CCDC是位于美国新泽西州的研究型机构,其在金属增材制造(AM)领域处于领先地位。CCDC如今在推进旨在探索增材制造创新能力的计划。该机构拥有许多增材制造系统可供使用,包括一台激光粉末床熔融 EOS M290 打印机,可打印钢(4340/4140/17-4)、铬镍铁合金及钴铬;一个电子束系统;一台 ARCAM A2X 打印机,可打印钛、铬镍铁合金及钴铬。此外,还有各种各样的支持与试验设备可供用于:粉末合成(等离子体反应器、高能磨机)、后处理(HIP、热处理、表面精加工)、在整机车间进行机加(EDM、CNC 等)、试验(拉伸、夏比冲击、硬度)以及零件表征(扫描电镜、粒径分析、X 射线荧光与衍射、氧 / 氮源分析)。CCDC机构希望能够使用增材制造设备通过逐层激光粉末床烧结工艺来制作原型、开发并制造金属部件。增材制造有着巨大的潜力,能提供比传统制造方法更广阔的设计灵活性,可实现快速成型、零件减重、创新零件设计、缩短开发时间以及全方位的制造灵活性。增材制造可以提供更加灵活和便捷的零件替换解决方案,也可以减少单点故障。CCDC机构已确定出所需所用的六个增材制造技术应用领域:1. 创新材料:面向非商业现货材料的新型粉末合成;2. 快速成型:在同一个构建盘上进行多次构建迭代以便优化设计。可小批量生产用于样机试验;3. 更换零件:研究特性相符但交付时间更短的部件更换方式;4. 创新设计:研究设计对传统机加来说有难度或不可行的新式金属型产��系统部件;5. 快速列装:研究增材制造技术, 攻克将金属增材制造带到现场的挑战;6. 过程监测:设法开发定制的现场监测硬件,这些硬件可由现有设备改造。为了充分发挥增材制造的优势, 须对制造的过程进行研究和鉴定。用于金属型产品系统的零件验收合格意味着必须定义可重复使用的增材制造设计与工艺数据。激光粉末床熔融技术的质量策略是什么?
CCDC机构注重面向增材制造材料和参数的增材制造工艺开发,同时还制定质量保证规定和要求,编制制造准则,以期用新方式制作出强大、可靠的激光粉末床熔融部件。为此,挑选了用于验证和测试的新的试验部件。该团队希望建立起增材制造部件的鉴定和认证流程,然后通过制造指南将这一流程传递到内部政府设施和增材制造行业。此外,CCDC还希望在集团规模内分享增材制造工艺知识,建立与其发展路线一致的增材制造产品知识库。
推广金属增材制造的成熟应用,会有哪些挑战?
