公差与配合,干机械的必备!

本文摘要:(由ai生成)
本文深入讲解了机械设计中的公差与配合。由于制造误差,产品实际尺寸与理论值存在偏差,因此引入公差确保零件互换性。文章阐述了公差相关术语如基本尺寸、实际尺寸等,并介绍了标准公差、基本偏差及配合种类。同时探讨了形状和位置公差的重要性。最后,通过图示和表格直观展示了各种公差概念和应用,为机械设计者提供了有益参考。该文旨在分享设计经验、感悟和资源,帮助设计者更好地理解和应用公差与配合原理。
为什么会有公差与配合的概念?所有制造的产品,无论用多精密的设备,无论做多大的努力,其尺寸和形状也无法与理论数值完全一致。这就是理想与现实的差距!
那如何满足零件的互换性要求呢?也就是在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能满足规定的性能要求。这就要求生产零件的尺寸应在允许的公差范围之内。
01
公差的有关术语
零件在加工过程中,由于机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸 加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,规定出尺寸的变动量。

(1)基本尺寸
根据零件的强度和结构要求,设计时确定的尺寸。
(2)实际尺寸
通过测量所得到的尺寸。
(3)极限尺寸
允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
(4)尺寸偏差(简称偏差)
某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:
上偏差=最大极限尺寸-基本尺寸
下偏差=最小极限尺寸-基本尺寸
上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei。

▲ 公差带图
7、标准公差与标准公差等级
标准公差是国家标准所列的以确定公差带大小的任一公差。标准公差等级是确定尺寸精确程度的等级。标准公差分20个等级,即IT01、IT0、IT1~IT18,表示标准公差,阿 拉 伯数字表示标准公差等级,其中IT01级最高,等级依次降低,IT18级最低。对于一定的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
8、基本偏差
用以确定公差带相对于零线位置的上偏差或下偏差。一般是指靠近零线的那个偏差,当公差带位于零线上方时,其基本偏差为下偏差,当公差带位于零线下方时,其基本偏差为上偏差。
根据实际需要,国家标准分别对孔和轴各规定了28个不同的基本偏差,如下图所示。孔、轴的基本偏差数值可从有关表中查出。

▲ 基本偏差系列
从上图中可知:
1)基本偏差代号用拉丁字母表示,大写字母表示的基本偏差代号,小写字母表示轴的基本偏差代号。由于图中用基本偏差只表示公差带大小,故公差带一端画成开口。
2)本偏差从A~H为下偏差,J~ZC为上偏差,JS的上下偏差分别为+IT/2和-IT/2。
3)轴的基本偏差从a~h为上偏差,j~zc为下偏差,js的上下偏差分别为+IT/2T和-IT/2。孔和轴的另一偏差可由基本偏差和标准公差算出。
02
配合的有关术语
在机器装配中,基本尺寸相同的、相互结合的孔和轴的公差带之间的关系,称为配合。由于孔和轴的实际尺寸不同,装配后可以产生“间隙”或“过盈 ”。在孔与轴的配合中,孔的尺寸减去轴的尺寸所得的代数差为正值时是间隙,为负值时是过盈。
(1)配合的种类
配合按其出现间隙或过盈的不同,分为三类:

1)间隙配合
孔的公差带在轴的公关带之上,任取其中一对孔和轴相配都成为具有间隙(包括最小间隙为零)的配合,如上图a所示。
2)过盈配合
孔的公差带在轴的公差带之下,任取其中一对孔和轴相配都为为具有过盈(包括最小间隙为零)的配合,如上图b所示。
3)过度配合
孔的公差带在轴的公差带相互交叠,任取其中一对孔和轴相配,可能是具有间隙,也可能具有过盈的配合,如上图c所示。
(2)配合的基准制
国家标准规定了两种基准制,如下图所示。

