基于有限元软件的刀具切削仿真应用

当前,我国正处于由制造业大国向制造业强国转变的关键时期,装备制造业是实现产业结构调整的基础,切削刀具则是装备制造业的重要配套。一直以来,传统刀具切削研究以机床试验为主要方式,然而,机床试验设备成本高、耗时长,在一定程度上限制了切削刀具的发展。伴随着信息时代的到来,计算机科学和有限元仿真软件迅速发展,基于有限元软件的刀具切削仿真应用日益普及,为刀具切削研究提供了全新的思路。[1]
本文主要介绍了基于有限元软件的刀具切削仿真应用,通过使用神工坊高性能仿真平台进行全过程仿真,能够在一定程度上提高效率、节约成本,同时为实际加工制造提供参考数据,发挥重要的支持作用。

01
案例介绍
本案例使用Abaqus 6.14。
Abaqus的优势在于强大的非线性处理能力,通过热力耦合分析步直接对切削过程进行准确的仿真分析。
在Abaqus的Explicit模块下,有两种金属切削仿真的方法,一种是用温度-变形耦合算法,另一种是任意拉格朗日-欧拉算法,本文使用前者。
Johnson-Cook 本构模型
Johnson-Cook 本构模型和断裂准则诞生于上世纪八十年代,由Johnson和Cook提出,现被广泛应用于冲击领域。Johnson、Cook 等学者对OFHC铜、Armco铁、4340钢等材料进行了不同应变率和温度下的霍普金森拉杆、扭转试验,通过数值模拟与试验结果对比,标定了12种材料的Johnson-Cook本构模型的参数;提出了考虑大应变、高温以及高应力影响的断裂准则,并通过 Taylor 撞击试验与数值模拟的对比进行验证。[2]
02
全过程仿真流程
用户可使用神工坊高性能仿真平台进行刀具切削全过程仿真,通过web端即可享受“PC式高性能体验”,使用超算硬件资源和海量软件资源开展仿真工作,高效快速地进行研究。
以下仿真过程针对刀具切削过程中变形与摩擦集中的区域。
一、使用「图形应用」进行前处理