CCDC所需交付零件(使用金属增材制造方式)的验收,需要依赖一个鉴定和认证流程。但是,增材制造的材料特性、工艺参数及部件性能之间的关系极其复杂,而零件各不相同的几何特征进一步增加了其复杂性。此外,可供选择的源材料和增材制造设备的种类极多;对制造商而言, 原材料必须是成熟的、可靠的,必须明确内部规范、工艺条件等,以确保零件质量;必须采用现场监测技术并加以改进,认识到技术进步有可能会引入��前未曾预见到的制造变量。
增材制造标准仍处于不断发展之中,还需要学术界、行业、政府机构及其他方面继续协作,推动标准的发展。此外,在增材制造设计方面,需要向产品设计师推广宣传增材制造的新理念和约束标准。
目前,上述种种挑战的共同作用阻碍了增材制造工艺的广泛普及,针对增材制造中数字化产品数据的情况,必须实现一个可控的电子数据管理与共享系统 —— 并在增材制造之前确定所需要使用的硬件软件类型以及各项参数等数据。
CCDC机构的目标
CCDC机构的目标是,使粉末床熔融增材制造技术成为符合要求、切实可行的制造工艺,作为替代方案用来制造所需金属系统部件。为此,需要通过开发工作解决整个制造工艺中多个领域的难题,由此才能生产出可接受的增材制造部件。有一种增材制造基准试验方法考虑到化学性质、粒径及流动特性,采用 4340 钢粉末。在制定增材制造工艺参数时,重点放在能量密度范围上;同时拟定了实验设计(DoE),通过制造的 325 个样品来考察以下参数:
1. 激光功率
2. 扫描速度
3. 扫描线间距
4. 能量密度范围
对上述制造的每个增材制造零件, 从微观结构、密度、疏松度及硬度的角度进行评估。将它们的机械性能与经过应力消除、淬火及回火热处理的锻钢进行比较。
对于每一个力学试验件,连续打印四个完全一样的打印件,以便评估工艺可靠性。该团队重点关注打印件内部及相互之间的位置和方向的差异性,同时收集拉伸、硬度、密度及韧度数据。并依照 AMS 2759 标准通过热处理对样品进行正火处理。
增材制造基准结果
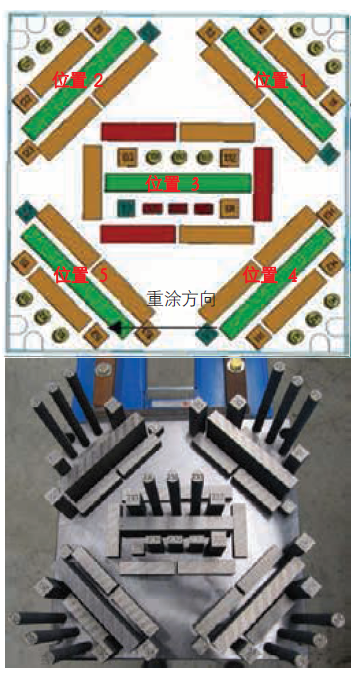
图1:基准钢 3D 打印试验中零件在基板上的位置
这些试验表明,沿 XY 方向打印零件的伸长率要比沿 Z 方向制造的零件高出 12%。极限抗拉强度(UTS)、密度及硬度值与锻钢性能相当。在所有的打印件中,在位置 2 打印的零件(图 1 左上方) 的机械性能最低(相差 9%)。位置 2 和 4 的打印件在 Z 方向的拉伸数据值是最低的(参见图 2 中的表格)。这是因为打印机的过滤器接近满时气流变差。此外,还要考虑许多增材制造工艺条件,例如粉末覆盖、构建盘材料/状况、回流气体过滤、气体流速、零件方向以及零件在底层构建板���的位置,必须控制这些参数才能得到一致的增材制造零件机械性能。因此,需要制定制造计划并规定操作规范,以确保制造的零件与规格一致。
