定位是定位,紧固是紧固,不能把紧固当成定位

有些工程师在设计零部件之间的装配结构时,经常弄不清楚定位和紧固的区别;这要么造成零部件的装配精度低,要么造成装配干涉、无法组装。
定位是定位,紧固是紧固,不能把二者混为一谈,更不能把紧固当成定位用。
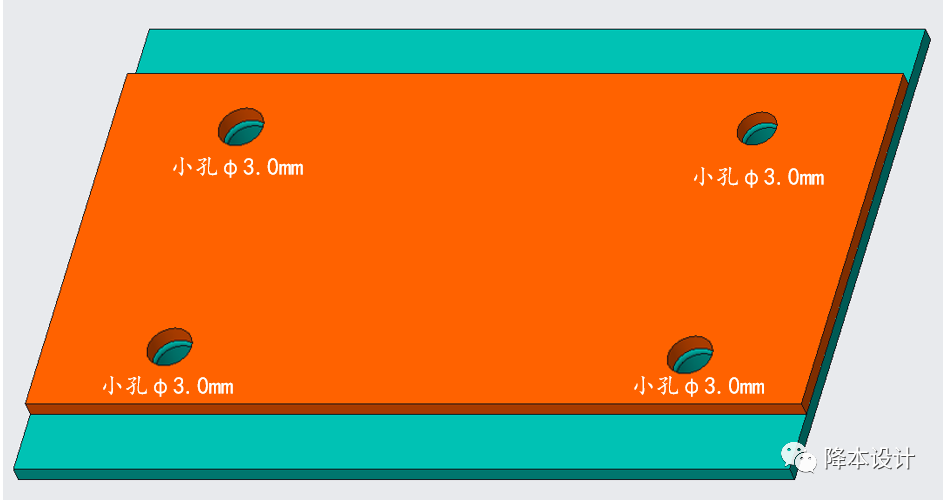
本篇文章以螺丝紧固为例来说明:不能把紧固当成定位,这样容易造成过定位、装配干涉,螺丝拧不上。




延伸阅读:






----END---
来源:降本设计
登录后免费查看全文
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-11-16
最近编辑:1年前

签名征集中

相关推荐
热门文章
