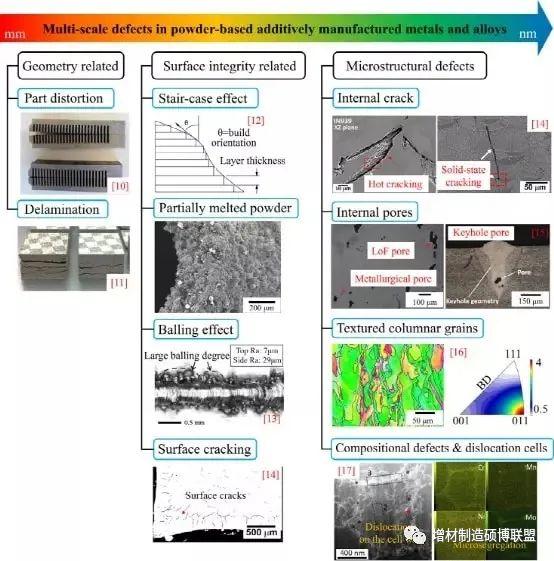
Graphical Abstract
论文原文下载见本文末
1.2 表面完整性相关缺陷
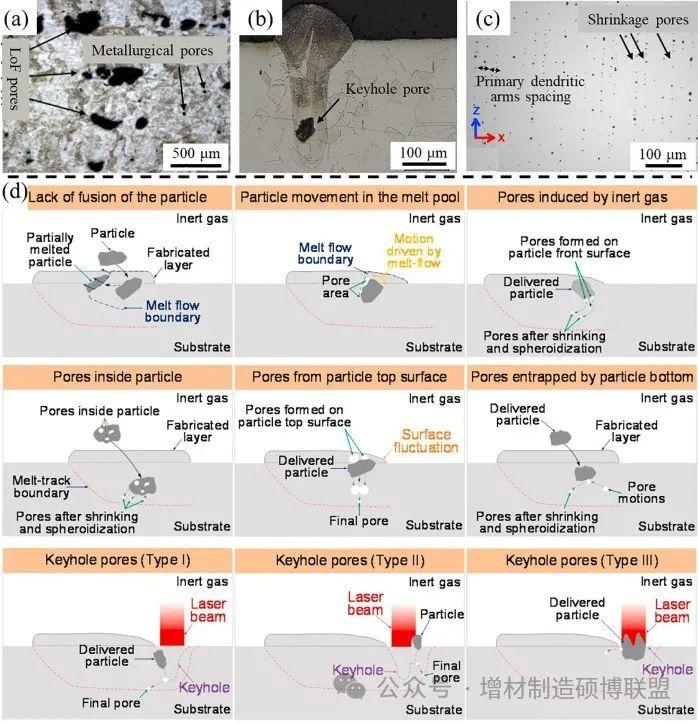
1.3.2 内部孔隙
1.3.3 组织缺陷
1.3.4 成分缺陷
2. 多尺度缺陷调控方法
2.1 残余应力控制
(a, b) 表面粗糙度作为分析粗糙度模型预测的倾斜角和颗粒分数的函数;(c) 多层 PBF 工艺模拟的侧面,以及 (d) 实验和预测侧面粗糙度的比较
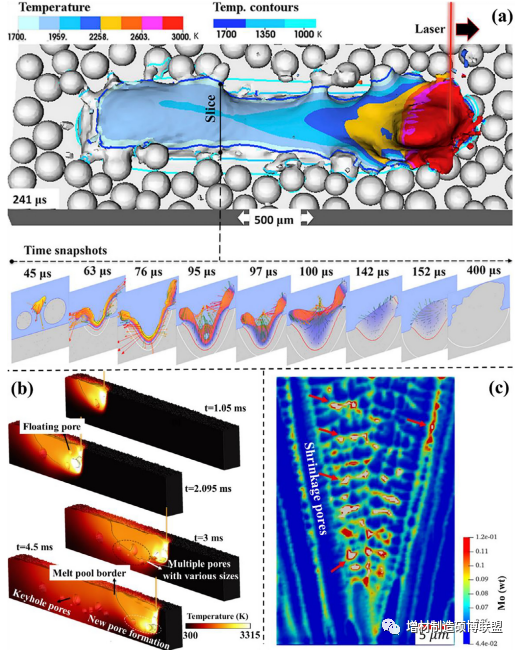
SS316L和 (b) Ti6Al4V LPBF 中熔池演化和孔隙形成的数值模拟;(c) Ni-Mo二元合金的AM中缩孔形成的模拟
Al7075合金的PBF打印:(a)标准原料粉末(b)加入纳米颗粒的粉末(c,d)树枝状生长模式从柱状生长向等轴生长的转变(e,f)添加纳米颗粒的晶粒细化和裂纹消除
(4) 热处理,通过对成形部件进行原位热处理或者后期传统热处理,改变晶粒形态。显微组织偏析与位错胞行为的控制主要通过控制打印过程参数来实现。此外,通过在PBF过程中施加原位扰动(如电磁搅拌)也可实现对微观组织与成分偏析的控制。
来源:增材制造硕博联盟