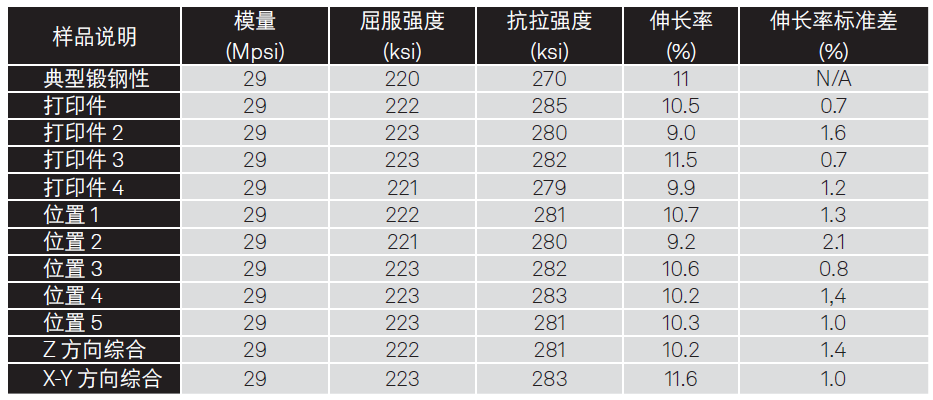
图 2:图 1 中不同打印位置的基准增材制造样品的机械性能结果
使用不同的打印机类型对增材制造基准试验的影响
为检查不同的增材制造打印机的影响,挑选了六台商用增材制造打印机以“循环”方式打印同一个零件以示差异性(参见图 3):
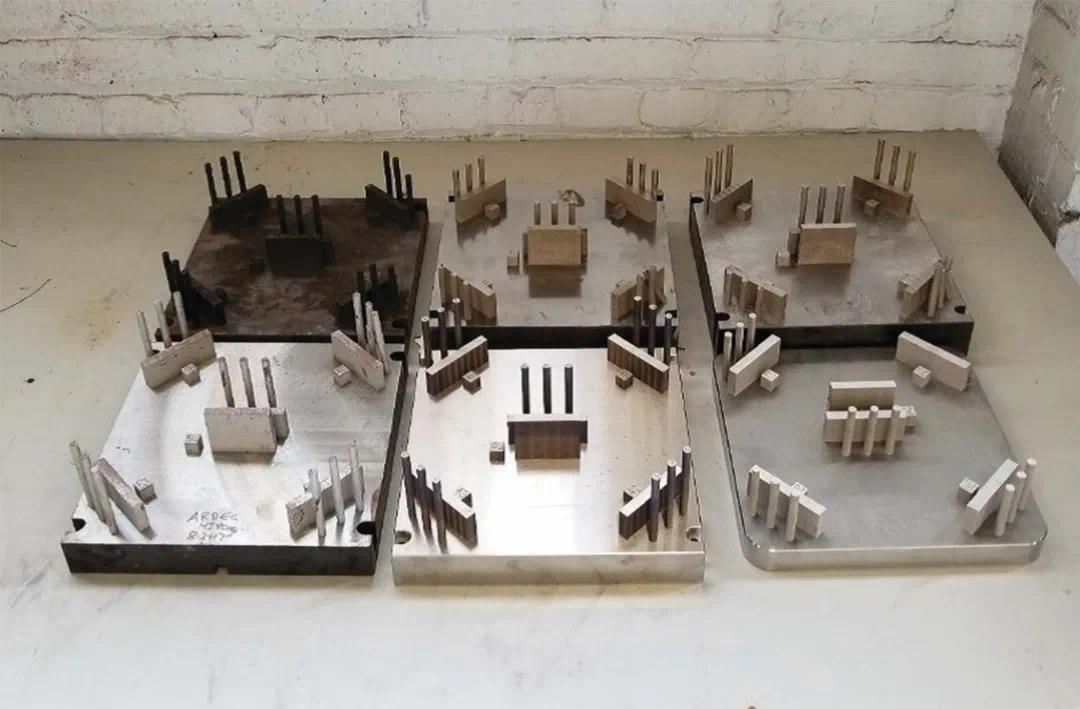
图 3:六台增材制造打印机以同样的方式打印同一套零件的结果
• 所选择的设备包括 EOSM290、ProX320、SLM 及 EOSM280
• 4340 钢粉末取自同一批次,以尽量减小差异性
• 编写了一份制造指南发给所有参与方,里面概述了制造工艺的所有主要方面
• 循环试验的目的是在采用相同或者等效工艺参数情况下,研究材料特性与打印方向、等效板位置以及不同设备类型是关系。
增材制造工程仿真的数字化数据的存储挑
特别CCDC所制造的产品及相关数据具有较高的保密性要求,增材制造中的数据安全至关重要——在增材制造过程中如何充分保护数字数据呢?如何实现数据共享?尤其在存在不同网络安全协议、基于云的解决方案尚未广泛采用的情况下。此外,就数据分类而言,数据汇总会使分类增加, 因此需要一个灵活可控的系统。一直以来,各类用于金属增材制造的OEM 打印机商使用了各种各样不同的数据格式,没有标准化的软件或者文件格式。
目前而言,还没有统一的文件结构用在数据组织方面,然而采用增材制造技术会生成大量的数据。
甚至单次制造就能生成一系列复杂的数据。制造过程监测解决方案需要较大的文件存储空间和带宽,因此要采用数据存储解决方案。事实上,有必要记录增材制造的工艺谱系。需要有打印制造的历史记录,以便实现与现场性能相关联的数据跟踪和分析,而无需重复的工作,从而使团队能够从错误或成功中学习。要做到这一点,IT基础架构就面临重大难题:如果不同的分支机构和中心之间没有统一的软件和网络系统,那么就很难对增材制造的零件进行批准和数据共享。
MSC的 MaterialCenter 是CCDC机构增材制造数据的管理方案
