新能源领域连接器及塑胶件模流分析避坑指南

这几年随着新能源汽车、电池、储能、充电桩等领域的快速发展,一大批用于强电、弱电连接领域的新型塑胶零件开始逐渐增多;区别于传统的纯塑胶件、一般此类结构件是塑胶包裹铜板、铜片、衬套等,从结构上也不符合传统塑胶领域的设计规范,具有壁厚不均匀、局部薄壁、局部厚壁、结构复杂的特点;产品一般使用的塑胶材料为含玻纤(>20%)的PBT\PPB\PA6\PA66等;此类零件给模具设计、CAE模流仿真分析、翘曲变形处理、全尺寸合规、现场科学试模等领域带来了全新的挑战。
笔者在此领域从事仿真分析工作近10余年,为了让后来者少走弯路,不踏坑,总结了一些在模流分析过程中的常见问题,抛砖引玉,与业内人士一起交流学习,总结如下:

1.软件选型:
2. 3D模型处理
细节要求:
1:薄壁区域去除,对于分析来说,笔者建议小于0.2mm的部分直接去除;
2:LOGO、小特征等去除;
3:嵌入件与塑胶求差,求差后,确认是否有薄片体;
4:倒角等网格直接忽略;
5:塑胶区域内无小孔、封闭穴等非设计区域空间;
6:求差后的塑胶模型,不要有线接触;
……
3. 网格类型选择:
3.1 3D网格&双层面
笔者在实际应用过程中发现部分用户仍然基于双层面去分析新能源连接器领域的产品,对于含有嵌入件、玻纤、厚度不均匀的产品,MoldFlow官方都不建议使用双层面网格,所以对于对于此类产品,建议使用全3D网格进行分析,对于冷流道,笔者不建议使用柱体单元,原因如下:
 上图所示,产品区域网格完全一致,使用柱体单元和冷流道分析充填过程;
上图所示,产品区域网格完全一致,使用柱体单元和冷流道分析充填过程;

上图所示,冷流道使用3D网格分析不同充填时间的结果一致性没有问题,而冷流道使用柱体单元的不同充填时间的充填趋势不一致;这显然与实际不符!
对于一模多穴产品,冷流道也不建议使用柱体单元:下图所示流动不平衡就是因为冷流道在充填过程中的剪切热不平衡导致的,因为柱体单元不考虑剪切热,所以如果想精确的分析所有穴位的充填平衡情况,冷流道就需要使用全3D网格;

基于以上所述,对于只适合3D网格分析的产品,冷流道都不建议使用柱体单元。
3.23D网格要求
在分析过程中,MoldFlow经常会出现以下提示:
层数不够:(零件中线上有节点的层数不足警告)

个别节点异常警告:(尖刺、锐穴、巧合节点等警告)
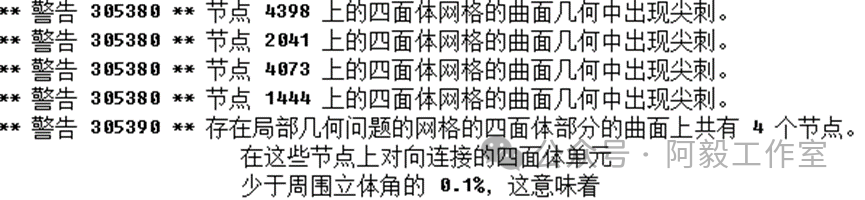
出现这些警告时,都会对充填分析过程产生影响:
如下图所示,MoldFlow都可以正常运算,结果正常终止,但是在3D模型完全一致的情况下,得到了不同的充填分析趋势!

产生上述问题的原因是,网格质量导致的:如下图所示,2个异常节点,导致结果异常;

Moldex3D对于网格问题会在分析前进行检查,质量不符合的不能进行分析;
3.3 3D网格划分标准
MoldFlow本身有3种3D网格生成类型:图层改进、波前和旧版,但是这三种类型产生的网格对于大部分模型都会有警告提示,而且还能提交计算,对于没有能力识别问题的用户,可能会产生与实际差异较大的结果;
Moldex3D的网格划分质量较高,一般情况下,只要顺利生成,质量问题几乎不用考虑,但是Molex3D对CAD模型的要求较高,会花费大量的时间处理3D部分;笔者建议的网格要求:
网格大小:<=平均料厚
冷流道网格层数>9层(一模多穴多个转折需分析平衡的>20层)
塑胶产品网格层数>10层
基于MoldFlow默认生成的网格质量较差,很难满足要求(网格数目尽量少,网格质量高),在此笔者建议使用第三方专业网格工具(HyperMesh、ANSA等等)进行网格划分;生成的产品网格和流道网格可以分开,对于一模多穴产品可以单独对流道层数进行加密等优势;(产品网格和流道网格孤立,可同时给MoldFLow与Moldex3D分析,对比分析结果时,可以排除网格不一致因素导致的差异)。

