两机叶片丨航空发动机叶片的加工制造及再制造技术

航空发动机的设计能力可以彰显国家军事领域的实力、科技发展水平及综合国力。航空发动机的加工与制造属于一个复杂且困难重重的工作,当中叶片部件的制造是其重点和难点。叶片曲面的精度关系到航空发动机的品质。该文论述叶片制造过程的关键技术,除了叶片的正常加工过程,针对其主流的缺陷,对于航空发动机叶片的再制造技术进行介绍,指出再制造相应技术的主要原理以及优势和缺点,并对叶片再制造技术的趋势进行展望,以期为同行业的发展提供参考。

近年来,伴随着国内的航空事业的高速发展和进步,我国的航空工业进行了大力的投入、并且进行了大量的新产品的开发及新技术的研究和攻关。航空发动机的产品质量和工作效率的大幅度提升,其中叶片部件是核心,因此航空发动机叶片的关键制造技术一直以来都是广大科研工作者重点关注的项目,叶片部件最终产品的优劣直接关系到整个航空发动机的主要性能指标。因此大力投入科研力量,显著提升航空发动机叶片的加工制造技术水平,进而大幅度提升航空发动机的推力和可靠性,必将显著推动我国的航空工业取得跨越式发展和进步。
航空发动机的叶片长时间处于高温、高压及高速的“三高”状态下运行,因为多种随机载荷及高温气体的作用与侵蚀,导致其耐磨程度、抗疲劳能力显著降低,甚至还会发生裂损等问题。早期叶片部件的再制造技术没有获得有效的推广,导致一般情况下的损伤叶片无法有效获得修复,只能报废,造成了比较严重的浪费现象。
1 航空发动机叶片部件的分类及主要作用
航空发动机装置是整个飞行器的核心,在航空发动机装置中,通过的气流在其内部的主要过程是进入进气道→风扇→压气机→燃气室→涡轮→尾喷口(图1)。上 述几个部件之中,压气机装置、燃气室及涡轮部件都很重要,其中最重要并且数量较多的一类零部件是叶片,因其复杂的结构特点,一直以来都是航空发动机装置中加工难度最大的零部件[1]。
1.1 叶片的主要分类
根据结构,航空发动机叶片可分成燕尾榫头类型的叶片、方榫头类型的叶片、枞树榫头类型的叶片、轴类叶片及销钉榫头类型的叶片等种类。按照功能可分成压气机装置的叶片与涡轮装置的叶片。根据气流的温度场分布可分成低压叶片、高压叶片等。根据产品材质可以分成不锈钢材质的叶片、铝合金材质的叶片、高温合金材质的叶片及复合材质类型的叶片等。通常在燃气轮机中的叶片主要是不锈钢材质的,在航空发动机装置中的叶片以钛合金材质与高温合金材质为主,某些情况下可能使用铝合金材质的叶片。

图 1 航空发动机内部结构图
1.2 叶片的主要作用
一般来讲,压气机装置与涡轮部件是用于实现气流转换功能及转换气流运动方向的功能。为此,配置在压气机装置中的叶片部件是具备增压能力的零部件,飞行器工作的时候,空气通过进气道流入到发动机内部,压气机装置上的叶片实现将空气压缩的效果,此时内部的气流压力及温度数值发生显著增大,使之符合进入燃烧室的要求。涡轮上的叶片部件具备减压的能力,能够将燃气过程发出的能量转化成为涡轮的功进行输出。
2 叶片加工制造的主要材料
航空发动机的主要性能指标,主要取决于其中叶片部件的型面设计及加工制造的水平。一般来讲,叶片的材质需要具有合适的热强性、抵抗高温腐蚀的性能及抵抗高温疲劳的相关性能,保证其在高温环境下运行过程的稳定性和安全性。
2.1 变形高温合金叶片
此种材质中如果增加钛、鸽等元素,可以持续增加其材料性能,不过其热加工性能将会有所降低。如果加入合金钻后,能够显著改善其综合性能并且增强其在高温条件下的稳定性能。
