导读:通过添加元素或颗粒来促进增材制造的钛和钛合金的晶粒细化,脆性金属间化合物的形成会导致延展性降低。本研究通过适当控制选区激光熔化(SLM)参数来实现商业纯钛(CP-Ti)的原位晶粒细化。发现较高的输入能量密度有助于晶粒细化。这归因于SLM工艺固有的循环再加热导致的固有热处理(IHT)效果。制备的CP-Ti表现出34.3%的极高延展性。这项工作证明了利用增材制造(AM)的热循环来细化金属晶粒而不改变成分的可行性。
此外,可以通过在AM过程中改变外部和内部加工参数来控制晶粒尺寸。有学者将高强度超声应用于直接能量沉积(DED),证明Ti-6Al-4V合金的柱状晶粒可以转化为等轴形态。不幸的是,这项技术不能扩展到粉末床熔融(PBF)工艺,例如SLM和电子束熔化(EBM),因为超声波会破坏重涂粉末层。因此,控制增材制造加工参数(如激光功率、扫描速度、层厚、扫描间距、扫描图案等)仍然是细化晶粒的常用做法。与SLM制造的Ti-6Al-4V合金不同,后者通常在原位或非原位进行热处理,以控制组成相,因此通过调整机械性能,SLM生产的CP-Ti在室温下显示出单一的α/α'相,并且机械性能在很大程度上取决于晶粒尺寸。有据可查的是,SLM制造的CP-Ti的微观结构通常以沿构建方向的柱状晶粒为特征,从而导致机械性能的各向异性。相比之下,EBM制造的CP-Ti的微观结构由细小的等轴晶粒组成。然而,没有讨论晶粒细化的机制。请注意,在该研究中,基板最初预热至650°C,并在制造过程中保持在500-600°C的范围内。EBM的这一独特特征导致了与SLM不同的微观结构形态,其中基板只能预热到较低的温度(通常高达200°C)。最近,有学者通过仔细控制SLM加工参数,固化层的温度可以升高到600-850°C的范围,这类似于EBM。这些结果提出了一个问题,即是否有可能在SLM制造的CP-Ti中实现原位晶粒细化。