▲ 两种基准制
1)基孔制
基本偏差为一定的孔的公差带与基本偏差的轴的公差带构成种配合的一种制度,如图a所示。也就是在基本尺寸相同的配合中将孔的公差带位置固定,通过变换轴 的公差带位置得到不同的配合。基孔制的孔称为基准孔,国家标准中规定基准孔的下偏差为零,“H”为基准孔的基本偏差代号。
2)基轴制
基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带构成各种配合的一种制度,如图b所示。也就是在基本尺寸相同的配合中将轴的公差带位置固定,通过变换的孔的公差带位置得到不同的配合。基轴心制的孔称为基准轴套,国家标准中规定基准轴的上偏差为零,“h”为基准轴的基本偏差代号。
从基本偏差系列图中可以看出:
在基孔制中,基准孔H与轴配合,a~h(共11种)用于间隙配合;j~n(共5种)主要用于过度配合;(n、p、r可能为过度配合或过盈配合);p~zc(共12种)主要用于过盈配合。
在基轴制中,基准轴h与孔配合,A~H(共11种)用于间隙配合;J~N(共5种)主要用于过度配合;(N、P、R可能为过度配合或过盈配合);P~ZC(共12种)主要用于过盈配合。
03
形状公差
形状公差是指单一实际要素的形状所允许的变动全量。形状公差用形状公差带表达。形状公差带包括公差带形状、方向、位置和大小等四要素。形状公差项目有:直线度、平面度 、圆度、圆柱度、线轮廓度、面轮廓度 等6项。
1)直线度
直线度是表示零件上的直线要素实际形状保持理想直线的状况。也就是通常所说的平直程度。直线度公差是实际线对理想直线所允许的最大变动量。也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。

▲图样示例1:在给定平面内,公差带必须在距离为0.1mm的两平行直线间的区域。
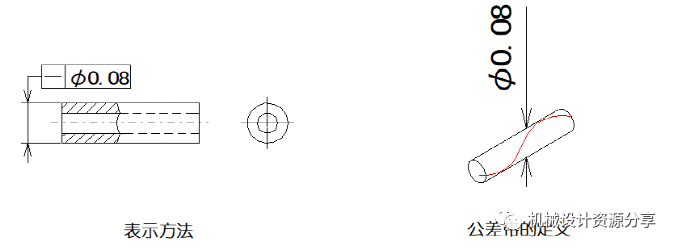
▲图样示例2:在公差值前加注记号φ、则公差带必须在直径0.08mm的圆柱面内的区域。
2)平面度
平面度是表示零件的平面要素实际形状,保持理想平面的状况。也就是通常所说的平整程度。平面度公差是实际表面对平面所允许的最大变动量。也就是在图样上给定的,用以限制实际表面加工误差所允许的变动范围。

▲图样示例:公差带是位于距离0.08mm的两个平行平面之间的区域。
3)圆度
圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。即通常所说的圆整程度。圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。也就是图样上给定的,用以限制实际圆的加工误差所允许的变动范围。

▲图样示例:公差带必须在同一正截面上,半径差为公差值0.03mm的两个同心圆 之间的区域。
4)圆柱度
圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。也就是图样上给定的,用以限制实际圆柱面加工误差所允许的变动范围。

▲图样示例:公差带是半径差为公差值0.1mm的两个同轴圆柱面之间的区域。
5)线轮廓度
线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。线轮廓度公差是指非圆曲线 的实际轮廓线的允许变动量。也就是图样上给定的,用以限制实际曲线加工误差所允许的变动范围。

▲图样示例:公差带是由包络一系列直径为公差0.04mm的圆的两包络线 之间的区域。诸圆的圆心位于具有理论正确几何形状 的线上。
6)面轮廓度
面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。也就是图样上给定的,用以限制实际曲面加工误差的变动范围。

▲图样示例:公差带是由包络一系列直径为0.02mm的球的两条包络线之间,诸球的中心理论上应位于理论正确几何形状的面上。
04
位置公差
位置公差是指关联实际要素的位置对基准所允许的变动全量。
(1)定向公差
定向公差是指关联实际要素对基准在方向上允许的变动全量。这类公差包括平行度、垂直度 、倾斜度3项。
1)平行度
平行度,即通常所说的保持平行的程度,表示零件上被测实际要素相对于基准保持等距离的状况。平行度公差是被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。

▲图样示例:如公差值前加注记号φ、则公差带为基准平行直径φ0.03mm的圆柱面内。
2)垂直度
垂直度,即通常所说的两要素之间保持正交的程度,表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。垂直度公差是被测要素的实际方向,对于基准相垂直的理想方向之间所允许的最大变动量。

▲图例说明:公差带前加注记号φ,则公差带垂直于基准面 直径为0.1mm的圆柱面内。

▲图例说明:公差带必须位于距离为0.08mm且垂直于基准线的两平行平面之间。
3)倾斜度
倾斜度是表示零件上两要素相对方向保持任意给定角度的正确状况。倾斜度公差是被测要素的实际方向,对于基准成任意给定角度的理想方向之间所允许的最大变动量。

▲图例说明:被测轴线的公差带是距离为公差值0.08mm,且与基准面A成理论角度60°的两平行平面之间的区域。

▲图例说明:在公差值前加注记号φ,则公差带必须位于直径为0.1mm的圆柱面内。该公差带应平行于垂直于基准A的平面B,并与基准A呈理论正确角度60°。
(2)定位公差
定位公差是关联实际要素对基准在位置上允许的变动全量。这类公差包括位置度、同轴度 、对称度3项。
1)位置度
位置度是表示零件上的点、线、面等要素,相对其理想位置的准确状况。位置度公差是被测要素的实际位置相对于理想位置所允许的最大变动量。

▲图例说明:公差带前加注记号Sφ时、公差带是直径0.3mm的球内区域。球公差带的中心点的位置是相对于基准A、B及C的理论正确尺寸 。
2)同轴度
同轴度,即通常所说的共轴程度,表示零件上被测轴线相对于基准轴线,保持在同一直线上的状况。同轴度公差是被测实际轴线相对于基准轴线所允许的变动量。

▲同轴度公差图例:公差值加注记号时,公差带是直径0.08mm的圆柱之间区域。圆形公差带的轴线与基准一致。
3)对称度
对称度是表示零件上两对称中心 要素保持在同一中心平面内的状态。对称度公差是实际要素的对称中心面(或中心线、轴线)对理想对称平面所允许的变动量。

▲图例说明:公差带是距离为0.08mm、且相对于基准中心平面或中心线对称配置的两平行平面之间或直线之间的区域。
(3)跳动公差
跳动公差是以特定的检测方式为依据而给定的公差项目。跳动公差可分为圆跳动 与全跳动。
1)圆跳动
圆跳动是表示零件上的回转表面在限定的测量面内,相对于基准轴线保持固定位置的状况。圆跳动公差是被测实际要素绕基准轴线,无轴向移动地旋转一整圈时,在限定的测量范围内所允许的最大变动量。

▲图例说明1:公差带是垂直于任一测量平面内,半径差为0.1mm,且圆心在同一基准轴线上的两同心圆之间的区域。

▲图例说明2:公差带是在与基准同轴的任一半径位置的测量圆柱面上距离为0.1mm的两个圆之间的区域。
2)全跳动
全跳动是指零件绕基准轴线作连续旋转时,沿整个被测表面上的跳动量。全跳动公差是被测实际要素绕基准轴线连续的旋转,同时指示器沿其理想轮廓相对移动时所允许的最大跳动量。

▲图例说明1:公差带是距离为半径差0.1mm,且与基准同轴的两圆柱面之间的区域。

▲图例说明2:公差带是距离为半径差0.1mm,且与基准垂直的两平行平面之间的区域。
喏,就是下面这张表,赶紧收藏吧~

-End-
免责声明:本文系网络转载或改编,仅供学习,交流所用,未找到原创作者,版权归原作者所有。如涉及版权,请联系删。
来源:非标机械专栏