机械设计入门诀窍,收藏慢慢体会

本文摘要:(由ai生成)
机械设计需不断学习和积累经验。设计人员应从模仿中学习,保持热情,站在用户角度思考,以受力分析为依据进行设计。重视图纸作用,避免过度追求高精度,合理利用标准零件。防止华而不实和故步自封,不断探索学习。注意问题根源,避免疏忽。继承性设计可快速入门,及时更新设计避免延误。修改他人设计时,需了解其设计思想和原则。实践和经验积累是机械设计入门的关键,有助于提高设计质量和效率。
学机械,结构设计,要经历过多少错误,走过多少弯路,不断从中总结经验,才能按照客户的要求设计出满意的产品,甚至成为这一行的大师。是的,经验对于我们个人的设计之路是一笔宝贵的财富,不管是自己的经验,还是别人的经验,都不可忽视。
1. 拜模仿为师,从模仿中学习,不断提高通常的设计,80%~90%都是对已有的技术进行模仿、综合后搞出来的。充分利用他人的经验和过去的经验,使之为自己服务,不断进步。
2. 对设计要迷恋不舍。 设计人员要有美学观,安稳观,能区分产品美与不美,安定与不安定。其次设计人员要为用户设身处地着想,站在用户立场上体验。信心来自对设计的迷恋,像迷恋情人那样迷恋设计,使出全部精力和才华,这就是信心的基础,也是征服用户,为用户喜欢的奥妙所在。
3. 形状和结构产生于力机器产品都在负载下工作,以最弱部分的强度为依据进行设计,查清受载情况,以受力分析为靠山。(在电子设备产品设计中:塑料件以刚度校核为主、金属件以强度校核为主)。
4. 图纸比理论重要,事实又比图纸重要设计者必需用设计好的图纸来表达思想,图纸合理地处理了理论和工程问题,这就是图纸重于理论的意思;实际是设计人员的源泉,当听到不能按照图纸制造或用户意见时,应该认真对待,切忌草率。
5. 使用后才能更深理解厂内试验合格,实际使用中还会发生问题,因为用户现场的条件和制造厂的条件不同;工人不一定已经掌握了操作要领,维护保养不方便。所以设计不要只满足于当初的目标和要求,在使用现场搜集情况,发现各种问题,改进设计,保证产品质量,使生产保持正常,降低成本,降低消耗。
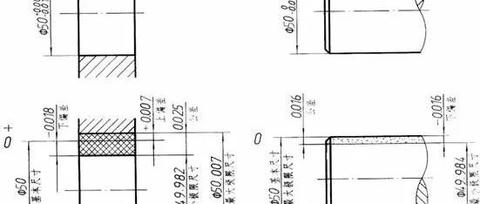
6. 不要一味追求高精度装配中因误差大而不能正常装配,往往是加工车间和设计部门之间扯皮、埋怨的根源,于是设计人员缩小公差范围。产品的成本是按精度的几何级数上升的,设计者笔头上稍微疏忽,成本可能直线上升。几个符合精度的零件不一定能装起来,这是尺寸链问题。在尺寸链的某一环节留出调整位置,装配后临时加工,就能达到装配目的,不一定把精度定得很严。搞设计要做到产品使用可靠,操作方便,制造容易,维护简单。要做到这些,需要刻苦锻炼,努力学习,决非一日之功。
7. 多用标准零件、通用零件机械制造业已经越来越专业化,要想什么都靠自己工厂制造,这是既不经济又没有失效是属于过时的思想。搞一个新产品的设计,应尽可能的采用通用零件和标准零件,这样做既能缩短生产周期,也便于互换和降低成本。随着工业的不断发展,专业化也必然会大力发展,设计人员应该了解专业化的发展,熟悉市场能提供的通用零件、标准零件和其他组件,以便正确选用。
8. 避免华而不实,防止故步自封设计上的华而不实和故步自封对开展设计工作都是有害的,前者容易发生在年轻的设计人员身上,后者则易出自老设计人员。无视现实的制约,如交货期、成本、材料供应、设备能力以及加工装配、检修能力等等,一味按自己的想法搞设计,成功的希望很小,初出茅庐的设计人员都有一股初生牛犊不怕虎的活力,巴不得再插上翅膀自由飞翔,这是好的,是锐气,应该保持和发扬,但应该正视现实,避免华而不实,避免浪费精力和浪费时间。而有经验的人则不能拜倒在过去经验的脚下,以致没有勇气再去冒风险,停步不前。技术在不断进步,产品的竞争在不断进行,需要设计人员不停的探索,不断的设计出好产品。事物在变化,过去曾经是阻止前进的障碍,可能已经变成可以利用的条件,防止故步自封的关键在于学习,这一点设计人员必须牢记在心,活到老,学到老。过去的经验是可贵的,可贵在是用自己的进取心去获得的,进取心是事业上披荆斩棘、勇往直前的宝剑,宝剑应该永远放射光芒。
