北理工丨电弧增材制造低碳高强度钢的工艺参数优化、微观结构和力学性能研究

在同等级商用焊线的基础上,本研究改进了设计线材的化学成分以满足重载海洋制造或建筑结构制造的特殊工商企业集团。参数研究研究最优沉淀参数。在Thermal Calc软件的协助下,不同位置的WAAM沉淀壁的微观结构呈现出明显的特征。基于已测得的硬度,WAAMed壁的拉力强度可以预计,随后由线材制造商(Voestalpine Böhler Welding Corporation)生产的WAAMed壁来验证。此外,对比沉淀态(as-deposited)3D AM 80 HD壁和3D AM 80 HD线材、AWS ER 110S-1线材的拉力强度。
2. 材料与方法

松下公司(Panasonic Company)生产的机器臂完成沉淀实验,Valk Welding则集成焊接电源。Autodesk PowerMill (Autodesk B.V, Hoofddorp, The Netherlands)发明出用于设计、形成沉淀工具路径的专业软件。可以看出,图1(b)说明实现高质量沉淀的实验设置。焊枪垂直于基底防止(PA位置)。图1(c)说明每层都要翻转沉淀方向,该打印策略能避免电弧开始与结束而导致的高度差异。本研究中,一面小的沉淀壁能描述并研究WAAM材料性能。沉淀壁有五层,每层有五个部分重叠的珠子。优化WAAM实验能获得优化的壁面焊接条件。在增大电压的过程进行参数测试,从而获取适合的沉淀条件,其基础是良好的珠子外观、适当的横纵比(宽/高)、相应的设定(set-up)距离(单独打印完每层后,焊枪在垂直高度方向升起的距离)。每层打印完后,壁面需经历空气冷却过程,直至顶层表面为环境温度,直至CMTD (contact tip-to-work distance)升高1mm。图2是斜坡沉淀测试的示意图,表2列举相关沉淀参数。