4.分析结果
笔者在多年的从业经历中,遇到很多客户或者审核人员用纯塑胶的理念来分析评估连接器领域的零部件模流分析结果,有不少乌龙事件。所以对于此类产品,需要制定全新的前后处理评判标准,对于不同企业需要根据其产品特点制定不同的企业级标准。下面仅针对流动平衡性、锁模力、流动前沿温度、翘曲结果做一些结果应用说明。
4.1 流动平衡性

上图所示,网格不一致(2mm->1mm),对充填过程影响大;网格尺寸小于1mm后,偏差减小,所以需要对网格大小、网格一致性做控制,分析结果的质量才能保证;

上图所示,MoldFLow生成的网格,两侧产品网格一致性较差,导致两侧的充填趋势不一致(虽然网格数目更多),使用第三方网格,控制了两侧产品网格完全一致,网格数目减少,而且充填趋势一致,结果更精准;
笔者在多个算例中,已经明确证实了网格质量对充填过程的重大影响(后续的保压、翘曲也连带影响),所以目前基本不再使用软件自带的网格划分工具;前处理网格划分基本转移到了第三方工具;无论是前处理网格划分效率还是模流计算结果精度、准确性、重复性都得到了大幅提升。
通过上面两个例子,也可以说明MoldFlow报告中,V/P切换时,流道平衡产品会出现压力不一致的情况,这种情况从CAE分析理论很难解释(现实中到容易,比如两侧的热流道、温度、光滑度等不一致等等),出现这类情况的根本原因就是因为网格质量(各塑胶产品网格不一致等)和求解器的稳健性(计算误差控制不合理)导致!
4.2锁模力
对于纯塑胶件双层面网格,MoldFlow计算的锁模力相差不大,但是对于3D网格,特别时含嵌入件的3D网格,MoldFlow计算的锁模力一般都是偏大的,经笔者研究,应该是因为含有嵌入件以后,出现多层网格,MoldFlow多层投影面积没有减去重复面积导致的;

上图所示,MoldFlow锁模力142Ton,Modlex3D 90Ton,MoldFlow结果偏大;
对于不含嵌入件,或者嵌入件投影面积较小的产品,两者差异不大;

上图所示,嵌入件投影面积较小,MoldFLow 13.2Ton,Moldex3D 11.3Ton
对于锁模力结果,MoldFlow目前所有版本对含有嵌入件产品的结果偏大的问题已经在多个产品验证(特别是嵌入件包裹面积大、重复多层的产品),选择注塑机台时,建议根据投影面积手动计算校核。所以DFM时不能盲目的相信软件的计算结果。
4.3流动前沿温度:
对于3D网格的流动前沿温度,MoldFlow目前所有版本的分析结果都有问题,受网格的影响因素较大,当局部有薄壁区域时,很容易出现低温区域;
产品模型完全一致,不同网格时,MoldFlow计算的温度差异;

网格、材料、充填时间完全一致,MoldFlow流动前沿温度差异大;
从上面的对比结果可以发现,3D网格计算的流道前沿温度温差较大,而且受网格的影响较大;相比较而言Moldex3D计算的结果温差分布略小;所以对于此项分析结果MoldFlow的评判标准不能沿用双层面的标准,应适当放宽;
4.4 翘曲分析结果
对于连接器领域零件,一般都不是外观件,所以平常的塑胶件的一些外观缺陷,一般情况都不太关注;此类零件最关注的就是产品尺寸,因为零件的厚度不均且构造不规则,产品的结构、材料、进胶点位置、嵌入件等都会对翘曲结果有潜在影响;
MoldFlow对于翘曲的影响因子有三个,结构、温度、玻纤,对于含玻纤和嵌入件的产品,翘曲原因分析中温度场不均的影响因子一般都很小,从笔者分析的上千个分析案例看,一般情况下翘曲结果因子:产品设计本身结构收缩的和玻纤分布各占50%左右;
Molded3D 2023版本对此类零件的翘曲分析做了增强,对于玻纤分布的影响因子分为了一致性影响和散乱性影响,对某些零件的翘曲计算结果更精确。
上图网格、材料、工艺设置完全一致,翘曲分析结果趋势、数值基本一致;

网格、材料、工艺完全一致,MoldFlow结果与实际严重不符,Moldex3D结果接近;

网格、材料、成型工艺完全一致,
Molde3D 2023翘曲增计算增强版结果大,MoldFlow结果较小;(待验证)
翘曲分析结果,对于大部分零件,两个软件计算的趋势、数值没有太大的差别;但是对于玻纤排向因子影响较大的零件,Moldex3D 2023翘曲求解器做了增强,对于某些零件计算结果更精确,这已经在实际中已得到部分验证;
翘曲分析结果的精准度对前期模具设计和后期试模修正和改善方案也有重大指导意义,所以此项结果企业需要基于产品特点、材料、注塑设备等做大量的工程经验积累和标准化。


