机械设计中轴的知识点讲解,赶快收藏!

本文摘要:(由ai生成)
介绍了轴作为机械中传递运动、扭矩或弯矩的关键零件,其定义、分类、材料选择、结构设计原则及维修方法。轴有直轴、曲轴和挠性轴等类型,材料多为碳素钢或合金钢。结构设计需考虑零件定位、固定方式、载荷特性和轴承类型。维修包括校正弯曲、修复轴颈磨损及花键、键槽和螺纹等。本文旨在为读者提供全面的轴类零件知识,为机械设计提供指导。
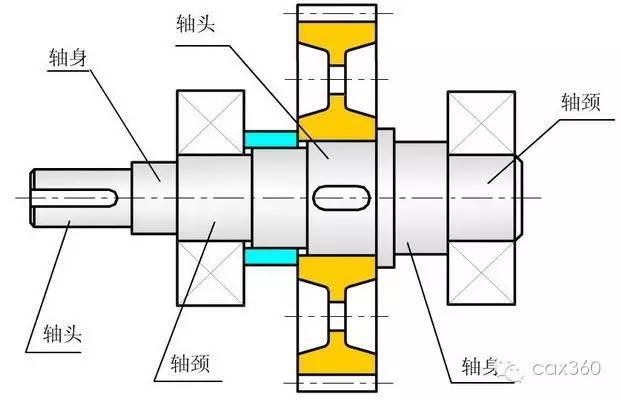
轴是穿在轴承中间或车轮中间或齿轮中间的圆柱形物件,但也有少部分是方型的。轴是支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。一般为金属圆杆状,各段可以有不同的直径,机器中作回转运动的零件就装在轴上。
1、轴的分类:
轴的类型很多,按轴线形状不同可分为直轴、曲轴和挠性轴。曲轴常用于往复式机械(如内燃机、空气压缩机等)中,挠性轴可将旋转运动灵活地传到所需要的位置,常用于医疗设备中,我们在文章中只讨论直轴。

直轴按它们的承载情况不同可以分为转轴、心轴和传动轴三类。
转轴:工作时既承受弯矩又承受扭矩,是机械中最常见的轴,如各种减速器中的轴等;

▲转轴
心轴:用来支承转动零件只承受弯矩而不传递扭矩,有些心轴转动,如铁路车辆的轴等,有些心轴则不转动,如支承滑轮的轴等;

▲心轴
传动轴:主要用来传递扭矩而不承受弯矩,如起重机移动机构中的长光轴、汽车的驱动轴等。轴的材料主要采用碳素钢或合金钢,也可采用球墨铸铁或合金铸铁等。轴的工作能力一般取决于强度和刚度,转速高时还取决于振动稳定性;

▲传动轴
2、轴的材料
轴的常用材料是碳素钢和合金钢。碳素钢比合金钢价廉,对应力集中的敏感性小,机械性能也比较好,所以应用较为广泛。
钢轴的毛坯一般用轧制的圆钢或锻件。锻件的内部组织比较均匀,强度好,故重要的轴应采用锻制毛坯。
3、轴的结构设计
轴的结构设计是确定轴的合理外形和全部结构尺寸,为轴设计的重要步骤。它由轴上安装零件类型、尺寸及其位置、零件的固定方式,载荷的性质、方向、大小及分布情况,轴承的类型与尺寸,轴的毛坯、制造和装配工艺、安装及运输,对轴的变形等因素有关。设计者可根据轴的具体要求进行设计,必要时可做几个方案进行比较,以便选出最佳设计方案,以下是一般轴结构设计原则:
节约材料,减轻重量,尽量采用等强度外形尺寸或大的截面系数的截面形状;
易于轴上零件精确定位、稳固、装配、拆卸和调整;
采用各种减少应力集中和提高强度的结构措施;
便于加工制造和保证精度;
4、轴上零件的轴向定位及固定
轴上零件的轴向定位和固定方式常用的有轴肩、轴环、锁紧挡圈、套筒、圆螺母和止动垫圈、弹性挡圈、轴端挡圈及圆锥面等。

5、轴的维修
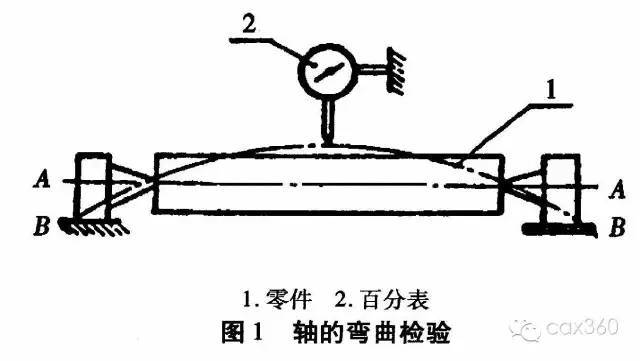
5.1 轴弯曲变形的校正
轴的变形过大时,可冷压校正或局部火焰加热校正。校正时的支承部位应正确,尤其应注意不要使阶梯轴拐角处因校正而产生应力集中。
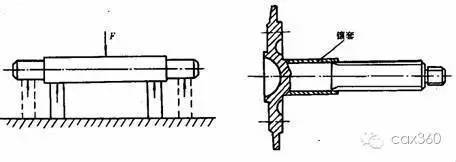
▲轴弯曲变形的校正(左)和轴颈磨损的镶套修复(右)
5.2 轴颈磨损的修复
通常先用磨削加工消除轴的几何形状误差,然后金属喷镀或刷镀,严重时可堆焊或镶套修理,镶套时套与轴为过盈配合。
5.3 花键、键槽、螺纹的修复
可用气焊或堆焊法修复磨损的齿侧面,然后再以磨损的花键为基础,铣出花键。键槽损伤后,可适当加大键槽或将旧键槽焊堵,并配新键。轴上的螺纹损坏时,应进行堆焊,重车螺纹。

-End-
免责声明:本文系网络转载或改编,仅供学习,交流所用,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。