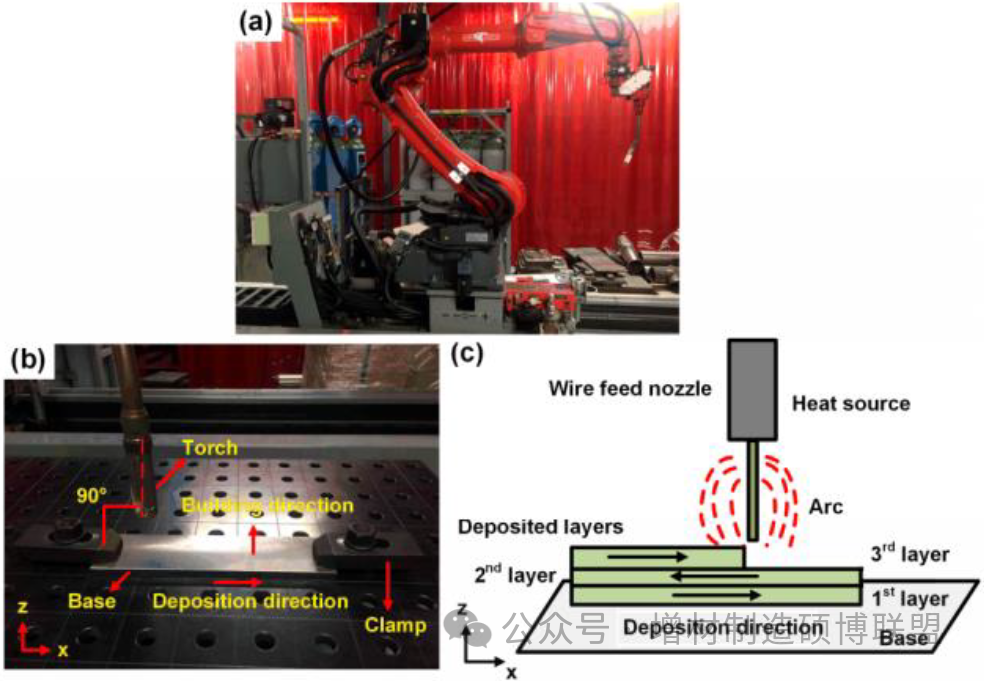
图1 实验机器人、设置、沉积的示意图:(a)松下机器人臂,(b)沉积设置,(c)沉积方案

图2 斜坡沉积测试的示意图
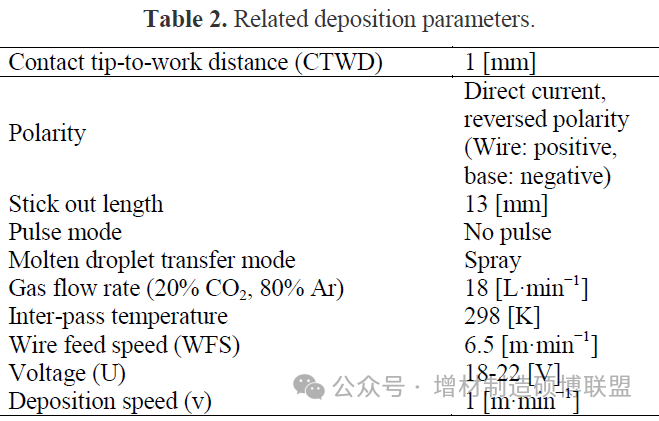
表2 相关参数
3.1 单珠、重叠比、设置距离的优化
图3展现了斜坡沉淀测试的结果,其中可见不同电压条件下的珠子外表。总而言之,在较小的电压变化范围内,沉淀珠无显著的变化。金属色泽说明沉淀过程中防氧化较好。但是,依旧能观察到电压变化导致的细微特征,它们能影响后续沉淀质量。当电压从18V升至21V,珠子表面图案(图3的黑色三角形)变深变明显;其原因是,高热输入和快速沉淀的综合影响形成了更猛烈的熔融池。因此,后续多珠与多层沉淀将选用18V电压。相对低的热输入能大幅度缩短内层暂停时间(dwell time)而提高生产效率。此外,冷却速率也将提高,这有利于形成更多的马氏体(martensite)以提高机械强度。测量18V电压下形成的珠子的平均尺寸,其高1.87mm、宽7.327mm,即在良好焊接形状的低边界下形成的横纵比是3.58。

图3 单珠和重叠珠的优化结果:(a) 提升(ramped)单珠, (b)不同比例的重叠珠
基于先定的单珠沉淀参数和最优重叠比,需要研究层间的合适设定距离从而壁面设计组件的大偏差。然而,当沉淀层数增加,线头可能从先前沉积层的表面偏移。这意味着,导电嘴到工作台的距离(CTWD)会越来越大。可能的解释有:(i)前一层的部分熔融增大熔融池的宽度、减少熔融池的高度;(ii)壁面边缘的熔融因重力而流下。因此,要能在线头和前一层表面之间距离恒定时沉淀,就需要研究最优设定距离。本研究采用焊枪的垂直位置补偿方法。每层有5个重叠珠的五层壁面得以沉淀完成。表3呈现了主要工艺流程。由此,基础材料(不同于沉淀材料)的影响备受重视,且最优的设定距离是1.91mm。