为了使仿真研究的针对性更强,有限元分析效率更高,故将正交切削模型进行简化。将刀具简化为刀尖模型,设置刀具前角为10°,刀具后角为10°;将工件简化为15mm×5mm×1mm的长方体模型。
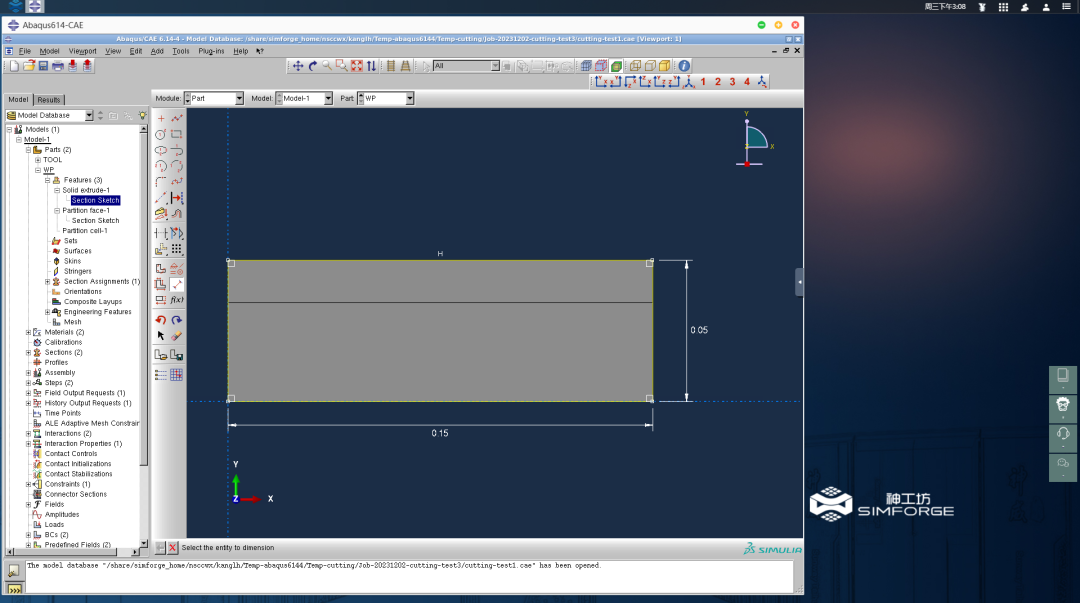
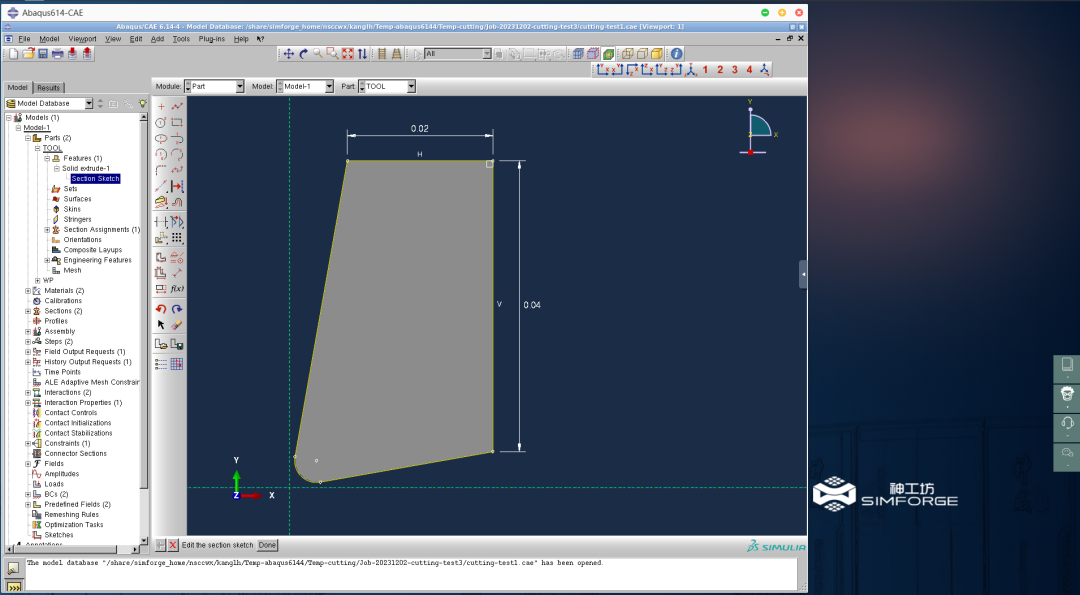
简化后的仿真模型
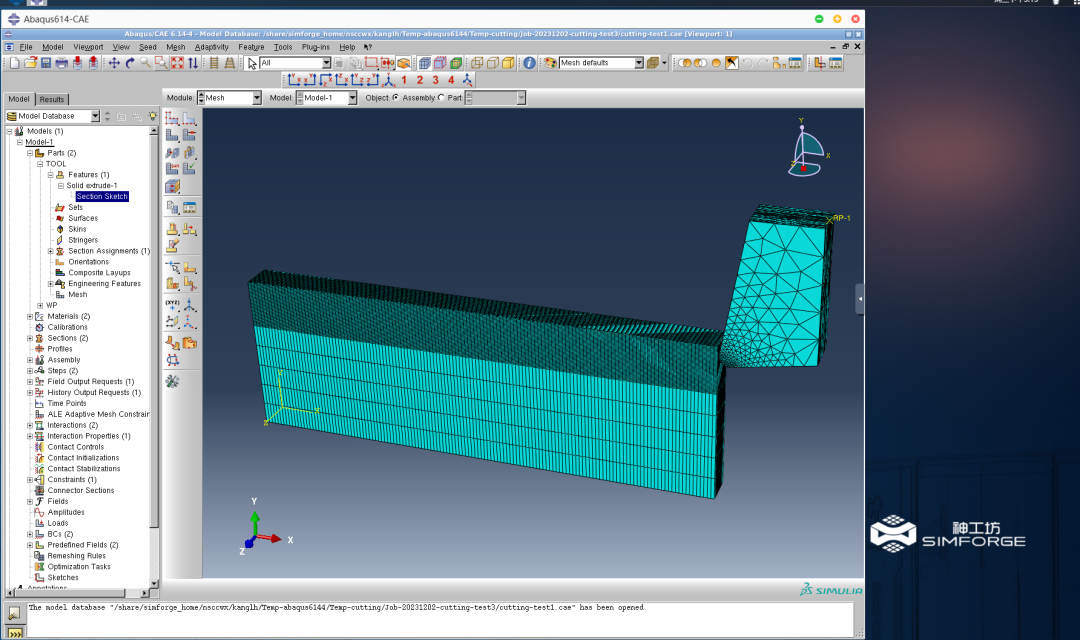
网格划分
材料属性设置塑性(Johnson-Cook)、热传导率、剪切损伤、比热等材料行为。
二、使用「仿真应用」进行仿真求解
将前处理过程的设置生成为inp文件后,使用神工坊高性能仿真平台「仿真应用」进行计算,后将inp文件提交至计算资源中。
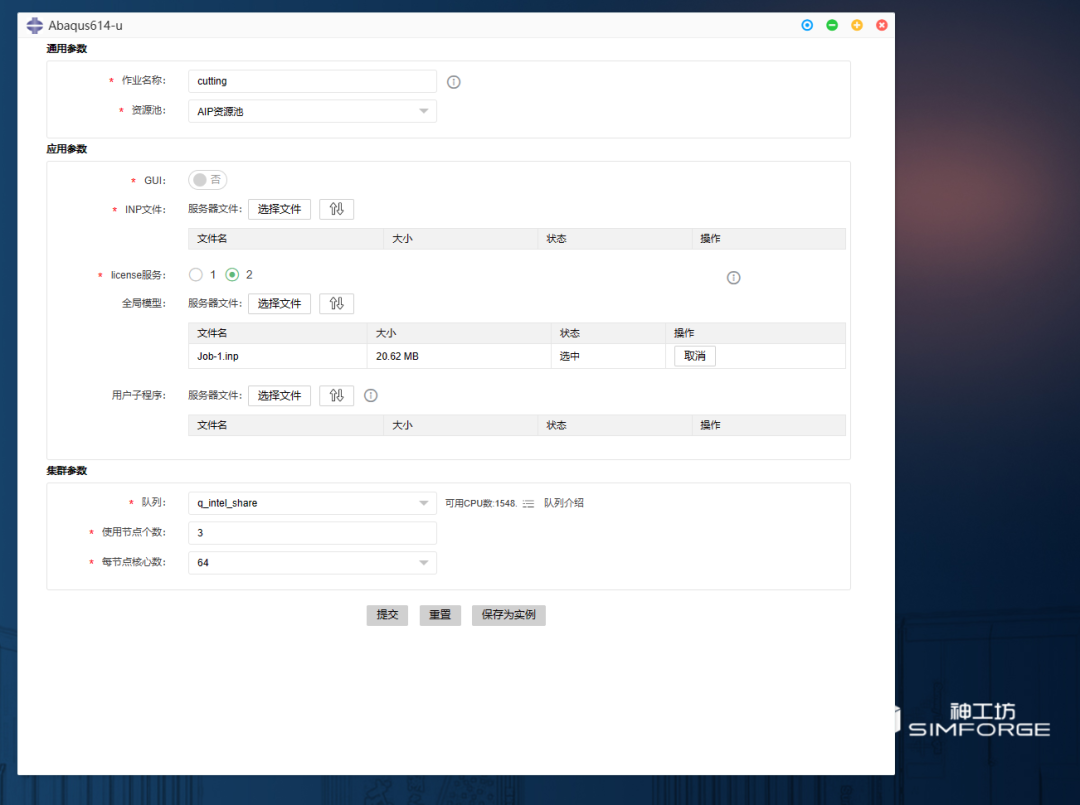
仿真求解过程
因仿真过程涉及热力耦合,条件较为复杂,故使用192核心进行计算,共用时11h13min完成计算。

神工坊高性能仿真平台计算时间