澳大利亚昆士兰大学的一项研究探索了在SLM制造的CP-Ti中实现原位晶粒细化的可能性及其潜在机制。SLM制造的CP-Ti的机械响应也通过拉伸测试进行评估。相关研究以 “Achieving high ductility in a selectively laser melted commercial pure-titanium via in-situ grain refinement” 为标题发表在《Scripta Materialia》期刊上。
试验方案
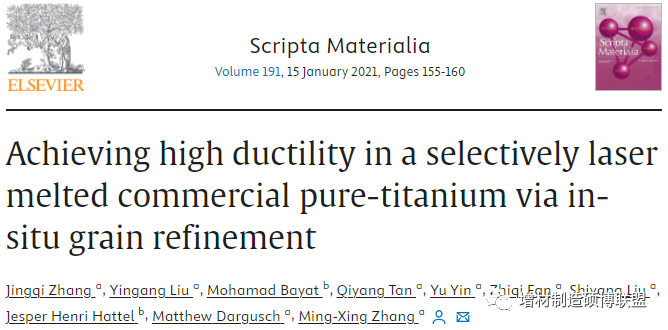
图 2. 样品 c 顶部和底部附近区域的EBSD 图:(a1) 和 (a2) IPF 图(黑线表示取向误差≥15°的边界),(b1) 和 ( b2) KAM 图,(c1) 和(c2) GOS 图(GOS 值 <1.5° 的晶粒被视为再结晶晶粒)。通过 SLM 对 CP-Ti 进行多物理场模拟:(d1) Z-X 平面(平行于扫描方向)的温度等值线和速度场,其中黑色等值线表示熔池边界,(d2)处的温度等值线和速度场 Z-Y 平面(横向于激光束下方的扫描方向),以及(d3) SLM 过程中计算域的 3D 视图
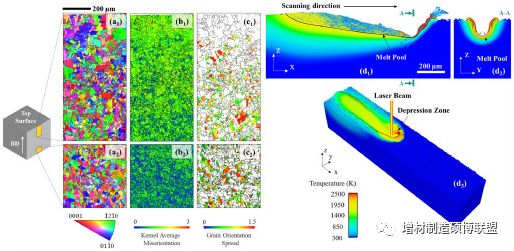
图3. SLM过程中原位晶粒细化的示意图
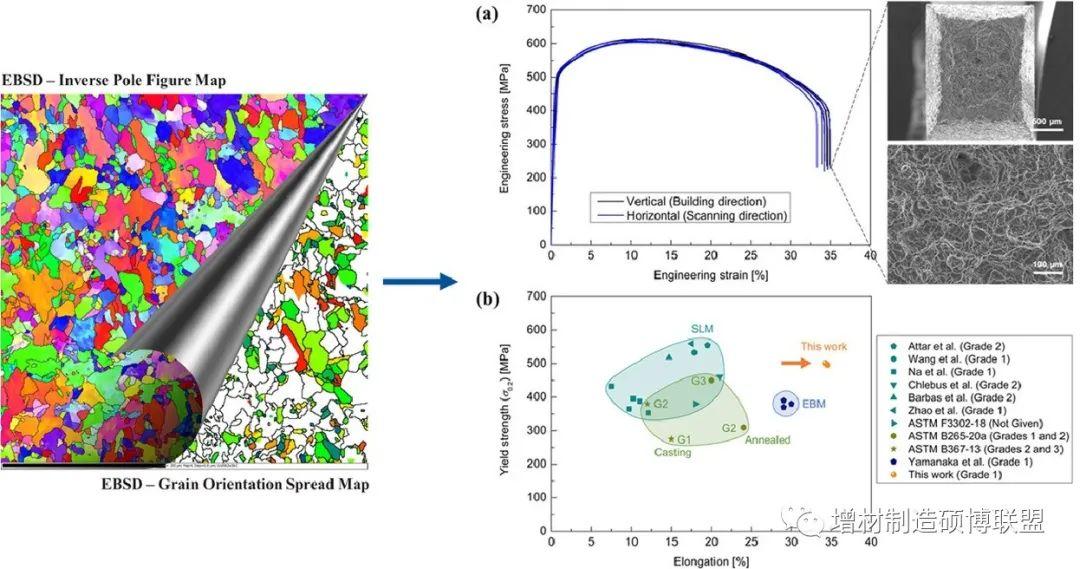
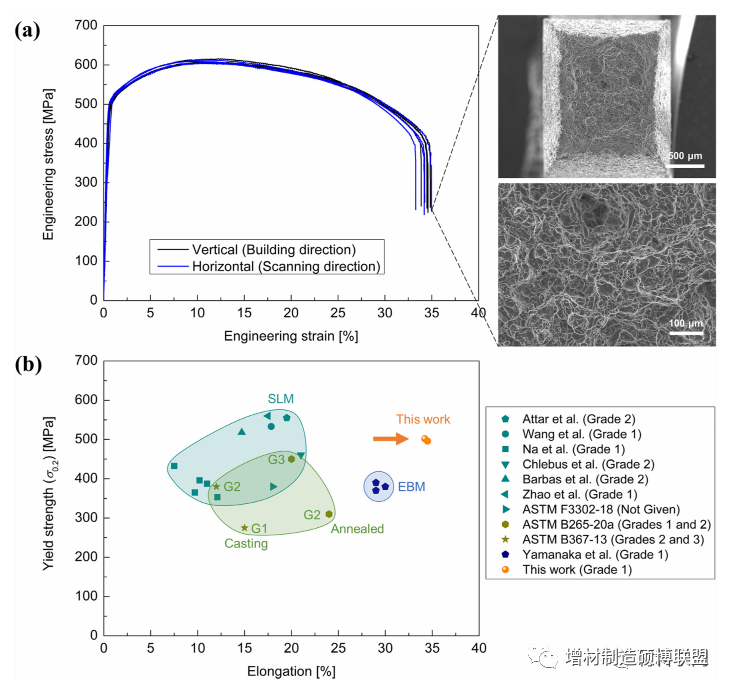
图4.(a)SLM以Ev = 69.4 J / mm3制作的CP-Ti的工程应力-应变曲线(沿构造方向和扫描方向进行测试),以及断层表面的SEM图像和(b)(b)通过不同制造工艺制造的CP-Ti的屈服强度与伸长率
论文链接:
https://doi.org/10.1016/j.scriptamat.2020.09.023
来源:增材制造硕博联盟