为应对增材制造的数字化数据挑战,需要一种可用于数据的追溯、存储及分析的软件解决方案。CCDC机构采用 MSC 软件的MaterialCenter(图 4),并制定了一种增材制造数据模式,能够存储所有的打印机参数以及相应的材料属性。并通过与 M/S Excel 集成来映射和导入自定义模板。收集的数据有:
• 打印机信息
• 零件数据(CAD/STL/MAGICS 文件)
• 初始粉末性能
• 打印机制造参数
• 构建布局和方向
• 激光参数
• 后处理
• 金相分析
• 力学试验数据
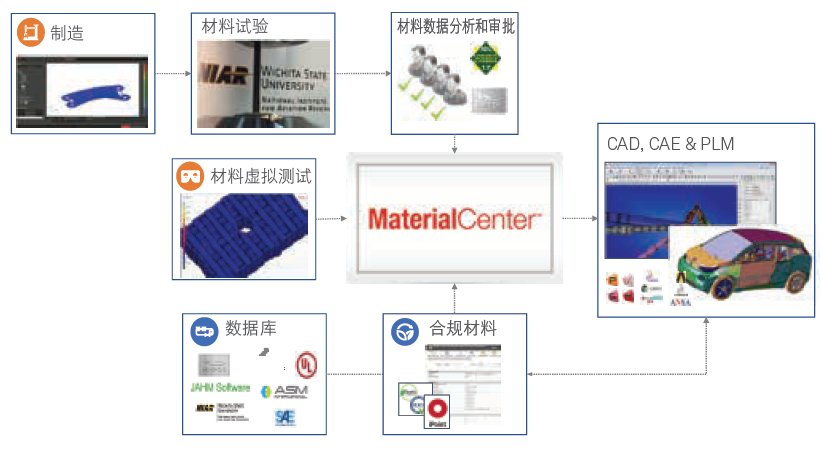
图 4:MaterialCenter 处于整个增材制造生命周期工作流程的核心
采集整个增材制造材料生命周期数据
图 4 给出了增材制造的数据跟���流程,图 5 所示为增材制造流程的两个组成部分:

图 5:将数据管理应用于增材制造工程
1. “试验左侧”:采集用于制作零件或试件的制造输入信息。试验的这一侧利用了MaterialCenter的工作请求、谱系及流程功能。MSC 软件的MaterialCenter 可对试验试件进行全程跟踪,即从原材料一直到试件制作流程结束(图 6 )。该团队对材料与环境、批次/试件编号以及零件检验进行了跟踪。

图 6:增材制造数据总流程图
2. “试验右侧”:对材料产品从试验到交付的过程进行跟踪。
CCDC机构通过把MSC MaterialCenter 与另一款PDM系统集成,组合实现 ePDM 系统作为CCDC机构的增材制造总体中央数据系统——如图 7 所示,其中以简图的方式给出了面向增材制造的中央数据系统应用,以及其中MaterialCenter 的集成。
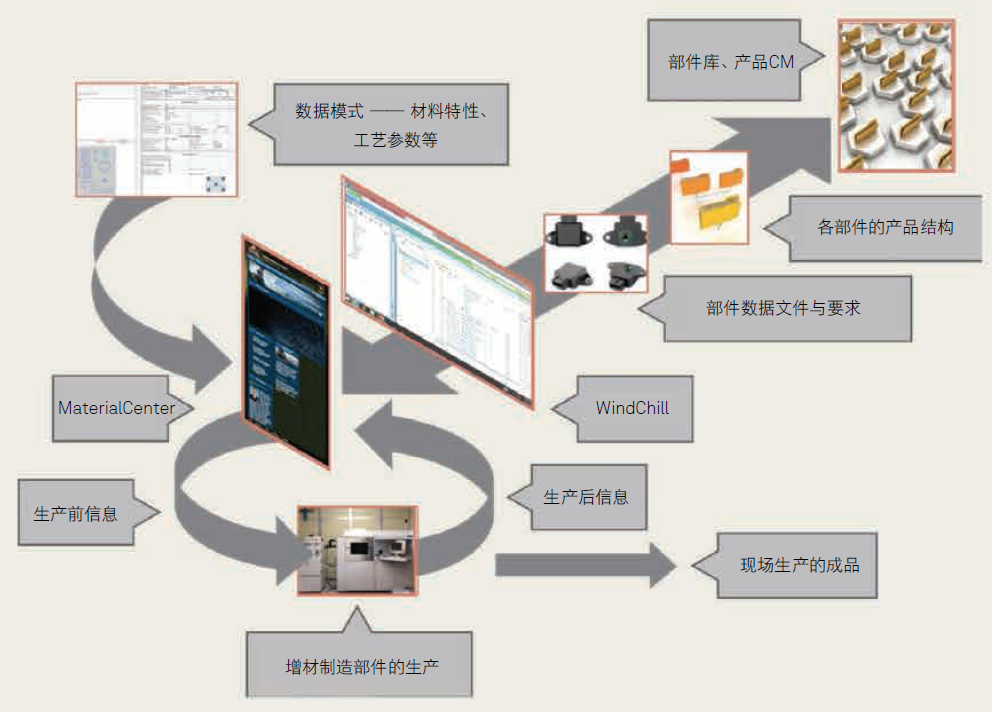
图 7:由某PDM系统 和 MSC MaterialCenter 整合而成的面向增材制造数据 ePDM 系统
该系统的优势在于,它的版本控制跟踪始终能保持数据是最新的;它能减少重复性工作并因此降低成本;它是通用的文件管理系统,可用于追溯数据、文件安全、历史存储等;它提供了更好的协作环境,便于协调工作;它可以通过标准化的文件系统和配置更快速地制造出难以更换的零件;它能生成用于标准化和验证的通用数据模型;它是衔接各个系统的唯一数据来源;它提供了真正的增材制造生命周期配置管理。简而言之,我们要想让增材制造像传统的制造技术、材料及工艺数据那样“好用”,就必须通过这种企业级 ePDM 方式与零件数据建立联系。





