塑料超声波焊接可以防水吗?合理的设计可以!
导读:
塑料超声波焊接可以防水,但这取决于塑胶件材料选择、超声线设计、塑胶件设计、以及焊接工艺参数等多方面因素的综合作用,才能确保防水的可靠性。一旦某个环节出错,就容易造成不良。
01
超声波焊接可以防水
在微 信群里,经常有工程师在问:塑料超声波焊接可以防水吗?
有的工程师回答:不能防水,因为之前曾经用过,不良率很高,客户投诉;
有的工程师回答:可以防水,有成功案例。
那么,到底能不能防水?
根据我的经验和分析,我的结论是:塑料超声波焊接可以防水,但这取决于塑胶件材料选择、超声线设计、塑胶件设计、以及焊接工艺参数等多方面因素的综合作用,才能确保防水的可靠性。一旦某个环节出错,就容易造成不良。
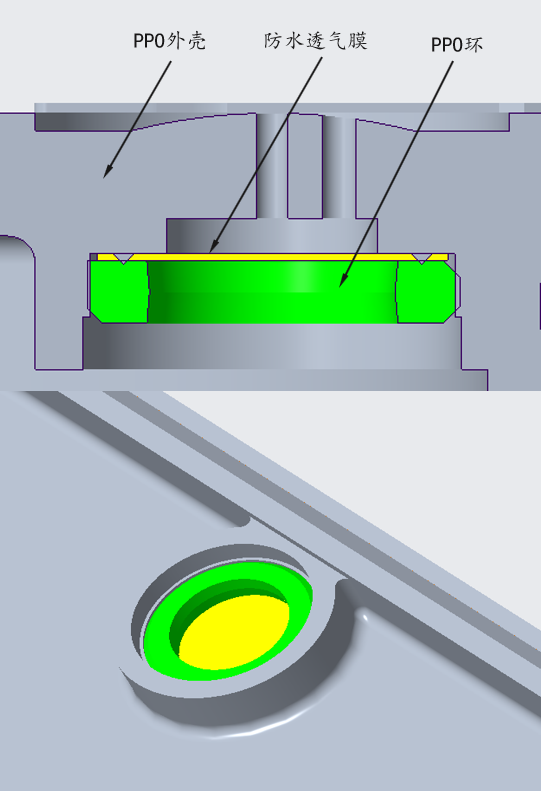
这是我曾经参与过的一个项目,一个防水透气膜夹在两个PPO塑胶件之间,通过超声波焊接把两个PPO塑胶件以及防水透气膜焊接在一起,可以实现IPX7的防水,而且生产了几十万台,没有发现一个不良。
这是网络上的消毒液瓶超声波焊接防水测试,具体防水等级未知,从测试结果看,可以防水。汽车车灯、或者其它交通工具车灯使用超声波焊接,可以防水。这是一家超声波机器供应商Telsonic官网显示的咖啡机零部件的超声波焊接,可以满足防水要求。关于材料选择、塑胶件设计和焊接工艺参数等,具有防水要求的超声波焊接必须首先满足基本的超声波设计指南:
超声波焊接需要达到防水要求,则对超声波焊接的质量和强度提出了更高的要求。对于无定形塑料,例如PPO、ABS、PC、PC/ABS、PMMA等,因为其容易焊接,也更容易实现防水要求。而半结晶塑料,例如PA66、PBT,再加上玻纤的影响(玻纤含量过高会影响焊接性能),则很难焊接,要实现防水要求挑战非常大。要达到防水要求,超声线的尺寸需要尽可能的大,以达到提高焊接质量的目的。超声波尺寸越大,防水性能越好。在整个焊接面上必须有一个封闭的超声线设计;在超声线转角处,则需要进行圆角设计,以避免超声波溶料堆积,影响焊接质量。相对于基本型的,使用凹槽式和剪切式的焊接面比较好。
两个焊接塑胶件之间需要准确定位,首先建议通过使用定位柱或者定位孔等方式进行自我定位;如果这种方式很复杂,则必须通过焊接夹具定位。超声线以及定位特征等相关尺寸必须进精密管控,以确保焊接质量。
在前面的推文中,曾经介绍了因为使用远程焊接而造成防水失败的案例。这是一份汽车灯具的超声波焊接规范,里面介绍了我未曾见过的一些细节,非常全面和系统,以下是节选。如果要设计超声波焊接达到防水要求,这份设计规范必读。可惜清晰度不够,有高清版本的同学如愿意请分享给我。要提高焊接质量和强度,确保焊接防水性能,则焊接工艺参数设置的首要原则是朝着提高焊接能量的方向进行:使用大功率超声波焊接机
保证足够大的振幅和频率
增加焊接时间
增加焊接压力
。。。。
而显然,焊接能量过大,有可能造成塑胶件断裂和损坏、表面烫伤和溢料等缺陷,需要在二者之间取得平衡,这可以通过反反复复的调机来实现。1)避免下降速度太快:容易把超声线压扁,使超声线无法发挥导熔的作用,形成假相熔接。2)焊接时间过长:塑胶件因接收过长时间的热能,不仅使塑料材质熔化,进而造成塑料组织焦化现象,产生砂孔,水或气即由此砂孔渗透而出,而且这这种缺陷很难被检测和发现。在我们的工作中,针对同一个问题,我们去问身边不同背景的工程师、或者我们在微 信群里探讨,经常会得到不一致、甚至截然相反的答案,而对立双方都深信自己的答案是正确的,因为这都是自己的亲身经历。 这可能要归结于产品结构设计的复杂性,影响产品结构设计的因素太多,工程师的每一个亲身经历中仅仅涉及到一个或几个因素,只看到了局部,而没有看到全局。 唯一解决方案是尽量把问题的来龙去脉搞清楚、把每一个因素都弄明白,尽可能去看全局。 我们身处“知识大爆炸”的时代,这为我们看到事物的全局提供了可能。 我们可以去微 信群探讨、可以去找相关领域的专家、可以去网络搜索、可以去查询书籍杂志等等,站在巨人的肩膀上,我们有机会看得更高、更远、更全。 当然,更不要忘了我经常强调的一点:产品结构设计绝对不是造光刻机,我们碰到的问题和挑战,别人早就碰到过类似的、早就想过办法去尝试解决、早就有个经验和教训,早就有过类似设计。 我们要做的就是把别人的经验和教训找到、把类似设计找到!