期刊“Journal of the Brazilian Society of Mechanical Sciences and Engineering”近期上线了由印度学者发表的关于金属基功能梯度材料增材制造的最新综述文章“Additive manufacturing of metal-based functionally graded materials: overview, recent advancements and challenges(金属基功能梯度材料的增材制造:概述、最新进展和挑战)”。
高温合金在过去的二十年中,增材制造(AM)技术引起了广泛的研究兴趣。增材制造技术是传统制造工艺的最佳替代品,可用于制造高度复杂的零件并减少浪费。功能梯度材料(FGM)是具有不同成分、微观结构和特定位置特性的异质结构,有利于广泛的应用。传统制造方法对FGM的制造限制限制了应用。增材制造方法的重大进步为制造复杂的FGM结构奠定了基础。由于AM工艺的可行性,FGM的应用急剧增加。FGM研究出版物的数量描述了对研究趋势的兴趣。AM被广泛用于制造各种FGM,但由于热性能、晶体结构和弹性模量的显着差异,FGM组件中出现的某些缺陷需要集中和系统的研究。AM过程取得了巨大进展,通过混合过程控制缺陷,使用人工智能(AI)控制设计和过程。该综述讨论了各种侧重于使用不锈钢、镁、钛、铜和镍基高温合金制造FGM的研究,揭示了使用AM技术制造优质金属基FGM结构所需的重要知识及其在确定未来趋势和挑战方面的优势,并总结展望了今后的研究工作方向。 在FGM中,化学成分或微观结构从一个或多个所需方向逐渐变化,导致属性从一侧平滑、逐渐地转变到另一侧。由于在不牺牲强度的情况下具有成本效益和减轻重量等优势,FGM比整体零件更受青睐。FGM在汽车、生物医学、海洋、制药、核能、石化和航空航天领域发现了它们的潜在应用。通过传统制造工艺制造的功能材料在热膨胀系数、弹性模量和强度等性能上表现出显着变化。由于原子结构的不匹配、热物理性质的差异以及对材料的热历史缺乏控制而导致的这种性质的突然变化导致残余应力的发展、开裂和脆性金属间相(IMC)的形成。在为航空航天部件选择材料以实现燃油经济性、材料成本和所需强度时,减轻重量是一个重要方面。例如,钛铝化物因其具有优异的机械强度、更好的高温特性和重量轻而广泛用于航空航天部件。尽管Ti2AlNb具有良好的强度和断裂韧性,但由于Nb含量增加,它不如γ-(Ti-Al)好,这会降低推重比。根据固相线温度,不同的热输入用于连接不同的材料。虽然熔焊工艺可以制造FGM,但通过熔焊方法连接异种材料会改变微观结构,导致高变形、残余应力和开裂。熔焊结构中的变形和残余应力是由热膨胀系数(CTE)和脆性金属间化合物(IMC)形成的差异引起的。由于制造限制、材料形式和过程中涉及的成本,传统的制造技术并不那么有效。
FGM在各个领域的具体应用如表1所示。自1972年Bever提出其理论意义以来,FGM的潜在应用增加了该领域的研究兴趣。截至2022年4月的出版物数量已从Scopus数据库中获得如图1所示,关键词“功能梯度材料”证明了FGM组件的研究兴趣呈上升趋势。FGM已根据阶段、微观结构、成分、材料特性等进行分类。使用AM技术的FGM制造被称为功能梯度增材制造(FGAM)。AM为生产FGM部件提供了巨大的潜力,可以精确控制其成分和微观结构。AM在创建FGM方面的主要好处之一是它能够生产具有连续材料渐变的三维物体。由选择性激光熔化铜-不锈钢FGM制成的涡轮盘和埃菲尔铁塔设计分别如图2a、b所示。


图1 关于FGM研究趋势的Scopus数据库信息(截至2022年4月的年度出版物)
图2 a由Cu10Sn(环)和316L(叶片)组成的涡轮盘b埃菲尔铁塔,其材料逐渐从Cu10Sn(底部)过渡到316L(顶部)。
