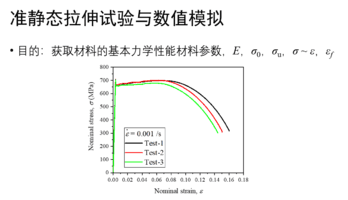
超声波焊接:零部件断裂和损坏缺陷的预防和解决
01
但是,超声波塑料焊接时,塑胶件内部的筋和支柱等经常发生断裂、或者塑胶件上固定的内部电子元件、晶体和芯片元件等被震坏,这是一个非常普遍的现象,这也是降本设计微 信群里大家经常询问的问题之一。这些筋、支柱以及电子元件、晶体和芯片元件等并没有与超声波焊头或夹具接触,为什么会发生断裂?这让很多初次接触超声波焊接的工程师百思不得其解,甚至会简单粗暴的判断产品不适合超声波焊接,需要重新选择更合适的紧固工艺。
我在初次使用超声波焊接时也碰到塑胶件筋大量断裂的问题,幸运的是经过一番摸索,成功解决了断裂问题。本文将结合我的经验以及对于超声波焊接的认知,提供一个较为系统的超声波焊接断裂和损坏的解决思路。要搞清楚为什么会断裂和损坏,则必须了解超声波焊接的基本原理。在本公 众号之前的文章中,已经详细了解释了超声波焊接的原理,链接如下:超声波焊接本质上是高频低幅振动,振幅一般在30um~120um,即0.03mm~0.12mm,很小,肉眼基本上看出振动。但是,超声波焊接的振动频率很高,常见的有15、20、30或40千赫兹,即每秒钟振动1万5千次、2万次、3万次和4万次。上万次的振动,这是一个什么样的概念!下图中的振动,1秒钟仅仅只有一两次的振动。这是一把振动频率约4万次的超声波刀,可以轻轻松松切割坚硬的塑料和电路板。所以,超声波焊接的振动能量很大,同时振动能量传输到塑胶件薄弱的位置,例如筋和支柱、以及塑胶件上固定的电子元件、晶体和芯片元件等,从而造成断裂和损坏。当明白超声波焊接时断裂和损坏的根本原因之后,我们就可以据此入手,来解决问题。从设计端以及生产端解决断裂和损坏问题的各种方案均是从这三个大方向入手来进行的。从产品设计入手,预防超声波焊接时断裂和损坏缺陷,才是最正确的解决方式。在相同的超声波设备、夹具和工艺参数设置下,剪切型的界面设计更容易熔接,焊接强度更高。换句话说,剪切型的界面设计会减小超声波焊接时的能量要求,从而可以有效避免断裂和损坏的发生。在我之前遇到的超声波焊接断裂问题案例中,无数次尝试通过调整工艺参数、修改夹具以及调整振幅,都没能解决问题。正确的超声线或导熔线(Energy Director)设计有利于减小焊接时的能量要求。相对于半结晶塑料,无定形塑料更容易进行超声波焊接,需要的焊接能量更小,更不容易发生断裂和损坏的缺陷。而如果因为其它原因使用了半结晶塑料,产品中又包括了易损元件,则应当谨慎选择超声波焊接的紧固方式。塑胶件薄弱处如果壁厚过薄,则强度低;而尖角的存在容易产生内应力,需要把尖角改为圆角,避免在超声波焊接时断裂。塑胶件在注塑成型时,容易产生内应力;而内应力处,在超声波焊接时非常容易断裂。
近程焊接,缩短了焊头与焊接面的距离,可以减小能量损失,从而减小超声波焊接的能量要求。
增加塑胶件焊接面与焊接头的接触面积,利于超声波焊接的能量传输,同样可以减小超声波焊接的能量要求。基于同样的道理,在超声波传输方向上,避免空洞和弯曲的结构,也可以减小超声波焊接的能量要求。
当塑胶件中需要组装电路板,而电路板上固定有电子元件、晶体和芯片元件等易损元件时,需要使得这些元件远离超声波焊接处;或者先超声波焊接,再组装电路板。
当塑胶件开模之后,进行超声波焊接调试时发生断裂和损坏的缺陷,可以从以下两个方向来解决。 超声波焊头和夹具常常需要复杂的三维曲面形状和加工精度,以确保塑胶件在焊接时的准确定位。 如果焊头和夹具的形状或弧度与塑胶件产品不一致,容易使得塑胶件承受额外的作用力,从而在焊接时破裂。 要减小焊接能量,则可以调整相关工艺参数或者修改焊头: 减小功率;可以直接在焊接机
减小气压(或压力);可以直接在焊接机器上调整
减小下降速度;可以直接在焊接机器上调整
缩短焊接时间;可以直接在焊接机器上调整
降低焊接频率;可能需要更换焊接机器
减小焊接振幅;可能需要更换或修改焊头
不过,单纯通过调整工艺参数、减小超声波焊接能量往往不是一个最佳选择。
很多时候,工艺参数调整后,断裂和损坏的缺陷确实解决了。 但是,我们经常会同时发现焊接不牢、焊接强度降低,不符合要求。这是因为,焊接强度严重依赖于焊接能量,焊接能量过小,焊接则不牢。 所以,这里就存在一个矛盾。焊接能量大,容易保证焊接强度;但是焊接能量大,又容易产生断裂和损坏缺陷。 仅仅通过工艺参数调整,既要保证焊接强度,又要保证不发生断裂和损坏缺陷,这是一个难题。 底部夹具用橡胶衬垫;
底部夹具和产品避免浮动或间隙;
将上部夹具挖空后,粘贴富硅弹性材料,如硅胶; 在产品设计时,一旦选定超声波焊接的紧固工艺,就应当清楚超声波焊接存在能量大、零部件易断裂和损坏的缺点,并通过相应的产品设计来提前避免问题的发生。 然而,绝大多数的情形是:产品设计时漫不经心,根本不去了解和学习超声波焊接,等到塑胶件开模了,实际焊接时,发现零部件断裂和损坏了,才急急忙忙去寻找解决方案。 而此时的解决方案主要集中在焊接参数调整,这可以解决部分问题。而深层次的问题则需要通过产品设计来解决,那就涉及到改模,这就费时费力。 在问题发生之前,就通过产品设计来避免掉,这是DFMA的真正意义和精髓所在。 著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-11-13
最近编辑:6月前