同时使用PC电脑进行计算,对比两者完成时间。计算过程使用电脑CPU的全部24核心进行,共用时46h27min完成计算。

PC电脑配置
PC电脑计算时间
相较于传统的PC电脑和个人工作站,使用神工坊高性能仿真平台能够显著缩短时间,实现更高效的仿真任务。
三、后处理过程
计算完成后,再次使用「图形应用」打开结果文件,可进行对仿真计算结果的分析。
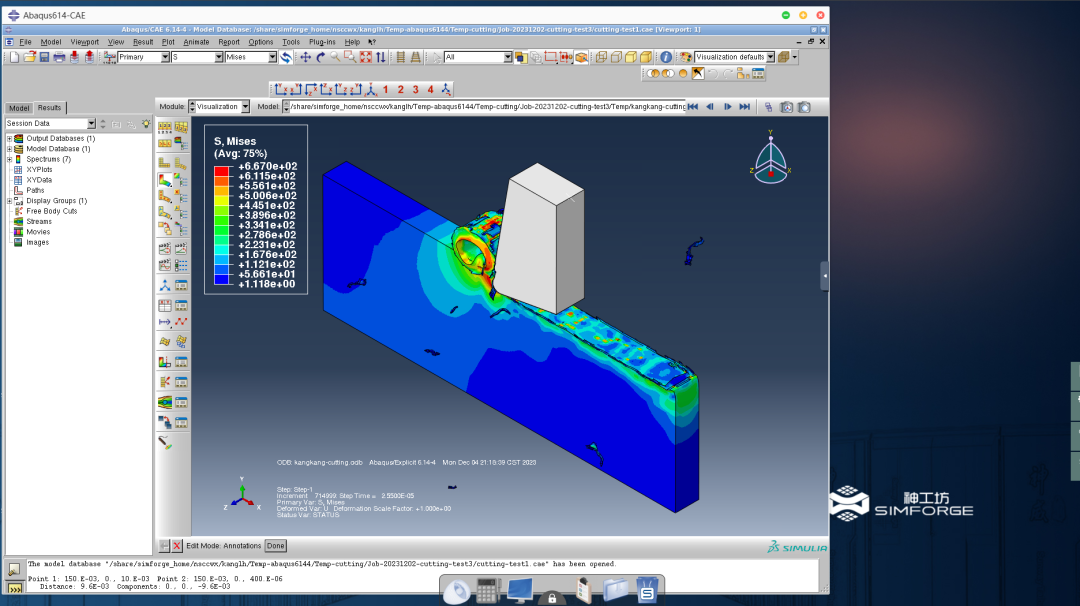
后处理过程

计算结果如下
本案例的后处理结果云图可反映刀具切削过程中的应力变化。刀具与工件材料之间接触区域的颜色较深,表示该区域的应力值较高,这是由于在切削过程中,工件受到挤压和剪切力的作用,产生了应力集中现象。
03
结论
作为国民经济各工业部门的基础配套产业,切削刀具对提高制造业效率起着不可替代的作用。为了满足制造业和科研工作者的仿真需求,神工坊高性能仿真平台可实现对刀具切削过程的模拟,助力提高刀具切削质量,减少制造成本。


