数字两机丨中航商发:航空发动机低压涡轮的数字化装配仿真技术

通过基于三维数字化模型的装配工艺仿真技术,快速实现发动机全生命周期各环节的设计迭代优化,从而提高航空发动机研发效率、降低研发成本、缩短研发周期;在可视化的数字环境中建立航空发动机低压涡轮装配工艺模型,进行装配路径规划、装配过程仿真,以验证产品的可装配性及其工艺过程合理性;仿真结果显示,在使用拧紧工装进行内部螺钉的拧紧操作过程中,拧紧工装单次拧紧超过一定角度后,与引气管焊接组件发生干涉;在不改变装配工艺的前提下,考虑修改工装设计以优化装配操作,避免了制造后设计更改。航空发动机数字化装配仿真分析研究,探索了使用仿真工具进行三维数字化装配规划、仿真分析与设计制造协同工作模式,为下阶段仿真技术研究的体系化与标准化建设奠定了基础。
航空发动机的装配工艺种类多、质量要求高、生产过程监控严格。大型客机发动机处于设计研发阶段,各型号的部件、组件、整机装配任务繁重,呈现出多机型、小批量、更改频繁等特点[1]。使用以前的传统设计方法、半实物模装、二维图纸校核等,已不再适应当今时代潮流和激烈的市场竞争格局,必须采用并行工程的方法,积极研究利用数字预装配等设计制造一体集成化技术,才能有望改变我国航空产品研制的落后状态。国外实践证明,仿真技术通过对高性能计算资源、发动机各学科知识的集成,可有效支撑发动机正向研发体系,快速实现发动机全生命周期各环节的设计迭代优化,从而提高航空发动机研发效率、降低研发成本、缩短研发周期。
数字化装配仿真技术是通过规划三维装配顺序、三维装配路径、三维装配过程、相关制造工装、车间设备和必要的人体模型,利用计算机图形学和仿真技术,实施装配过程的可视化操作与演示,实现对每一步装配操作的可视化分析,在计算机上以可视化方式展示产品的实际装配过程,以数字化仿真代替装配现场物理样机的试装过程,能够检验整个装配过程的装配性,提供装配干涉的适时检查与报警,实现产品快速、精准装配,有利于缩短装配周期,提高装配成功率,提高装配质量[2-4]。
国外较成功的应用如波音777客机、加拿大庞巴迪公司的Learjet45公务机。波音公司的777实现了整机的三维虚拟装配仿真和验证,通过飞机数字化装配仿真和自动装配,提高了零部件的装配准确度,使用预装配技术,使波音777的地板梁装配时间由19周减少到3周,减少了设计变更,缩短了工艺规划时间,装配周期缩短50%,工艺设计周期缩短30%~50%,制造成本降低了20%~40%[5]。
实践证明,应用数字化装配工艺仿真,具有节省经费、节省人力、设计尺寸准确、布局定位精度高、布局调整速度快和布局、计算和出图一体化等优点[6]。
国外对数字化装配仿真技术的研究起步较早,在理论上的研究比较丰富,开发了虚拟装配系统CODY、VADE、DFA等,应用于产品的装配设计与规划。美国机械工程师协会(ASME)联合波音公司制订了“数字化产品定义数据规程”ASME Y14.41-2003标准,为应用三维数字化模型进行产品设计和工艺设计提供了有力支撑[7]。
西门子公司基于Tecnomatix开发的3DAPPS应用系统可以支撑复杂产品装配工艺规划与仿真优化的需求,该系统已在某航空制造企业得到实际应用,显示出良好的应用效果。西北工业大学在面向PLM的航空产品装配工艺规划、设计与仿真技术方面进行了研究改进,在某航空企业进行了应用,实现了基于Tecnomatix软件的装配工艺规划、设计与仿真系统,有效指导了30多个组部件的装配工作,提高了生产效率,缩短了研制周期[8]。