2.2 铸造高温合金叶片
随着航空发动机中叶片结构的造型日趋复杂化,叶片部件的品质和性能都获得了大幅度提高。铸造高温合金通常情况下多用在涡轮类型叶片及导向类型叶片的加工制造过程中。
2.3 超塑性成形钛合金叶片
因为钛合金材质是一种轻合金,其在高温的环境中有比较优秀的拉伸能力及疲劳强度比较高等优势。所以该材料多用于某些宽弦或者尺寸数值较大的压气机装置的叶片上。
2.4 新型材料材质的叶片
目前国内外广泛进行了叶片新型材料的研究工作。目前定向凝固类型的高温合金、单晶状态的高温合金、陶瓷类型的叶片材料等新型材料已经大量应用在叶片的加工制造领域。
3 航空发动机叶片部件的关键加工制造技术
目前国内航空工业领域中发动机叶片部件的加工制造技术方面,其主流的叶片材质是以金属和复合材料为主,因此本文重点介绍这2类材质的航空发动机叶片的加工制造过程,阐述目前国内航空工业中有关叶片部件的加工制造方面的主要技术。
3.1 数控铣削的加工制造相关技术
通常来讲,如果待加工的零件具有相对复杂的曲面结构,加工的工序比较多,并且是尺寸精度要求相对比较高的情况,需要采用数控铣削加工的相关技术。因此在航空发动机叶片零件的加工过程中,广泛采用数控铣削的加工方式,一般情况下采用多轴类型的数控铣削机床来加工叶片的榫头及叶身的曲面造型。航空发动机叶片的数控加工过程是基于锻造之后的毛坯件,通过粗加工过程、半精加工过程及精加工过程等多个流程和步骤,采用计算机为主的数控操作模式实施高速的加工制造和处理,最后能够高质量地完成航空发动机叶片的外形尺寸特性及零件表面完整程度。此种加工技术广泛应用在压气机装置叶片的加工制造的过程之中[2]。数控铣削加工过程如图2所示。
3.2 数控强力磨削加工制造技术
数控加工制造的技术中,强力磨削方法是一类在普通磨削技术的基础上开发出的一类新型的磨削加工制造方法。普通的磨削加工一般是应用在精加工的流程之中,强力磨削技术则具有更广泛的应用领域,可以用在无需粗加工的情况,也可用在精细加工制造的环节。其能够把精细加工及粗加工方式实施合理的融合,实现大幅度提升加工效率的目的。除此以外,针对某些难以加工的镍基为主的耐热合金材质,使用数控强力磨削加工技术具有明显的优势。因此,此类加工技术能够广泛应用在航空发动机装置的热端部位,比如涡轮装置叶片及导向装置叶片的加工和制造过程。
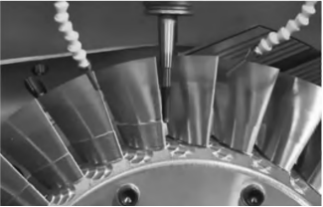
图 2 数控铣削加工过程
3.3 高速电火花小孔加工相关技术
高速电火花小孔加工相关技术,其主要的加工原理是在加工设备和待加工工件间持续地生成放电的电火花,依靠放电作用时出现的局部、瞬态的高温效应将金属腐蚀和移除,加工设备上的工具电极部件进行高速的旋转及进给动作,同时高压的工作液会从电极的管内向外喷射,快速把电化学的蚀物除去。这种加工技术一般用在涡轮装置导向叶片零件冷却用的气膜孔结构处的加工制造过程中。
3.4 高速拉削加工制造相关技术
高速拉削类型的加工技术指的是应用特殊的拉刀逐齿从待加工的零件上去除薄薄的一层金属材料,最后使得零件的表面满足较严格的尺寸精度及较高的粗糙度方面的要求,属于一类效率比较高的先进加工制造技术。此类技术一般用在批量比较大的零件的生产过程之中。适用于枞树类型的榫头及燕尾类型的榫头部位的加工制造流程。
3.5 3D打印的增材类型的加工制造技术
