工程师需要了解的工艺 | MIM金属注射成型工艺介绍

MIM,金属注射成型,已经成为粉末冶金领域发展迅速、最有前途的一种新型近净成形技术,被誉为“国际最热门的金属零部件成形技术”之一。
本文将介绍MIM工艺的基本概念、工艺流程、优势、与其它工艺对比、适合的零件类型以及MIM应用等基本知识。
对于工程师来说,如果我们想要做好产品结构设计,我们需要主动去学习和了解MIM工艺,也许我们会发现可以通过使用MIM工艺来实现降本。






脱脂是将生胚中粘结剂去除的过程,脱脂后得到棕坯(brown part)。这个过程通常分几个步骤完成,绝大部分的粘结剂是在烧结前去除的,残留的部分能够支撑部件进入烧结炉。
脱脂可以通过多种方法完成,最常用的是溶剂萃取法。脱脂后的部件具有半渗透性,残留的粘结剂在烧结时很容易被挥发。

经过脱脂的棕坯被放进高温、高压控制的熔炉中。棕坯在气体的保护下被缓慢加热,以去除残留的的粘合剂。粘结剂被完全清除后,棕坯就会被加热到很高的温度,颗粒之间的空隙由于颗粒的融合而消失。棕坯定向收缩到其设计尺寸并转变为一个致密的固体,得到最终的成品。
在烧结过程中,棕坯会发生约20%的整体尺寸收缩。

3.1 可成型高度复杂的零件
相对于其它金属成型工艺,例如钣金冲压、粉末成型、锻造以及机加工等,MIM可成型高度复杂几何形状的零件。
塑料注塑成型所能达成的复杂零件结构,一般来说MIM也可以实现。
利用这一特点,使用MIM有机会把原本由其它金属成型加工的多个零件合并为一个零件,简化产品设计,减少零部件数量,从而减少产品的装配成本。
3.2 材料利用率高
MIM成型是一种近净成型的工艺,其零件其形状已接近最终产品形态,材料利用率高,这一点对于贵重金属的加工损失尤其具有重要意义。
3.3 零件微观组织均匀、密度高、性能好
MIM是一种流体成型工艺,粘接剂的存在保障了粉末的均匀排布,从而可消除毛坯微观组织上的不均匀,进而使烧结制品密度可达到其材料的理论密度。
一般来说,MIM可以达到理论密度的95%~99%,高致密性可使MIM零件强度增加、韧性加强、延展性和导电导热性得到改善,磁性能提高。
而传统粉末成型压制的零件,其密度最高只能达到理论密度的85%,这主要是由于模壁与粉末以及粉末与粉末之间的摩擦力,使得压制压力分布不均匀,也就导致了压制毛坯在微观组织上不均匀,这样就会造成压制粉末冶金件在烧结过程中收缩不均匀,因此不得不降低烧结温度以减少这种效应,从而使制品孔隙度大、材料致密性差、密度低,严重影响零件的机械性能。
3.4 效率高,易于实现大批量和规模化生产
MIM使用注射机成型产品生坯,生产效率大幅度提高,适合大批量生产;同时注射成型产品的一致性、重复性好,从而为大批量和规模化工业生产提供了保证。
3.5 适用材料范围宽,应用领域广阔
适用于MIM的金属材料非常广泛,原则上任何可高温浇结的粉末材料均可由MIM工艺制造成成零件,包括传统制造工艺中的难加工材料和高熔点材料。
MIM能加工的金属材料包括低合金钢、不锈钢、工具钢、镍基合金、钨合金、硬质合金、钛合金、磁性材料、Kovar合金、精细陶瓷等。
此外,MIM也可以根据用户要求进行材料配方研究,制造任意组合的合金材料,将复合材料成型为零件。

3.6 零件精度高
MIM零件的尺寸精度通常是尺寸的± 0.5%,精密级别能达到±0.3%以上。
对于较小的零件尺寸来说,相对其它铸造工艺,MIM的精度较高,一般不必进行二次加工或只需少量精加工,从而减少二次加工的成本。
同其它工艺一样,尺寸精度要求越高成本越高, 因此在质量允许情况下鼓励适度放宽公差要求。
MIM一次成型无法达到的公差可以借助表面处理实现。
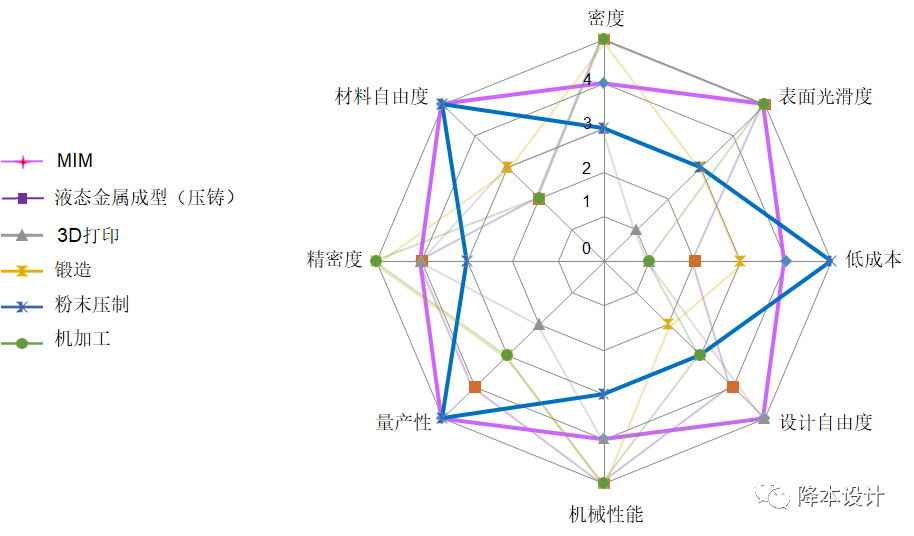
属性 | MIM | PM(粉末冶金) | 精密铸造 | 机加工 |
重量/ g | 0.01-1000 | 5g-1kg | >1 | >1 |
公差/ % | <0.3 | 0.1 | 0.5-1.0 | <0.1 |
致密度 / % | 98-99 | 85-92 | 95-99 | 100 |
强度 / % | >97 | 75 | >95 | 100 |
表面粗糙度 / um | 1 | 1-5 | 5 | 0.2-4 |
壁厚/mm | 0.2-10 | >2 | >2 | >1 |
复杂性 | 高 | 低 | 中等 | 高 |
设计灵活性 | 高 | 中等 | 中等 | 低 |
产能 | 高 | 高 | 低 | 低 |
材料范围 | 高 | 中等 | 中等 | 中等 |
成本 | 中等 | 低 | 中等 | 高 |







6.1 消费电子领域
消费电子产品通常包括智能手机、平板电脑、笔记本电脑、数码相机、智能穿戴设备、无人驾驶飞机等。
2010年,黑莓手机的标牌外观件采用了 MIM 制程工艺技术,开启了MIM零件在手机上的批量化使用。
苹果公司也自2010年开始使用MIM零件,并不断拓展、引领MIM的使用范围,电源接口件、卡托、铰链、摄像头圈、按键等MIM零件在手机上均实现成功应用。
随着智能手机、智能穿戴设备等消费电子产品向更加轻薄化发展,这些产品的核心零部件也将更加精密化和复杂化。在此背景下,MIM 工艺的应用前景将日益广阔。


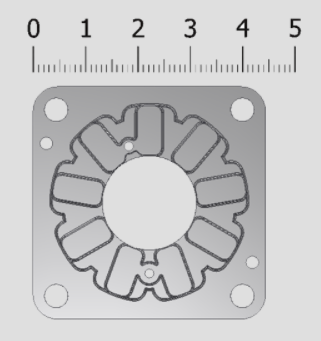
6.2 汽车零部件
在汽车零部件制造领域,MIM工艺作为一种无切削的金属零件成形工艺,可节省材料,降低生产成本,因此 MIM工艺受到汽车产业的高度重视,并于 20 世纪 90年代开始应用于汽车零部件市场。
目前,汽车产业已经采用MIM工艺生产的一些形状复杂、双金属零件以及成组的微小型零件,如涡轮增压零件、调节环、喷油嘴零件、叶片、齿轮箱、助力转向部件等。

6.3 医疗器械
在医疗器械领域,MIM工艺生产的医疗配件有很高精度,能满足大多数精密医疗器械对配件所需要的小型、高复杂度、高力学性能等要求。
近年来MIM工艺得到了越来越广泛地应用,如手术刀柄、剪刀、镊子、牙科零件、骨科关节零件等。

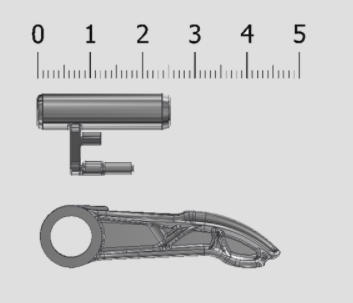
6.4 电动工具
电动工具配件的机加工较复杂、加工成本较高、材料利用率低,对MIM 的依赖度更高,典型产品包括近几年开发的异形铣刀、切削工具、紧固件、微型齿轮、松棉机/纺织机/卷边机零件等。

----END---
来源:降本设计