我国大型客机的研制阶段采用MBD技术,已经实现了产品的全三维数字化定义,尝试采用基于MBD单一数据源的数字化装配工艺设计,形成了原型系统。该系统基于达索公司DELMIA软件平台,在DELMIA/DPE模块中通过装配工艺结构模板进行装配工艺规划,然后通过DELMIA/DPM模块进行装配仿真验证,最后通过3D VIA-Composer进行工艺文件发布[9-10]。
目前,国内航空发动机制造企业仅在发动机设计过程中应用了仿真技术,没有涵盖发动机全寿命周期的所有阶段。同时,在民用航空发动机领域,制造工艺仿真处于初步研究阶段,缺乏体系化建设,未形成仿真流程及数据管理的标准与平台。结合国内民用航空发动机技术要求,对某型发动机总装智能装配进行研究,探索装配线仿真分析的技术标准。
国防科学技术工业委员会于2006年12月15日发布了HB 7803-2006《飞机数字化预装配通用要求》,规定了飞机(含直升机)研制过程中进行数字化预装配的通用要求。GB/T 26101-2010《机械产品虚拟装配通用技术要求》规定了机械产品三维虚拟装配模型的通用技术要求。
1 装配工艺模型建模
1.1 基本定义和概念
1)EBOM:以产品设计结构排列的分层次的物料清单。
2)MBOM:以产品制造结构排列的分层次的物料清单。
3)CAPP:计算机辅助工艺设计。
4)工艺模型:为满足产品数字化制造过程中的工艺要求,在产品设计数据集的基础上增加必要的工艺信息后形成的数字模型,是工艺规程模型和直接表达工艺内容的载体。
1.2 建模方法和思路
1.2.1 定义问题和对象
航空发动机数字化装配仿真 主要针对产品的装配工艺规划、工艺设计及工装验证,借助三维数字化仿真技术进行产品装配工艺设计,获得可行且较优的装配工艺方案。
对离散型制造企业而言,多批种小批量生产方式对于生产设施的适应性要求较高。而同时航空发动机的装配目前主要依靠人工、机械结合的生产方式,以数字化仿真代替装配现场物理样机的试装过程,可以达到降低成本,改善质量的效果。
某型号民用航空发动机处于研发阶段,在其投产前,为验证工艺路线和工艺方案合理性,进行装配线仿真优化设计工作十分必要。通过基于数字化模型的装配工艺仿真技术,实现基于产品模型在可视化的数字环境中的装配路径规划、装配分析和装配仿真,以验证产品的可装配性及其工艺过程,从而能及时发现产品设计和工艺规划中的缺陷与错误,从而进行改进。
1.2.2 确定仿真方法
1)通过基于模型的装配仿真技术,采用商用装配工艺仿真分析软件,建立低压涡轮性能试验件装配工艺模型;
2)通过基于模型的动态干涉分析,验证低压涡轮性能试验件装配工艺过程和工装的可行性;
3)通过数字化的装配工艺仿真,对现有工装、工艺进行优化设计。
1.2.3 建立仿真模型
设计工艺路线,进行装配工艺规划,将接收的EBOM构建为MBOM,依据各装配单元划分原则进行工艺分工。
根据接收到的工艺任务,进行结构化装配工艺的编制:
1)基于现有的MBOM节点,创建装配工艺对象,选择各级属性信息。
2)创建各级工序、工步对象,依据工艺规划和工艺资源情况进行串行并行设计并排序。
3)在当前的MBOM列表中选择装配所需的发动机零组件对象,指派到对应的装配工序下作为消耗。
4)在装配工序中添加工艺设备和工装工具等三维数字化模型,建立三维工艺资源模型。
