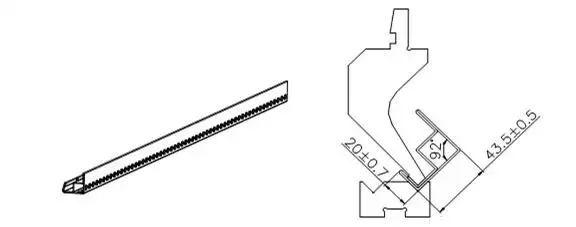
工序图
01、折四道90度
a. 折第一道90度(上模为直刀,下模为90度V8模)

b. 折第二道90度(上模为直刀,下模为90度V8模)
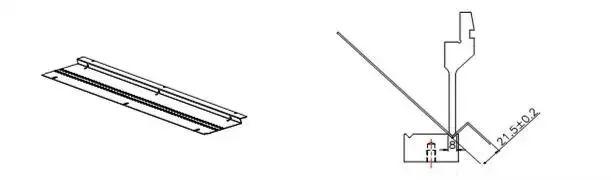
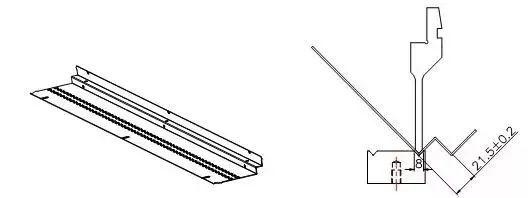
d. 折第四道90度(上模为直刀,下模为90度V8模)
02、压圆弧R10(R10上模,90度V16下模)

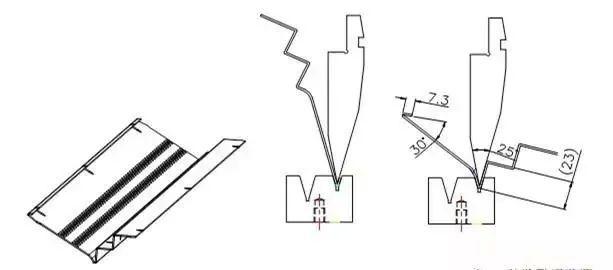
03、折30度,25度(25度上模,30度V8下模)
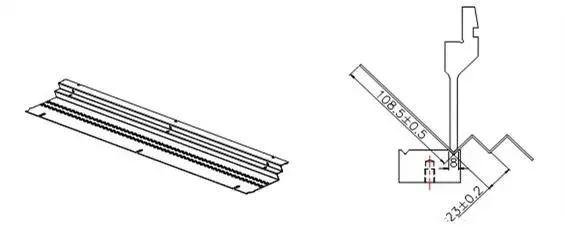
04、折90度(上模为直刀,下模为90度V8模)

05、压两道死边(平模上模,平模下模)

06、弯90度(上模大弯模,90度V16下模)
07、校形(上工艺中,只需去掉大弯刀,只装90度V16下模)

-End-
免责声明:本文系网络转载或改编,仅供学习,交流所用,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。
来源:非标机械专栏
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2024-04-21
最近编辑:7月前

签名征集中

还没有评论
相关推荐
最新文章
热门文章