尽管AM正在取得进展,但仍需要解决与特定工艺参数、材料特性和经济因素相关的挑战,以充分发挥AM在生产FGM方面的潜力。在这篇综述中,各种AM方法、先进的原料输送机制、金属基FGM的不同组合及其应用、微观结构变化和机械性能概述、制造困难、缺陷、FGM的4D打印、后处理、建模、真实-系统地介绍了时间监控和经济方面的问题。 AM主要被称为快速原型制作或3D打印,它已经存在了很长时间,通过原料的逐层沉积来制造复杂的设计。增材制造是一个综合术语,包括各种非材料去除工艺,如激光工程净成形(LENS™)、选择性激光熔化(SLM)、选择性激光烧结(SLS)、电子束熔化(EBM)、电弧增材制造(WAAM)、固态增材制造技术等。增材制造方法使用多种材料(橡胶、塑料、陶瓷、金属等)。1984年,立体光刻设备是3DSystemsCorp.的ChuckHull开发的第一台3D打印设备。起初,AM技术对于各个领域的应用来说成本太高且不切实际。然而,随着我们进入21世纪,成本急剧下降,AM得以将注意力转向多个领域。与传统制造方法相比,AM方法具有其独特的优势,例如对环境的影响较小、减少浪费、改善材料性能、缩短交货时间和生态效益。大多数已发表的研究作品都报告说,由于工艺参数不合适和缺乏对热历史的控制,增材制造加工部件的强度相对较低。 然而,该工艺的最新进展可以使制造的零件具有与通过传统途径制造的零件相当的强度。根据热源和原料材料,存在各种增材制造工艺。ASTMF42委员会和ISO/TC261共同为增材制造工艺制定了ASTMF52900标准。ISO/ASTMF52900的创建是为了帮助技术和学术界使用统一的商业术语和广泛使用的类似增材制造工艺术语。根据ISO/ASTM52,900:2021(E)标准,有七个标准类别的增材制造工艺,如图3所示。除了基于熔体的AM工艺(如DED和PBF),还开发了固态AM工艺(如摩擦搅拌AM、超声AM等)和混合AM工艺以克服复杂材料的制造挑战.最近的进步使得将多种材料结合到同一组件或印刷品中。与材料、方法和工艺参数相关的困难会导致组件失效。 图3 基于ISO/ASTM52,900的增材制造(AM)技术分类
多材料分级部件的制造需要特别注意选择合适的材料组合、工艺特性和后处理方法,以制造微型原型到近净形部件。FGM的AM研究最近才开始,仍处于早期阶段。某些DED和PBF技术在所有AM工艺中得到了很好的利用来制造金属FGM。因此,这篇评论文章回顾了用于制造金属FGM组件的关键DED和PBF工艺。
图 SS316/Ni20/Fe90功能梯度材料
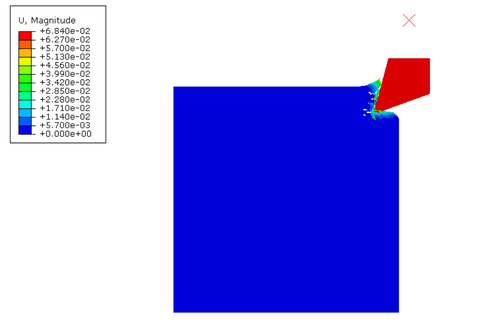
目前采用激光增材制造技术制备金属/金属功能梯度材料取得了一些进展,但仍存在一些难题需要解决,比如不同的金属材料结合生成金属间化合物,金属间化合物的生成会极大地降低材料的性能。宾夕法尼亚州立大学Bobbio等采用直接激光沉积制备了Ti-6Al-4V到Invar 36的功能梯度材料,如图所示。制备过程中发生了材料溢出和宏观开裂,开裂原因是由于梯度区域中第二相的形成,在冷却过程中由于不同相的弹性模量和热膨胀系数不匹配而产生残余应力,导致样件开裂,产生的第二相为FeTi、Fe2Ti、Ni3Ti、NiTi2。美国加州大学伯克利分校Reichardt等制备了具有V中间层的功能梯度Ti6Al4V-304L样件,脆性金属间化合物(FeTi类)的析出和σ相的形成被证实是样件开裂的原因,同时在三元相图的指导下,提出了优选的梯度路径,以避免不利相形成。在钛合金-高温合金梯度材料内金属间相同样会影响材料的性能。华盛顿州立大学Onuike等制备了Ti6Al4V-Inconel 718梯度材料,两种材料连接时在界面处直接发生了开裂和剥落,通过加入碳化钒,制备了一种复合材料作为中间过渡层,该过渡层隔离了两种材料,成功成形了Inconel 718-Ti6Al4V梯度结构,提高了结合强度,组织中避免了Ti2Ni、TiNi3等脆性金属间化合物相的形成,但发现形成了额外的Cr3C2相。