5)在装配工步中编辑工步内容,通过选择子工步,输入不同的操作信息。
1.3 建模过程
1.3.1 低压涡轮部件装配
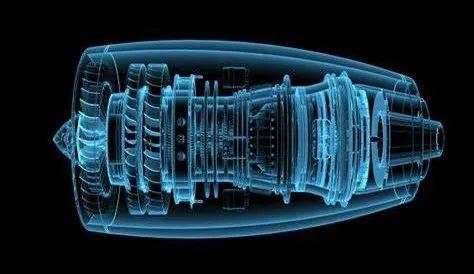
在CAPP系统中接收产品设计模型,查看EBOM等信息,确认模型完整性和准确性。低压涡轮部件主要包括试验件本体、进气段组件、转子组件、静子组件、排气机匣组件等部分。整体结构如图1所示。
图1 低压涡轮部件
低压涡轮部件的排气机匣组件为不可拆卸的环形薄壁结构,在装配过程中,需要将引起管焊接组件和进气管焊接组件通过预留孔沿径向深入到排气段组件内部;随后沿轴向深入力矩扳手对连接处螺钉拧紧操作并达到规定力矩值。由于力矩扳手难以满足狭小空间操作环境,并且深入排气机匣组件内部的空间可达性不高,因此,需要设计专用工装来实现以上工艺要求。
初步设计的夹持工装-延伸拧紧工装包括两部分:一部分是延长杆,另一部分是与螺钉连接的套筒,便于对螺钉的拧紧。此工装的延长杆一端与力矩扳手连接(还可以与棘轮扳手连接),另一端与工装的套筒连接。
1.3.2 装配工艺规划
低压涡轮部件装配主要包括试验件本体装配、进气段组件装配、转静子组件装配、低压涡轮转子装配及平衡、排气机匣组件装配等工艺过程,如图2所示。
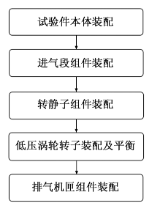
图2 装配工艺流程
根据以上工艺规程规划进行MBOM的构建,指定各工艺节点中的零组件,签审后进行工艺派工。
1.3.3 建立工序模型
针对排气机匣组件装配工艺对象,根据工艺分工信息依次建立工艺对象、工序、工步,定义装配工序、工步结构和次序等属性。
1.3.4 关联工艺资源
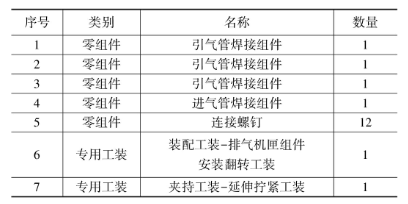
建立装配工序初始模型后,将MBOM节点下的零组件指派到工序下作为该工序的消耗件,并添加制造资源(工装、工具、辅材耗材等)。装配工序对象包括的工艺资源如表1所示。
表1 装配工序对象的资源列表
1.3.5 编辑工艺信息
在各工步中编制装配工艺过程描述,录入三维标注、表格和文字说明等。完善工艺模型后发送数据至仿真软件,实现三维数字化环境中的装配规划和仿真,如图3所示。

图3 装配工艺模型
2 仿真优化方法
2.1 仿真对象
本文针对排气机匣组件装配过程中的装配可行性进行仿真,包括:装配顺序验证、装配路径规划、干涉检查。主要对零组件与零组件、零组件与工装的动态干涉检查分析,验证工装的可用性。
此装配过程中,工艺可行性及工装可用性不确定的部分为排气段组件装配中的安装3个引起管焊接组件和1个进气管焊接组件。因此,对此装配工步进行仿真分析。
2.2 仿真过程
2.2.1 装配过程规划
定义各零组件的装配顺序,并进行装配路径规划。装配路径规划的依据是零组件的运动包络体在不和其他物体发生干涉的情况下尽量最短。
由于低压涡轮部件的结构划分合理,且空间复杂度较低,可利用装配零组件的局部坐标系进行装配路径设计。初始装配状态为零组件装配完成后的状态,设计零组件的拆装路径,然后进行路径反转即为装配路径。规划的装配过程如图4所示。
图4 装配过程规划
2.2.2 装配过程仿真
1)分别选取引气管焊接组件和进气管焊接组件,使用仿真软件的自动路径规划功能进行设计,沿涡轮机匣径向伸出一定距离。
2)此过程中可使用干涉检查工具实时检测零组件与部件之间是否发生干涉或碰撞。当系统发现干涉时会发出提示,并形成干涉检查报告,以便于工艺设计人员进行原因分析和工艺快速优化。
