QForm 11 挤压模块主要更新内容


更新 | 增加功能
挤压
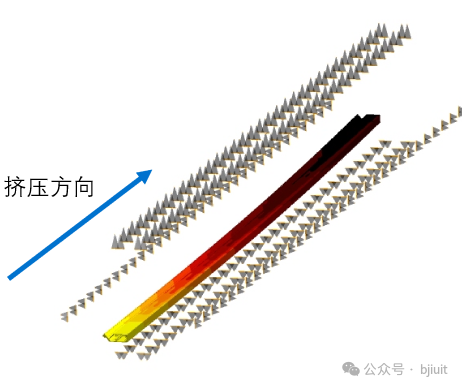
在“坯料表皮分析”和“尾端缺陷分析”子程序中添加了“Record to clear billet”参数,该参数负责该记录步下从域的挤压筒部分删除所有点。
增加了在“边界条件”选项卡中为模具设置“单位面积传热量”的功能
可以在“挤压”选项卡中考虑流经模具的时间了
在“模拟状态”选项卡中增加了模具尺寸的其他信息显示
增加了一个可选场材料流束边界索引,为每个纵向焊缝指定一个唯一的编号。若要计算此场,需要在模拟开始前在“模拟参数”选项卡的“附加场”中选中相应的选项
Lua变量stream_border_id表示材料流束边界索引分布
在模拟状态下增加了到停止点的距离值
为挤压杆和挤压筒增加了单独定义摩擦条件的选项

增加了在对称模拟中使用的“尾端缺陷分析”和“坯料表皮分析”子程序的功能
在“模拟状态”选项卡中增加了模具内的金属体积
多型材挤压和焊接质量分析的附加场添加到“模拟参数-附加场”中
增加了按型材厚度对网格数量的诊断

增加了沿挤压筒长度方向的两个横截面之间设置挤压筒温度梯度的选项


增加了随工艺时间或打击行程变化的压力机挤压速度的功能。

导入未准备好进行模拟的几何文件时会出现诊断消息
改进了计算多型材挤压横向焊合的算法
在连续流动的条件下调整出口处型材的流出速度
改进了所有后续坯料挤压行程计算的算法。适用于头一根坯料之后的坯料。
速度绝对值分布单位现在改为m/min
改进了对“材料流束”的识别
对使用虚拟块进行热膨胀的高级计算
更新了模拟过程中进度条的算法
改进了耦合变形阶段的网格重划分算法
修复了在模具之间的热交换和模具边上的边界条件中对“辐射系数”参数的错误计算。
修复了一个阻止为模具设置“恒定温度”边界条件的错误。
前处理结果(0.5记录步)包含坯料尾端切割后的瞬间和后续坯料挤出之间的暂停时的模拟结果。这适用于头一根坯料之后的坯料。
修复了头一根坯料后的首个记录中的工艺时间计算。现在这个时间对应于坯料镦粗时间
修复了最后一个模拟步的挤压杆行程计算
修复了当指定不同坯料的不同值时,坯料间暂停期间的温度计算
修复了同时计算“焊合质量”子程序时“坯料表皮分析”子程序的计算算法。

修复了在模拟模式或后处理模式下模拟微观结构演变时导致挤出模拟意外崩溃的错误
在QShape中增加了冷却通道的选项
在模拟过程中,如果在“模拟参数”选项卡中激活了“达到载荷时发出消息”参数并输入了该载荷的值,则日志和“模拟状态”选项卡中将显示关于超过**载荷的通知。
用于在项目创建过程中从“几何体”选项卡上传*stp文件的背景模式下为模拟准备网格的选项
挤压速度零值的处理,如果将其设置为与时间相关的表格函数
去掉了通过点击型材料头为工件添加曲线图的功能
修正了在整个坯料挤压模拟的情况下,行程值被视为当前坯料的棒尾长度的问题
修正了模拟控制面板上显示的填充时间值
修正了挤压筒有温度梯度下挤压模拟的问题
修复了导致焊合长度场显示不正确的错误
型材热处理
在“模拟状态”选项卡中添加了型材的当前长度
“变形求解前重新划分网格”现已默认启用
修正了“型材热处理”模块中热传导系数的计算错误,将其设置为温度的函数。
如果停止条件发生变化,增加了无法继续模拟的警告