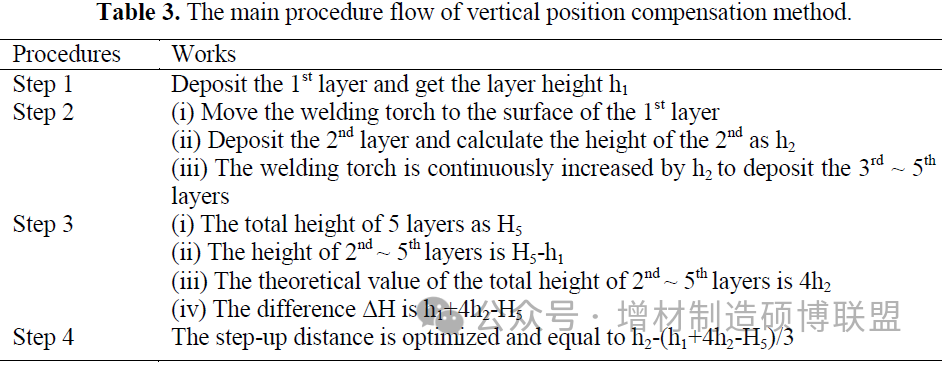
表3:垂直位置补偿方法的主要工艺流程
3.2 微观结构表征
图4(a)呈现WAAM沉淀的3D AM 80 HD壁面的微观结构。图4中红方框标记了快速移动的图像,分别为顶部区域(第五层)、中部区域(第三层)、底部区域(第一层)的图像。总的来说,不同层的微观结构各不相同。整个壁面由珠光体(pearlite)、马氏体(martensite)、碳化物(carbides)构成。由于极快的加热、冷却速率加上高速的沉淀速率,顶部区域(第五层)的微观结构表明马氏体形成并呈现于图4(d)。然而,当打印最后一层(第五层)时,前一层要经受不同的回火温度,以至于有不同的板条形状和马氏体尺寸。图4(c)中,回火马氏体清晰地表明这一点,其板条尺寸也大于顶层的。此外,部分形成的马氏体经受了逆转换,以至于碳化铁得以在错位(dislocation)中成核,这导致马氏体转变为珠光体[8]。在壁面的底部区域(第一层),微观结构经理最长的回火时间,因而马氏体完全转变为珠光体。长期回火也让回火马氏体或铁素基体(ferrite matrix)中出现碳化物的析出,并经受进一步的粗糙化过程。从图5呈现的成分相中,几种碳化物得以形成,其中在室温下含量最高的M23C6 最可能形成。KSI碳化物和M7C3碳化物也能在从高成型温度到室温的降温过程中保存。这是因为,快速的冷却速率和部分热循环得以降低碳化物溶剂热、转变的可能性。底部区域的颗粒大小比顶部区域的小,这是由于顶部壁面的重复热循环和加快冷却。随着与基底的距离不断增大,热消失不断减慢;并且壁面的热积聚让壁面顶部的颗粒变粗糙。
