新南威尔士大学顶刊丨激光增材制造锆基金属玻璃的致密化、工艺调控及机械性能

块状金属玻璃BMG以其优异的机械性能而著称,这些性能有望提升多个领域中机械和功能系统的性能和效率。尽管块状金属玻璃BMG的潜力巨大,但其商业化应用仍受限于传统制造工艺所能生产的小尺寸部件。传统方法难以实现制造BMG所需的高冷却速率(10-106 K/s),这一速率是形成无定形结构的关键。增材制造技术,特别是粉末床融合(LPBF)和定向能量沉积,以其能提供所需冷却速率而受到关注。这些技术的快速发展使得生产大尺寸、复杂形状的BMG部件成为可能,打破了玻璃成型器的限制,为BMG的商业化应用开辟了新道路。

然而,如何通过增材制造技术控制加工参数以制备具有理想机械性能(即致密、完全无定形)的块状金属玻璃BMG仍然是一个挑战。新南威尔士大学的杰米·克鲁齐奇教授带领的研究团队联合悉尼大学深入研究了LPBF制造BMG的加工工艺-微观组织-性能关系,研究了块状金属玻璃BMG的制造技术和应用前景。
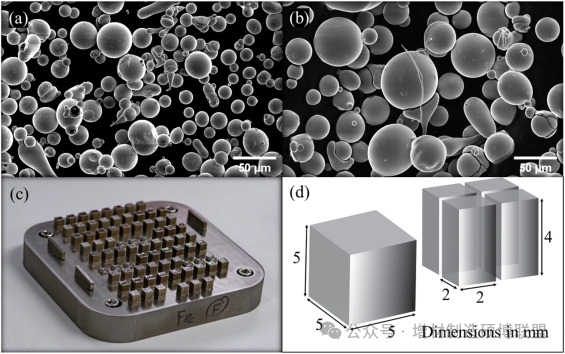
图1. (a)粒径10-45 μm 的 AMZ4-F BMG 粉末的SEM图像(b)粒径25-63 μm的AMZ4-C BMG粉末的SEM图像(c)铁基板上的打印方块试样,以及(d)一个方块里的四个压缩试验试样示意图
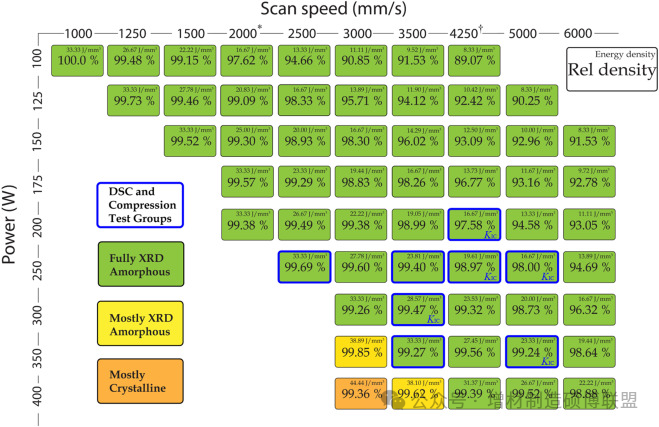
图2. AMZ4-C 粉末LPBF在不同工艺参数下的 XRD 无定形性和相对密度(%)

图3. AMZ4-C粉末LPBF在不同扫描速度和激光功率下制备的BMG样品的抛光表面(平行于打印方向)上气孔和未熔合缺陷,使用 DSC 和压缩测试进一步分析了其中8个蓝框区域

图4.(a)全XRD无定形样品(200 W; 4000 mm/s)和(b)使用AMZ4-F粉末制备的无定形样品(250 W; 2500 mm/s)的HAZ的BSE-SEM反向散射图像。(c)和(d)分别显示了(a)和(b)中矩形所指示区域的较高放大倍率图像
研究结果表明,通过在较宽的加工窗口中调整LPBF工艺参数,可以定制块状金属玻璃BMG的微观结构和机械性能,为这一材料在工业中的广泛应用提供了重要的技术基础。

图5. LPBF制造的BMG样品的显微硬度图(0.6mm×0.6mm)以及相应的扫描速度和激光功率

图6. 本研究中获得的LPBF AMZ4-C样品的力学性能与LPBF BMG的其他报告的比较
相关研究成果以题为 “Superior mechanical properties of a Zr-based bulk metallic glass via laser powder bed fusion process control” 发表在国际顶刊《Acta Materialia》上。