在航空发动机装置的叶片加工制造过程中应用3D打印相关的技术,是近年来开发的一类新兴的制造技术,和常规的叶片零件加工制造技术不同。3D打印技术的核心理念为“增材制造”的思路,和常规的“减材制造”类型的加工工艺之间存在着本质上的区别。3D打印相关加工技术具有非常多的优势,是可以把立体空间层面上的加工制作流程转化成2D平面空间的相互叠加的一个制造流程,加工的过程可以完全摆脱模具及其他辅助工具,仍然可以加工形状相对复杂的各类零部件产品,执行效率及最终成品的品质都将获得大幅度的提升[3]。常见的3D打印设备如图3所示。
4 航空发动机叶片部位的典型缺陷
4.1 损伤类缺陷
航空发动机装置的叶片部件在其工作的过程中将会受到离心类型的载荷、气动类型的载荷和振动类型的载荷等多类外加载荷的复合作用,并且承受了高温状态的燃气的腐蚀,在上述载荷的长时间作用之下,出现裂纹、磨损、腐蚀及断裂等损伤类的缺陷。
4.2 附着类缺陷
在航空发动机叶片工作的过程之中,由于其受到多种外在载荷及高温燃气共同作用,长时间以后在叶片的表面边缘位置可能会因为烧结效应而出现积垢的结构,这样的现象也称为积碳。积碳增多之后将会显著改变叶片零件的外形、大幅度降低叶片零件的表面品质,最终严重影响叶片的空气动力学相关的性能及热力学方面的性能。并且长久累积的积碳,随着厚度值的持续增大,将会严重影响涡轮的效率,并且其还会掩盖叶片零件的表面损伤问题,对于叶片的修理和检测工作带来不利影响。
5 航空发动机叶片部件的再制造相关技术
针对航空发动机叶片零件的再制造相关技术,主要可以分成增材类型的再制造相关技术和减材类型的再制造相关技术这2大类。
5.1 增材类型的再制造相关技术
(1)激光熔覆:应用高能类型的激光束进行辐照操作,让熔覆层的材质和基体材料的表面薄层共同发生熔化反应,之后再迅速凝固成熔覆层的一类加工方法,可以实现损伤零件的修复工作,而且具有提升零件表面的耐磨及耐腐蚀指标的作用。
(2)焊接:如果根据叶片再造过程中母材是否熔化来作为标准,可将叶片焊接再制造的方法分成固相焊(母材保持原始的固态不发生改变)及熔焊(母材发生熔化)。固相焊:采用相应手段把裂纹处的多余物清理干净,之后在裂纹处设置焊料,应用高温的条件让焊料熔化之后填满裂纹的缝隙,并且使之与基体进行严密的连接。熔焊:主要代表是等离子弧焊,等离子弧焊接的方法具有能量密度相对集中、熔透能力比较强及焊接过程的质量相对稳定等优势,并且焊后的机械加工的工作量比较小,工作效率比较高。
5.2 减材类型的再制造相关技术
5.2.1 水基类型清洗法
采用水基类型的清洗剂,配合助洗剂及防锈剂等添加剂,这种方法的主要机理是应用表面活性剂具有的吸附效应降低污垢和水溶液间的表面张力数值,结合机械类型的搅拌、超声波等方法的辅助效应来除去表面的污垢、积碳等。
5.2.2 物理去除法
主要有手工抛光方法,不过由于精度比较低,后期已经被新方法所取代。新的机械物理去除方法主要有:①吹砂。通过压缩空气把磨料喷射到叶片表面去除表面的附着物的方法。②磨料流光整加工。在黏弹性流体或黏性流体中掺入磨料,在压力下流过叶片表面进行的光整方法。
6 结束语
本文总结了航空发动机装置中叶片的主流制造技术,并且对于叶片的再制造技术进行介绍。为适应未来航空产业的变革,大力提升叶片等关键零部件的制造技术是一项非常必要的任务,值得广大科研人员不懈努力。升热控保护可靠性时需在确保不出现误动的条件下,避免出现误动情况,并针对热控保护系统采取各种措施,有效提升热控保护的可靠性,进而充分提升机组的经济性和安全性。