9. 有一就有三。俗话说:有一就有三。产品出了毛病,又处理得不周密,往往会发生有一就有三的情况。当问题出现的时候,不去周密调查,深入分析,而是主观臆断,错误处理,这样就会导致一而再、再而三的出问题。设计是生产的根据,产品要经过试制来考验设计和检验一切生产准备工作,使生产顺利进行,如果生产常发生变动,则生产周期、产品质量、制造成本都会受到大的影响,而生产的变动受设计的影响较大,因此要把改动设计限制在最低限度,并且要改也要果断、迅速而周密,对问题应有先见之明,消灭事故于未然。综上所述,对问题不能掉以轻心,切忌马虎,必须找到问题的根源。
10. 问题容易出在疏忽了的地方生活和工作的经验启示我们,故障和毛病常常在人们没有想到的地方冒出来,凡经过周密考虑过的,一般不会出什么问题,例如机械的强度计算,老是对某一部分的安全深思熟虑,怕它出问题,反倒不出问题,而恰恰在没有想到的地方拉起了“警报”,事后分析始觉“警报”拉得有理,果然忽略了那里的受力分析。造成这种原因是疏忽大意在作怪,设计中发现薄弱环节时,要抓住它、解决它,这是一种能力,需要培养。高级的设计人员一般都能做到这一点。每一个设计者从一开始搞设计就应该保持一丝不苟、严格要求,坚持不懈的作风,久而久之一定会练就一身敏捷、利落的好本事。
11.继承性是设计的快捷方式设计分两种,一种是没有经验可循的全新设计,另一种是利用数据或经验进行的设计,通常说的设计是继承性设计。一张图纸要经过很多考验,越经过考验的图纸越有价值,图纸上专有更改的纪录,它表示一个零件乃至一个产品在实践中走过的脚印,可以反映出诸如结构、材料、尺寸、公差、加工、测量装配、试验等的变迁和问题,这是设计中极其珍贵的资料,有心人一定会珍惜这种经验,有效地利用它,作为新产品设计的经验和资料。
12. 迟到的图纸等于废纸设计者应特别关心产品的交货期。交货期为什么重要呢?
(1)厂家要使自己的生产进度尽可能满足用户的要求,而产品设计又是整个生产进程中,举足轻重的一环。
(2)产品的使用周期日益缩短,为了保持领先,就应加快技术更新的速度。
(3)生产是否有节奏,对产品质量和成本有影响。图纸迟了,生产上就得搞突击,草率交货,特别是出厂前产品的检查、实验不充分,使得产品常常发生意想不到的问题,招致用户不满和不信任。
(4)出图迟是造成实物和图纸相矛盾的主要原因。生产上为了赶进度,拿不到正式图纸加工产品,难免和图纸不符。
另外,设计和其他工作不同,它是一种设想性、思维推敲性的工作,并不一定能严格按照预先的进度进行,但又必须按进度进行,这就需要平时多准备,多积累,养兵千日,用兵一时,还应采取一些节约设计时间的措施,如用白图或尺寸表格等。常常新的设计被束之高阁,这都是错过了时机的结果。
现在有PERT(program eval_ruationand Review Technique 即设计工作量的估算和审定技术)的关于设计出图或交货日期的有效管理法,设计人员应尽快掌握。
13. 不懂的地方先保持原状设计产品时往往要参考别的厂出的产品或资料,常有一些疑问,例如:“为什么这里要这样设计”,或者“改动一下反而更好”等,但是改了以后,不是加工工艺性不好,就是易出故障,到了这一步已经晚了。出现这些问题都是缺乏经验和资料不足造成的,而经验和资料不是呼之即来,要靠积累。凡是对仿照的东西觉得可疑的地方,但又拿不准问题之所在,为了防止画虎不成反类犬,最好先不要动它,等以后再来研究。我们不可能预想到所有的问题,因此要尊重前人积累起来的经验。
14. 有效地利用原来的设计。要想修改一个他人的设计,务必先要了解该设计的思想和原则,不要轻率地作大幅度改动,也不要草率地东改改、西改改,这样往往是弄巧成拙。更该设计,如果达不到20~35%的效益,就不要去改它。只有5~6%的效益,恐怕只能补偿更改设计所花的资金。更改设计,还应顾及成品、半成品的情况,尽可能利用。更改设计一定有更改的理由,但还是应想到改动后对生产的影响、和可能出现的新矛盾。有时发现原来的设计原则是错误的,非彻底改动不可,这时设计的领导人责任重大,是推到重来还是姑息迁就,要统观全局当机立断。
15. 机械设计的入门是干出来的,绝对不是问出来的思想是行动的先导,如果思想上清楚该怎么入机械设计的门,确实可以加快入门速度。有机会下车间就要好好的学,在车间就是一个基础的积累,万丈高楼平地起,牛逼牛逼靠地基,下车间就是一个打地基的过程,就是一个扎根的过程,就是一个积累的过程,只有把这个基础打好了,根扎深了,积累做足了,你才能完成更多更牛的设计。
-End-
免责声明:本文系网络转载或改编,仅供学习,交流所用,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。