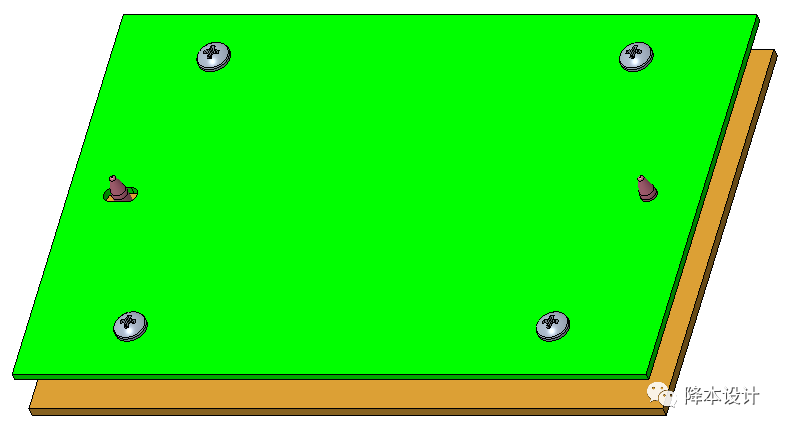
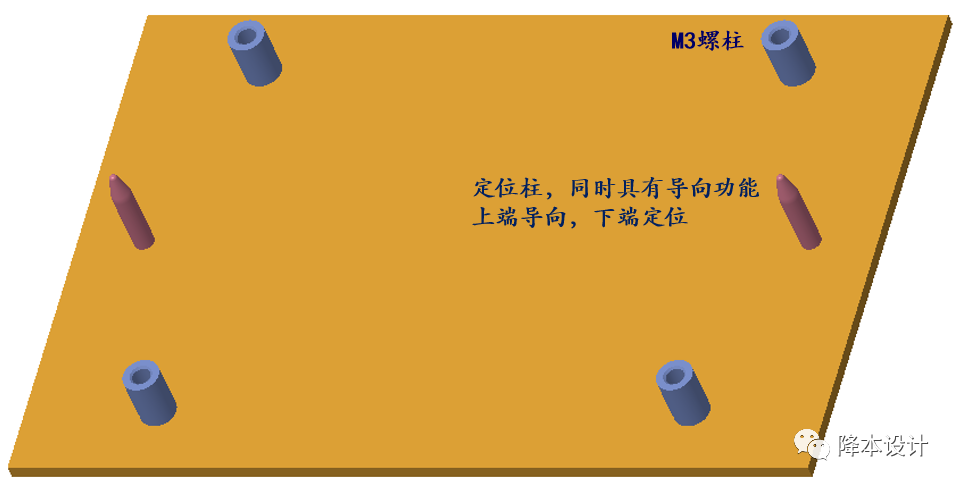
先导向、后定位、再紧固原则的好处是:
零部件之间的相对位置尺寸精度高。产品设计甚至不需要做公差分析。
零部件的装配不需要反反复复的调整,装配效率高,装配成本低。
装配不容易出现质量问题。
1. 免责申明:部分图片来源于网络,仅供学习用,侵权删。