大连理工大学吴东江等为解决Inconel 718-Ti6Al4V材料体系内存在的脆性金属间相过多的问题,对各组分的Inconel 718/Ti6Al4V复合材料内的金属间相种类以及相转变路径进行了详细研究,如图所示,提出了随动超声辅助激光增材制造的方式,采用超声能场对Inconel 718/Ti6Al4V复合材料的直接激光沉积过程进行了调控,改变了金属间相长链状的分布形式,均匀了元素分布,使得复合材料的弯曲强度有效提升,同时优化了梯度过渡路径,实现了Inconel 718-Ti6Al4V梯度材料的制备,并对过渡界面的组织形态及元素分布进行了分析,最终实现了Inconel 718-Ti6Al4V梯度栅格翼样件的制备。 
图 功能梯度样件制备情况
汽车、生物医学、航空航天、核能、海洋和其他关键行业使用不同类型的FGM,因为它具有比整体部件更显着的特性。AM允许工程师构建传统制造工艺无法制造的复杂、经过设计和功能分级的部件。通过AM工艺定制的FGM部件具有出色的耐腐蚀性和机械性能,为材料选择提供了突破。在这篇评论文章中,系统地介绍了制造FGM的各种AM方法、挑战和前景,并总结了最有用的信息:通过AM技术制造的金属FGM部件需求量很大,因为它提供了材料选择的自由以获得定制的特性。这提供了制造传统制造不可能实现的复杂结构的机会。在制造基于AM的FGM组件期间,应考虑影响性能的某些因素,包括材料热物理性能(如导热系数、熔点等)、冶金特性(晶体结构)、弹性模量的差异等,以实现关键应用的质量和可持续结构。不锈钢和镍基高温合金的组合因其晶体结构相容性而广受青睐。这些FGM主要用于需要在高温条件下具有出色的耐腐蚀性和强度且成本较低的情况。奥氏体不锈钢316L、Inconel625、双相不锈钢2205、Inconel718和Ti-6Al-4V是生产FGM部件最常用的材料。基于这些材料的FGM在核电站、化学反应器、压力容器工业、船舶和汽车部件中得到广泛青睐。 具有FCC⟩+⟩BCC或FCC结构的不锈钢与镍基高温合金熔点差异较小,Fe、Cr在Ni中的溶解度较好,可制备性能优异的多材料结构。各种研究人员使用AM工艺制造的不同FGM报告了出色的机械强度、更少或可忽略的微缺陷以及更好的腐蚀性能。此外,Ti与Ti合金和不锈钢的FGM也越来越受到关注。然而,由于Ti与Fe的溶解度不足以及晶体结构的差异导致易碎的IMC形成,FGM的AM加工仍然具有挑战性。在这种情况下,在Ti和Fe之间引入类V中间层材料(即Ti-V-Fe),因为V与Fe和Ti具有更好的溶解度。此外,基于AM的FGM生产将转向其他材料,包括用于各种关键应用的铝、钴基高温合金和镁合金。因此,应主要根据合金元素、热物理性质和溶解度来考虑为FGM部件选择合适的材料。 除了材料特性外,粉末几何形状、能量输入和扫描速度等工艺条件在FGM的增材制造中起着至关重要的作用。为了减轻与工艺条件相关的缺陷,正确选择工艺和工艺参数非常重要。应考虑热历史以及快速凝固。铜及其合金的激光吸收率差,熔点较高,在激光增材制造过程中会造成结合不足的缺陷。这可以通过提高输入能量来避免。Ti与Fe的结合需要更高的冷却速率以避免形成脆性σ相。由于梯度成分,AM工艺中使用的材料具有不同的特性,因此需要在沉积过程中输入适当的能量。 某些材料极易出现由复杂工艺条件引起的缺陷。在这种情况下,需要进行后处理或原位技术,包括原位轧制、喷丸或热处理,以获得定制的性能。混合AM工艺或后处理方法的发展可能有助于减轻缺陷。相比之下,WAAM工艺比LMD和LPBF使用更高的热输入;因此,WAAM处理的部件在尺寸上不如其他AM处理的部件精确,并且需要必要的机加工过程。 使用集成(相场-热力学-动力学建模)方法的过程模拟将有助于通过准确预测相变来获得组件中所需的微观结构。增材制造组件的制造质量对工艺参数高度敏感。在这方面,仿真和人工智能预测有助于节省设计、制造和质量评估的时间和成本。尽管AM在FGM制造方面存在一些挑战,但AM最近的进展具有制造复杂FGM组件的巨大潜力。