杨超凡·热塑性复合材料制造-新A320机翼翼肋
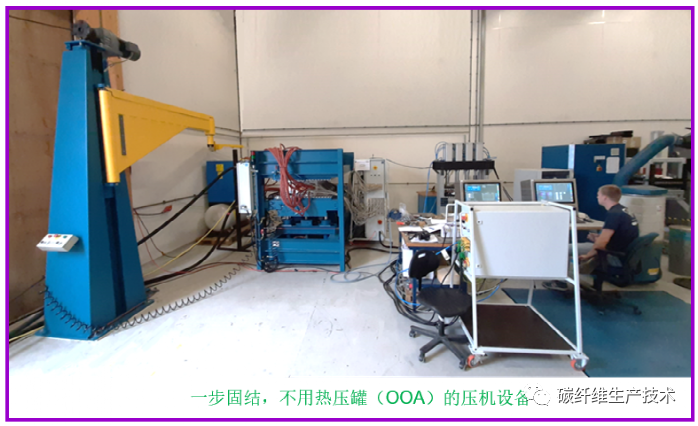
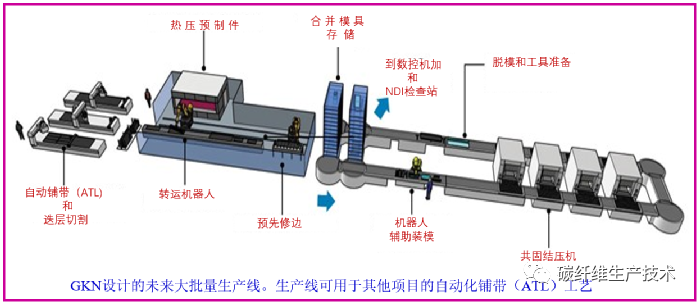
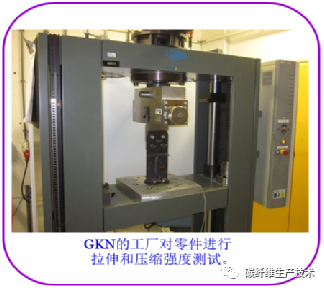
空客公司的WOT (明日之翼)项目于2015年启动,在过去的六年中,该项目致力于探索更具成本竞争力、更高产量的单通道、150座级民用飞机 —“新A320”机翼材料、制造和装配技术。“新A320”与商飞C919机型级别相当。GKN航空航天全球技术中心荷兰(Hooveun),GKN航空航天公司(布里斯托尔,英国)在WOT项目中非常活跃, GKN最近交付了一套具有成本竞争力的热塑性复合材料翼肋。由于WOT试验飞机将是复合材料机翼,GKN决定外翼4个根部大翼肋仍然用传统材料铝合金,其余翼肋使用复合材料制造。复合材料机翼中的复合材料翼肋有几个好处。首先,将复合材料与复合材料一起使用意味着材料之间的热膨胀没有差别,就像金属材料机翼上的金属翼肋一样。其次,你不会为腐蚀的问题担忧。复合材料也意味着重量减轻。重要的一点是,使用复合材料使检查更容易。飞机使用中对翼肋也要人工目视检查疲劳裂纹。由于翼肋位于机翼内部,这意味着需要在下机翼蒙皮上设计、制造大型椭圆形检查口盖,以便人员进入机翼进行检查。如果使用复合材料翼肋,翼肋的疲劳会减少,需要检查的潜在疲劳裂纹也会减少。检查变得更加简单和不那么频繁,不再需要在下壁板蒙皮上,设计制造检查口盖。将来的下壁板蒙皮是一个连续蒙皮。热固性或热塑性复合材料都可以减轻重量、耐腐蚀和无损检测。GKN考察了重量、成本和工业化程度,在比较了不同的技术后,选择了热塑性复合材料,因为它在成本方面最有潜力,也最有商业价值。交付给空客的试验机翼肋,使用了Solvay(苏威)的APC碳纤维/聚醚酮酮酮(PEKK-FC)预浸带,该预浸带基于该公司的Novaspire PEKK-FC(FC)快速结晶配方。东丽先进复合材料低熔点碳纤维/聚芳醚酮(PAEK)材料也被评估为未来翼肋结构的一种选择。注: Novaspire 是加利福尼亚州圣莫尼卡市的一家树脂公司典型的单通道飞机机翼上有20多个翼肋。热塑性复合材料演示翼肋是试验机机翼上的第14号翼肋。试验翼肋90厘米长,24厘米高的热塑性翼肋具有一个垂直的腹板和双向8毫米厚、沿翼肋底部长度的角材。为了满足重量要求,腹板只有7毫米厚。为了防止屈曲和增加刚度,腹板采用3毫米厚的加强角材进行加固,角材采用GKN的焊接技术,以形成牢固的,连续接头。首先,将单向(UD)热塑性胶带切成正确的宽度,并使用层压机将扁平元件预制成两个L形腹板预制件。腹板预制件、底部角材预制件、以及组成纵梁的较小预制件和注塑填充元件均装入工具中,该工具放置在模块化共固结压机内,该压机类似于树脂传递模塑(RTM)压机。压力机关闭,气囊系统用于从水平和垂直方向产生压力,模拟热压罐中的压力。一个集成的电阻加热系统使复合材料在冷却固化前短暂地达到熔融温度。GKN将大部分开发工作投入到工具的调试和优化上。该系统设计为模块化;工具可调节,以适应不同尺寸的翼肋或其他类型的零件,同时保持相同的加热和冷却系统。压机设备可以容纳零件长达6米,其中也可以包括其他板件或梁。过程控制系统是热塑性复材加工的关键。热塑性复材在比热固性塑料更高的温度下熔化,并且必须在受控的、一致的过程中冷却,以尽量减少翘曲并最大限度地提高韧性。从头到尾控制准确的过程非常重要。加热循环的热管理也非常重要。特殊的工具特性用于使薄的、集成的加强角材能够轻松地从工具上松开。脱模后的零件接近净形,然后进行修整,形成成品零件。从进入压力设备到出设备,整个过程大约需要45分钟。这意味着大约8小时生产15个翼肋。它最终只是一个简单的制造过程。联合加固不同形状的预制件,制造翼肋底部的双向角材,用焊接技术加固腹板。最终,将材料的所有元素放入工具中,然后在一个加工步骤中制造一个同质零件。2019年末,翼肋组件在GKN工厂进行了测试。测试结果它很坚固,很坚韧,很容易制造。与铝合金相比,热塑性复合材料具有显著的重量节约和成本竞争力。该公司已经向空中客车公司交付了三套翼肋,其中一套翼肋将装入试验机翼测试。“新A320”机翼翼肋使用热塑性复合材料制造,是一项重大突破。至此,将出世的“新A320”机身客舱段是用热塑性复材;机翼壁板蒙皮、梁用热固性复材,它是民用飞机全机复材用量最多的机型。“新A320”一旦进入民机市场,现有的单通道、窄体、150座级民机,将无能为力与它在国际市场中竞争。注:本文根据2021.4.13《Wing of Tomorrow ribs: One-shot, thermoplastic, OOA consolidation》编译。杨超凡简介:飞机制造高级专家,近年专攻民机复合材料。原航空工业部首批研究员级高级工程师,享受国务院特殊津贴。
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2024-01-06
最近编辑:10月前