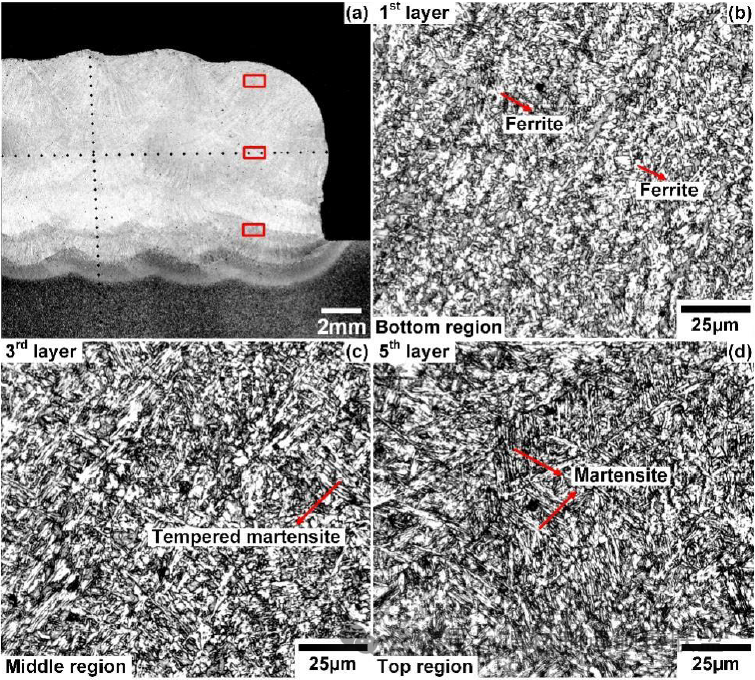
图4 WAAM沉积的3D AM 80 HD壁面的微观结构:(a) 横截面;(b)第一层;(c) 第三层;(d) 第五层
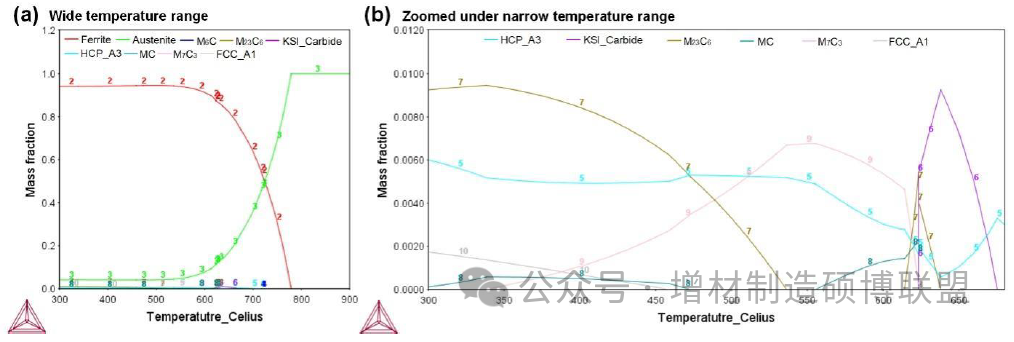
图5 Thermal-Calc计算而得的3D AM 80 HD线材的相组成:(a) 宽泛的温度范围;(b) 在狭窄的温度范围中快速移动。
图4(a)呈现测量硬度的压痕路径,图6显示测得的3D AM 80 HD壁面硬度。在壁面的中间高度(第三层)测得水平方向的硬度。硬度的波动幅度高达75HV,这能说明强度性能并不与水平方向统一。边缘硬度比中间的高,这时由于空气对流导致的更快冷却速率。起点的硬度比终点的硬度低。巨大差异的可能原因是,测试起始点离样品的左端过远。另外,由于相应部分的微观结构,自顶端至底部,垂直方向的硬度降低。在底部区域,更优颗粒与析出碳化物分别有益于Hall-Petch关系实现的硬度和组织错位运动的机械硬化。

图6 WAAM沉淀的3D AM 80 HD壁面的硬度:(a)垂直方向,(b)水平方向-第三层
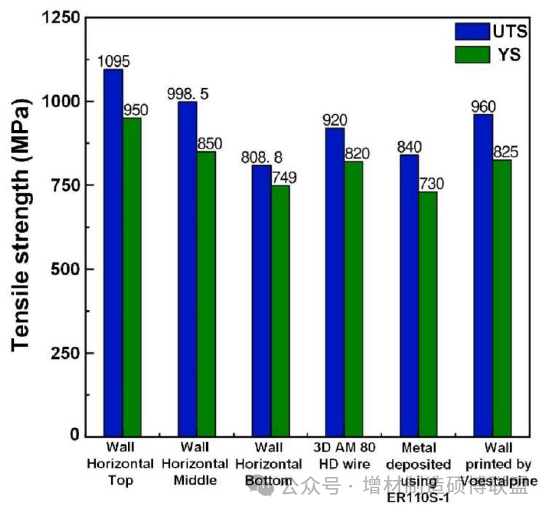
图7 3D AM 80 HD沉积壁的拉伸强度,3D AM 80 HD线材的拉伸强度,以及AWS ER 110S-1线材的拉伸强度

4. 结论
本研究研究了利用3D AM 80 HD 固体线材的WAAM沉积组件的微观结构与机械性能。3D AM 80 HD壁面表现出更优的结构整体性和机械性能,这有益于工业应用。前文提及的结果与讨论,可以得出如下结论:


