没有仿真,增材制造能走多远

增材制造俗称3D打印,是上世纪末出现的一种新的制造工艺。由于各种限制,没能在工业界普遍应用。在新工业时代的技术条件和应用环境下,这一技术被工业界重新重视,并得到快速应用。
在《你用仿真当花瓶,我们用它改变世界》中,我们提到之所以能够实现再设计,是因为新技术、新工艺的出现,其中具有代表性的新工艺便是增材制造。我们不把将增材制造单纯作为一项制造技术来看,我们坚决反对用增材制造技术去打印一个传统产品。增材制造可以实现传统工艺手段无法制造的设计,赋予了正向设计无限自由,只需要从需求和功能出发来进行产品设计,而不需要考虑制造的约束,进行颠覆式创新。对于增材制造所提供的无限创新空间,设计本身是没有规范和标准的,因此仿真便成了最重要的工具。因此,再设计是仿真技术的第一个深层次应用。
在我们憧憬增材制造带来的无限发展空间的同时,其实金属增材工艺也面临着巨大挑战。离开仿真,金属增材制造将遭遇严重瓶颈,只能封印在低层次的应用空间。本文将直面增材工艺仿真——仿真技术的第二个深层次应用。
金属增材制造面临的挑战
虽然金属增材制造增长速度近年来非常可观,但无论是直接能量沉积工艺还是粉末床融化工艺,都存在几大类挑战:
可打印的金属材料种类有限,急需开发更多金属种类以满足工业需求;
受打印速度和效率制约,不适合量产;
打印成本过高,包括机器成本、粉末成本及较高打印失败率带来的额外成本;
需要繁琐冗长的打印后处理环节;
打印件质量保证及工艺调试难度很高。
其中,质量保证是获得合格打印件至关重要的因素。金属增材制造可能出现部件变形、开裂等问题。同一部件,在加工参数、层数、材料相同的条件下,采用不同取向和位置,成品微观组织和属性就不同,譬如,垂直方向柱状晶的残余应力水平低,水平方向马氏体相残余应力水平高。
增材制造工艺仿真主要研究加工参数、粉末、几何构型等因素对于宏观变形、残余应力、部件微观内部金相组织及性能的影响。宏观控形与微观控性是金属增材工艺中两个重要考察指标:宏观控形重点关注翘曲变形、部件开裂、刮板碰撞或支撑开裂等问题;微观控性需要关注孔隙率、相变、球化、颗粒尺寸、一次和二次枝晶结构和初始位错密度等微观特性,这些将决定金属件力学性能和特性。
金属增材制造看似简单,但真实过程非常复杂。能否成功打印出一个合格的零部件,受到材料、打印机器设备、工艺设计、工艺参数和设置以及后处理等诸多因素的影响。对于一个实际金属打印件,完全凭借经验或者直观感觉,打印的成功率较低。试错方法既增加成本,又延长产品制造周期。
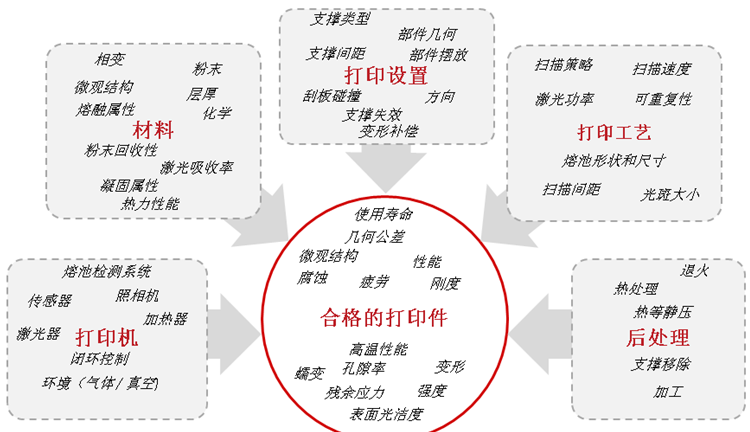
金属增材打印的影响因素
金属增材工艺仿真的意义
利用仿真技术提前获取打印产品的性能特性,是解决金属增材工艺质量问题的一个重要手段和方法。通过提前预测并在此基础上进行工艺优化,可降低打印失败概率,同时可较大程度地减少打印成本,不合格产品的数量和试错次数也大为降低。
虽然增材打印技术具有“无论多复杂都可制造”的特性,但相同功能的产品,采用稍微不同的设计,可打印性就能大大增强。这对于打印成功率和制造补偿都有重大影响,可能提高机器利用率,缩短产品打印周期,产品打印的可重复性和质量能够得到保证。如果微观金相组织和特性预测也能够通过仿真实现,将大大加快新材料、新机器、新工艺参数包的开发,减少研发成本和周期,获得个性化微观结构和控制材料属性将成为可能。仿真对于金属增材打印的价值汇总如下图所示。

金属增材工艺仿真的价值
金属增材工艺仿真的困难
虽然增材工艺仿真的价值巨大,但要实现难度同样巨大,主要困难包括以下几个方面:
空间离散规模庞大,时间离散步长数庞大,计算时间长
光斑尺寸之微,宏观尺寸之巨,他们之间的尺寸反差使得网格化离散的规模巨大。同时,打印件的打印时间一般比较长,小件以数小时计算,大件则以天计算,而热-固耦合仿真的时间步长需要���微秒甚至更小量级上离散。以现有的计算硬件资源,实现打印工艺的模拟难度非常大。
宏观、微观、介观并存的多尺度问题
无论是物理现象还是研究对象尺度,针对熔池内部的快速冷却凝固非平衡态的动力学研究需要采用材料微观理论来进行。如何引入介观,来将微观现象与宏观现象进行统一,则需要从多尺度的角度入手进行分析。

金属增材工艺多尺度现象
物理过程机理复杂
仅仅考虑熔池内的物理现象,增材金属打印就已经非常复杂,其中包含浸润、毛细、表面张力、马兰格尼对流、熔池动力学、相变等物理过程。其物理变化的准确机理和演变规律需在工程中利用试验来进行验证和总结,很难仅用物理控制方程完全预测和归纳。
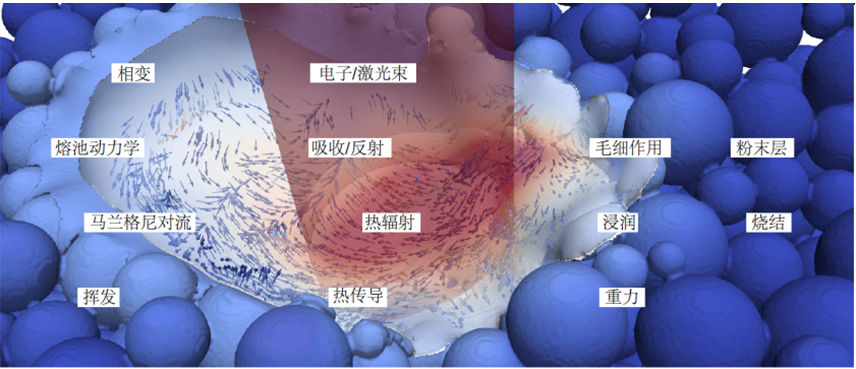
熔池内物理机理现象
涉及因素和环节多
增材金属制造的质量不仅与金属粉末的质量和特性有关,还与增材设计的可打印性、机器设备、打印工艺和打印参数包及后处理等都关系重大。
不确定性和误差来源多
由于环节长,涉及因素多,因而不确定性和误差来源也较多。
典型金属增材工艺(SLM)的仿真
金属增材工艺除SLM、EBM、SLS和DMD外,还有衍生的工艺方法如LBW、EBW、RPD等。这里以比较流行和常用的SLM(粉末床熔化工艺)为例,来介绍金属增材工艺的仿真。
SLM金属增材制造工艺仿真是一个非常复杂的典型多尺度和多物理场分析过程。多尺度体现在从宏观到介观再到微观的尺度跨越,多物理场则需要对成型温度场、气场(保护气体)、熔体流场(熔池流体)、速度场(铺粉过程)及打印结构的固体应力和变形场等进行分析,可应用于金属增材制造成型的每个阶段。
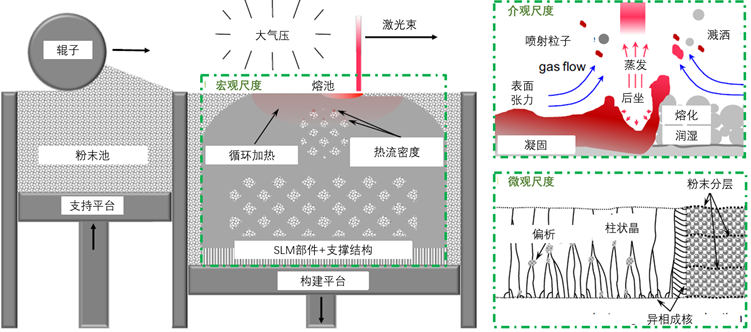
金属增材制造过程中涉及到的多尺度和多物理场
宏观尺度的工艺过程仿真
宏观尺度的仿真分析主要是针对零件成型的工艺仿真,对成型过程中的应力应变、成型温度场以及成型过程中可能存在的风险给出预测。宏观分析的对象是打印件自身和工艺设计的支撑对象,也可能包括基板和必要的机器设备信息如激光光源。根据工艺仿真算法的不同,目前应用于宏观尺度的金属增材制造工艺仿真的方法主要有两种,即温度与结构耦合的(热弹塑性)有限元分析方法和固有应变有限元分析方法。宏观尺度工艺过程的仿真分析结果通常包括:部件和支撑的变形和残余应力(去除支撑前/去除支撑后)、逐层应力和变形、变形补偿、刮板碰撞检测、高应变区域和基于应力优化支撑等。
介观尺度的熔池和粉末分析
介观尺度的仿真分析主要是针对熔池和粉末的分析,包括熔池流动性、熔池大小形貌以及粉末的流动性、粉末传热和熔化后的蒸发、飞溅等现象,需考虑熔池内部的表面张力、毛细、浸润及马兰格尼对流等现象,目前主要有等效热耦合和CFD等方法应用于该分析。通过熔池动力学预测溶化过程及凝固过程,获取相变历程、温度历程、温度梯度历程以及凝固冷却速率。
目前应用于介观尺度的金属增材制造工艺仿真的方法主要有两种,即熔池内部不考虑粉末尺度的方法和考虑粉末影响的方法。介观尺度的仿真分析通过模拟较小尺度熔池内部的流动和传热,除了预测温度、温度梯度及冷却速率外,还可以预测表面的质量、层间的粘性力、孔隙率等。介观尺度的仿真分析一般是单道扫描对象,极少进行多道扫描,但得到的结论和结果可以修正宏观仿真结果,也可以衔接作为后续微观尺度分析的输入。
微观尺度的组织模拟
利用宏观或介观尺度分析得到的温度梯度或凝固冷却速率,微观尺度的仿真可用于预测制品的晶体组织形态、晶粒大小与取向以及缺陷和性能等。目前主要用到的重要方法包括相场法(Phase Field)、自动元胞机(Cellaur Automaton)等,不同的方法各有特点和限制。
金属增材制造过程获得的微观组织结构将直接影响成型件的性能,获得高致密度和具有良好晶粒取向及大小的晶体组织是金属增材制造的重要目标。受金属增材制造复杂过程的影响,晶体的仿真分析也具有相当的难度。
通过宏观分析或介观分析得到的温度场或相变结果数据后,可进一步计算得到热梯度、固化速率、冷却速率和形态因子,这是微观尺度进行金相组织模拟的输入参数。
微观组织数值模拟通常包含确定性方法、概率法和相场法。确定性方法通常有前沿跟踪法,概率法则包含蒙特卡罗法和CA法。确定方法和概率方法模拟晶粒生长时都需跟踪固液界面,以此模拟枝晶的形貌,但对三维形貌模拟有一定困难。相场方法是以金兹堡-朗道理论为基础,用微分方程体现扩散、有序化势和热力学驱动的综合作用,用统一的控制方程,不必区分固液相及其界面,能够直接模拟微观组织的形成。相场法和元胞自动机法是微观组织模拟仿真常用的两种数值模拟方法。
金属SLM增材工艺宏观、介观、微观尺度仿真分析的关系
金属SLM增材工艺宏观、介观、微观尺度仿真分析的关系如图所示。

金属SLM增材工艺宏观、介观、微观尺度仿真分析的整体关系图
增材工艺仿真的其他关注方向
增材工艺仿真目前比较关注的应用还包括下面专题,细节不在此赘述:
特殊后处理(如热等静压)、热处理对宏观变形和消除残余应力影响的分析、微观模拟(如致密度提升及金相组织改善模拟)、后续机加工艺过程模拟、流内表面光滑模拟等;
宏观模拟中的支撑处理和等效模拟,包括体支撑、Cone支撑和Block面片支撑,后续更丰富的支撑也会在宏观工艺过程模拟中考虑;
微观金相组织模拟,这将直接支撑材料力学性能预测和评估。
增材工艺仿真的趋势和发展方向
在仿真技术加持下,增材制造将会突破瓶颈,充分发挥优势,实现人们所期许的巨大创新空间。但随着增材制造技术的发展,增材工艺仿真技术也将不断进步。我们认为其未来的发展趋势主要在以下几个方向:
宏观尺度的增材工艺仿真模拟将越发普及和工程化应用,增材设计、工艺和制造等全周期将逐步引入增材工艺仿真,以保证设计产品的可打印性;
材料—设备—被打印件—支撑设计和工艺设计—工艺参数包—宏观特性—微观特性—后处理—性能预测,整个过程将被流程化和平台化;
介观分析和微观分析将逐步从研究和科研阶段迈入工程化应用;
基于物理过程模拟驱动的支撑设计及优化软件将逐步面世;
利用测试数据和仿真数据,AI算法和多尺度算法将实现增材工艺的线下预测;
更多金属材料数据将被测试并录入,更多金属增材工艺方法将得到仿真。



