干货 | 塑胶件:自攻螺丝头型和长度变更引起的悲剧
为了寻找降本的空间,工程师于是对产品结构进行优化。通过检查发现产品中使用的螺丝类型太多,按照DFA的设计指南“减少紧固件的数量和类型”,于是对不同类型的螺丝进行合并。如上图左侧所示,原来的设计中,一个2mm厚度的钣金件与塑胶件的紧固通过一颗M3L8的平头自攻螺丝来固定,而产品中其它地方均是使用M3L6的圆头自攻螺丝,而这里使用平头螺丝也毫无道理,于是不假思索的就换成圆头螺丝,如上图右侧所示。
过了几周,模具改好了。生产线在组装时,发现螺丝滑牙的情况经常发生,稍稍锁紧就滑牙,操作工人根本不敢锁紧,产品不良率大幅提高,生产线不得不停线,悲剧发生了。
其它什么都没变,仅仅是螺丝头型和长度变更,为什么会出现这种情况?通过仔细分析发现,螺丝替代后,M3L6圆头螺丝的锁紧的螺牙数只有3个,比原来的平头螺丝少了1个。知道了根本原因,如何修改呢?又改回原来的设计吗?这不但全盘否定原来的产品优化计划,同时模具修改复杂。M3自攻螺丝的根部是2.2mm,当前支柱孔径按经验设计为2.5mm。其实孔径可以是2.2、2.3、 2.4、2.5,这其中的差别就是锁紧力不同,锁紧牙数越多孔径必须放大,以免太紧,造成支柱破裂;而牙数少则孔径必须减小,以增加锁紧力。所以,最简单的修改方法是把当前2.5mm的支柱孔调整为2.3mm,问题即解决。产品开发时,最容易出问题的情形是产品快量产时为了解决某个问题进行设计修改,或者产品量产了为了优化而进行设计修改。在这种情形下进行设计修改,常常因为仅仅聚焦于某一个角度而视野受限,无法从整个产品的全局进行思考,于是容易造成设计修改出问题。而这个时候出问题,往往对工程师的信誉度造成非常大的负面影响。因此,在这种情形下的设计修改必须多思考,必须小心翼翼、战战兢兢。DFA设计指南“减少紧固件的数量和类型”要求把不同类型的螺丝合并为一种螺丝。但是,这并不意味着就进行简单的螺丝合并和替换,而不管其它DFM设计指南。其实,在替换成M3L6圆头自攻螺丝时,如果也注意到自攻螺丝支柱的设计指南,就不会出现问题。在《面向制造和装配的产品设计指南》一书中,就明确指出了螺纹旋合长度太小会造成锁紧力小,M3的自攻螺丝的旋合长度最好达到6mm以上,而当前只有4mm。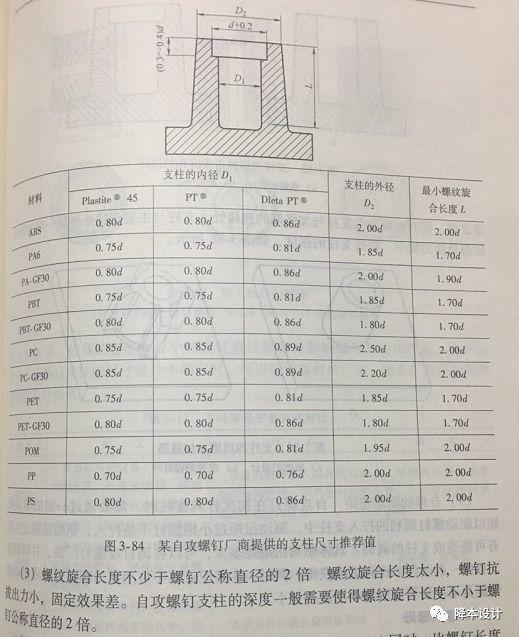
要做到很完美的产品设计,不是一件简单的事情,每一个0.01mm都很关键,每一个0.01mm都不是随心设计,每一个0.01mm都需要经过思考和分析,这要求工程师必须具有“工匠精神”,做匠人,修匠心,方能铸成匠品。1. 免责申明:部分图片来源于网络,仅供学习用,侵权删。
2. 原创作品,欢迎转载,抄袭必究。如需转载,请联系作者,转载要求不能修改内容和保留文末作者及公 众号信息。 