3)选取夹持工装-延伸拧紧工装,使用手动路径规划功能,首先将工装绕拧紧螺钉轴线旋出一定角度,随后沿涡轮机匣气流方向伸出一定距离。
4)此过程中使用干涉检查工具实时检测工装与零组件和部件之间是否发生干涉或碰撞。
5)针对4个装配零组件,重复以上4步操作,验证是否发生干涉或碰撞现象,并进行装配路径调整。
2.3 仿真工作创新点
本文结合航空发动机具体部件装配工艺,提出了具体的装配工艺模型建模、仿真、优化方法。其次,运用数字化工具进行虚拟验证,提前发现实际操作中可能出现的问题,减少风险。
3 仿真结果与分析
3.1 仿真结果
在引气管焊接组件和进气管焊接组件装配过程中未发生干涉或碰撞,装配工艺可行。
在使用夹持工装-延伸拧紧工装,用于进行排气机匣组件装配内部螺钉的拧紧操作过程中,发现:
1)在拧紧连接螺钉的过程中,延伸拧紧工装单次拧紧超过90°后,与引气管焊接组件发生干涉,如图5所示。
2)使用此工装进行拧紧,需要对16个连接螺钉进行重复操作;由于每次工装拧紧角度不超过90°,每个螺钉需多次拧紧,浪费人工时。

图5 工艺可行性仿真结果
3.2 结果分析
在仿真环境中查看装配零组件的三维模型,并对相关参数进行测量发现:4个连接螺钉的几何中心到引气管边缘最远处的水平距离为129.082 mm;而夹持工装-延伸拧紧工装的拧紧转接头几何中心到延伸柄几何中心的水平距离为86.8 mm,小于129.082 mm。
因此,使用专用工装拧紧螺钉的转动过程中与零组件发生干涉,工艺或工装设计有待优化。
3.3 优化设计
针对仿真分析结果进行工艺调整,在不改变装配工艺的前提下,修改工装设计,为了防止转动过程中与零组件发生干涉,将拧紧转接头几何中心到延伸柄几何中心的长度由86.8 mm增至139.082 mm以上,如图6所示。
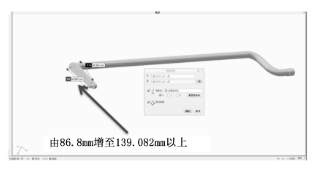
图6 工装优化建议
3.4 成果应用
通过对低压涡轮部件装配仿真及分析优化,探索了使用仿真工具进行三维数字化装配规划、仿真分析与可视化方法,为下阶段仿真技术研究的体系化与标准化建设奠定了基础。同时,可推广应用至其它相近专业,促进数字化仿真技术的应用与发展。
基于现有数字化三维模型,以可视化方式展示产品的实际装配过程,以数字化仿真代替装配现场物理样机的试装过程,能够检验整个装配过程的装配性,提供装配干涉的适时检查与报警,实现产品快速、精准装配,有利于缩短装配周期,提高装配成功率,实现高质量、按计划、成本受控的优质交付。
同时,整个装配仿真过程形成的视频材料可作为操作指导,帮助操作人员直观地了解工步操作全过程,降低对工人的技术要求,规范操作步骤,提高质量。
4 结论
本文完成了基于某型航空发动机低压涡轮虚拟试验件数字化装配仿真分析初步研究,可以看出:应用仿真软件可以快速实现工艺规划、优化设计,具有直观、快速、经济等优点。
仿真工作是一个反复优化迭代的过程,航空发动机的装配具有工艺复杂、变量多、关联性强等特点。目前,虚拟现实、人工智能、实时计算技术的快速发展,为数字化装配工艺在虚拟环境中的实现提供了更有效的支撑。结合高新技术,实现数字化装配设计与仿真的多元化、智能化,可作为下一阶段的研究方向。
论文原文引用: 吴腾, 吕延全. 航空发动机低压涡轮数字化装配仿真[J]. 计算机测量与控制, 2019, 27(02): 252-255.


