锂电池极片孔隙结构参数压汞法测试指南

《锂电池P2D模型参数获取:孔隙率》介绍了电池极片孔隙率的概念,以及测量方法。本文主要介绍采用压汞法测量锂离子电池极片孔隙结构的基本理论和方法。以辊压石墨电极为例,详细介绍如何测量锂离子电池电极孔隙特征结构,所测量孔隙特征包括:孔隙度,迂曲度,与结构有关的扩散系数,孔隙体积增量分布,孔隙体积,累积孔隙体积分数,涂层内部表面。而且提出了基于不同样品特性(质量载荷,样品面积或样品高度)的孔隙率计算方法。
1、锂电池极片结构特征
锂离子电池极片是由颗粒材料和粘结剂组成的,电极中的孔包括通孔、交联孔、盲孔、闭孔等,如图1所示。这几种孔在电池反应过程中作用并不相同。交联孔和通孔是主要的锂裡离子参与反应和传输的主要通道;半通孔不适用于锂离子的完全传输,但在锂离子顺利进入这些孔隙的前提下,它可充当电化学反应的场所;闭孔因为锂离子无法输出,锂离子传输和反应均无法进行,属于无效孔。由于粘合剂用作颗粒之间的连接组分,因此交联和盲孔可能占较大比例,而且辊压可以增加闭孔的数量。

图1 锂电池极片孔隙结构示意图
锂离子电池极片中有两种相互竞争的电荷传输过程,主要决定电化学性能:一方面,电解液中的离子在极片和隔膜的的孔隙传输,同时还在固相电极材料内传输;另一方面,电子通过电极本身的活性材料和导电剂等连接在一起的固相传输。通常,具有良好分布的高孔隙率的电极表现出良好的离子传输特性,但电子导电性较差;而非常致密的电极会呈现较差的离子传输特性,但具有良好的电子导电性。
孔隙率是一个相对宏观的概念,指多孔材料中孔隙的体积Vp占多孔体表观体积(或称为总体积)Vc的比率,一般用百分数来表示,定义为:

孔径大小及分布:由于活性物质颗粒的大小及制作工艺的不同,多孔电极内孔的形态也各不相同,为了表述孔的大小,通常将孔模拟为圆柱,把圆柱形孔的底面直径作为孔径,所有圆柱形的平均孔径d表示为孔的大小。由于多孔电极内颗粒粒径并不均匀,因此颗粒堆积的孔也不相同,全面了解多孔电极结构还必须了解孔径分布,即不同孔径在总孔结构中的分散程度及其所占比例大小。颗粒的形貌不同,堆积的孔结构也不相同,,研究了颗粒分布和形貌对于颗粒堆积孔隙率的影响结果表明均匀的颗粒分布和球形颗粒制备的电极可呈现最佳的孔隙率。
迂曲度:颗粒形状的不同,导致堆积的孔大多不是直通孔,迂曲度是描述多孔介质中孔形态的重要参数,物理定义为物质在孔介质中的实际通过路径长度Lp,eff与介质距离(厚度) Lp,ideal的比值,如图2所示。
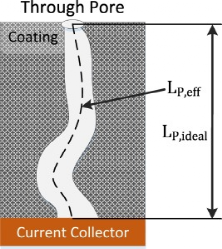
图2 迂曲度定义
对于多孔体系而言,孔隙迂曲度的值都大于1,这也说明相比于电解液在多孔体系内的真实传导能力是偏低的。孔隙率和迂曲度对电极中的锂离子电导率和电解液扩散有重要影响,多孔电极中液相的传导和扩散能力除与电解液本征特性(电导率κ、扩散系数D和锂离子迁移数t+)有关外,还受电极中的多孔结构影响,有效扩散系数与孔隙率和迂曲度的关系为:
而常用孔隙率ε估算迂曲度τ,即Bruggemann方程:


但是,通常电池电极包含多个粒径范围的颗粒,其粒子大小可以分布很广。Bruggemann方程精度不足以描述多孔电极的迂曲度特征。引入Bruggemann扩展方程:

其中ω定义为小颗粒(例如导电添加剂)之间的孔隙率,如图3所示。
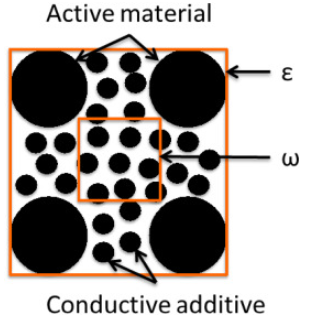
图3 多颗粒尺寸分布示意图
2、孔结构特征测量的基本理论
一般,我们使用压汞法来确定多孔材料的孔径分布。其基本方法是用汞填充多孔材料,由于汞对一般固体不润湿(接触角θ>90 °),欲使汞进入孔隙需要施加外压。外压越大,汞能进入的孔半径越小。测量不同外压下进入孔中汞的量即可知相应孔大小的孔体积。根据汞在气孔中的表面张力与外加压力平衡的原理,可以得到孔径的计算方法。假定孔隙为圆柱形几何形状,压力变化值∆P与表面张力γ、接触角θ、孔直径的dp的关系式为:

对于石墨负极,表面张力γ= 0.485 N/m,接触角θ = 140°。为了表述孔的大小,通常将孔模拟为圆柱,把圆柱形孔的底面直径作为孔径dp。
由于电极是一种复杂的复合材料,不可能通过一次测量获得整体孔隙率和小颗粒之间的孔隙率。因此,实际测量时,假定为圆柱形孔,根据压汞法测试数据计算迂曲度:

其中,其中V P,c 是归一化孔体积(孔绝对体积/涂层质量),ρ c涂层密度,Sc涂层内表面积,ΔVHg,q 的在间隔q内压入的汞体积,d P,q 在间隔q内孔的直径,E是孔的形状因子,当圆柱形状时E=1。
在多孔材料的孔隙特性测定方面,压汞法的孔径测试范围可达5个数量级,其最小限度约为2 nm,最大孔径可测到几百个微米,同时也可测量孔比表面积、孔隙率和孔道的形状分布。此外,由于汞不能进入多孔材料的封闭孔(“死孔”),因此压汞法只能测量连通孔隙和半通孔,即只能测量开口孔隙。

3、测试指南与实例
3.1、样品制备和测量
实验用压汞仪为PoreMaster 60(Quantachrome Instruments,美国),在低压站(LP)中施加的压力约0.6至50 PSI,在高压站(HP)中施加的压力20至60,000 PSI。如图4所示,使用由玻璃制成的锥探仪作为样品容器,将压力施加到样品上,样品容器体积为0.5cm3,长3.8cm。表1显示了可以测试的压力和孔径边界条件,在最大压力下的最小孔径为3.56nm。将极片裁切成小片,或者卷绕成卷放入样品容器中。由于集流体一起放入,在计算孔隙结构特征参数时,涂层的体积需要根据极片的厚度减去集流体厚度进行计算。
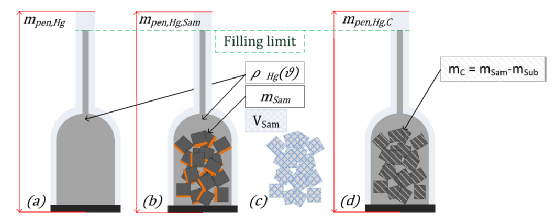
图4 通过重量差确定样品体积的方法;(a)校准步骤,(b)测量步骤,(c)计算样品量,(d)计算出的含汞的渗透仪质量和不含集电器的涂层质量。
3.2、参数的定义与计算
3.2.1、孔体积计算
压汞法测量的孔径范围为几nm到360μm,而极片测量时,极片样品之间也会存在孔隙,可能在测量范围内,因此实际计算孔体积时,测量有效分析数据确定上下限。如图5所示,孔径分布被划分为三种不同的区域,活性颗粒的d90=7μm,以此颗粒尺寸确定孔径有效分析数据范围。当孔径超过d90=7μm时,所测量的孔实际是小片极片样品之间的体积(见图4)。孔体积下限d=10nm超出了该方法测量的孔径范围,因此小于10nm孔体积也不考虑。因此,测试时,孔体积Vp计算方法为:

如图5所示, 为孔径测量最小极限时侵入的汞体积,这里孔体积下限d=10nm;
为孔径测量最小极限时侵入的汞体积,这里孔体积下限d=10nm; 为测量数据中孔径等于活性颗粒d90时汞侵入体积。这个范围之间的被认为是电池极片的涂层孔隙。
为测量数据中孔径等于活性颗粒d90时汞侵入体积。这个范围之间的被认为是电池极片的涂层孔隙。
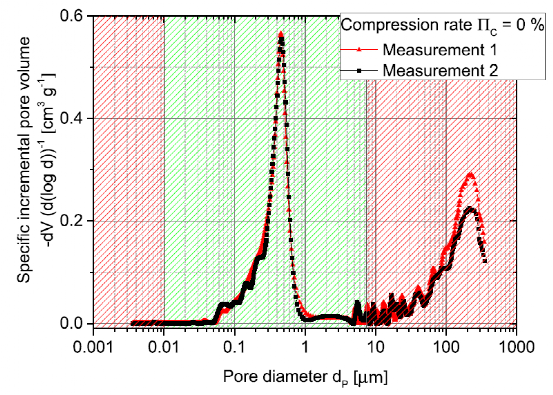
图5 不辊压样品的全范围孔径分布两次测试结果对比,有效分析数值范围(绿色)和可忽略的数值范围(红色)。
3.2.2、极片样品体积计算
极片样品VSam包含涂层VC和集流体VSub,计算涂层体积时需要将集流体体积去除,即VC=VSam−VSub。如图4所示,极片样品体积可以根据测量时的质量进行计算:
其中, 为不加极片样品时低压下压入样品容器内的汞质量,
为不加极片样品时低压下压入样品容器内的汞质量, 为加入样品后低压下压入的汞质量,
为加入样品后低压下压入的汞质量, 为极片样品质量,
为极片样品质量, 为汞密度。
为汞密度。
3.2.2、质量比孔体积
为了比较不同的面密度的极片,对测量孔体积V P标准化处理,即测量孔体积V P除以涂层质量mC:

其中,为极片样品质量, 为集流体质量,
为集流体质量, ,
, 分别为涂层和集流体的面密度。
分别为涂层和集流体的面密度。
3.2.3、基于涂层体积的涂层孔隙率计算
(1)给定质量载荷下,基于涂层体积的孔隙率V C ,ML
涂层体积为
则孔隙率为

(2)给定样品面积下,基于涂层体积计算孔隙率
涂层体积为

孔隙率为

(3)给定涂层厚度下,基于涂层体积孔隙率
从极片样品整体考虑时,孔隙率为
因此,去除集流体的影响,涂层孔隙率为

3.2.3、涂层内表面
3.3、孔隙测量在电池电极中的实际应用
以不同压力下辊压的石墨电极为例,下表为不同压缩率的石墨负极的厚度和压实密度,详细介绍锂离子电池电极孔隙特征结构特征数据。
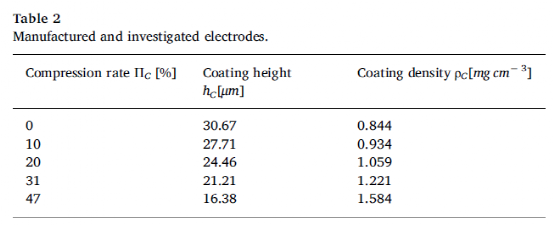
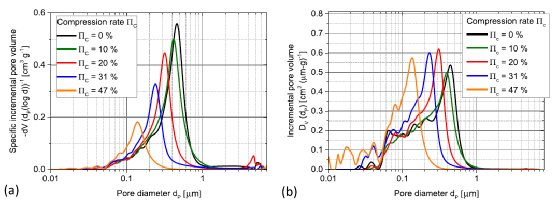
图6 不同压缩率下涂层孔径分布,特定的增量孔体积(a)和增量孔体积(b)
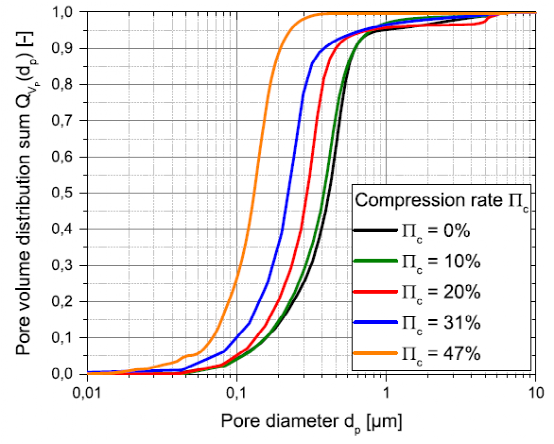
图7 不同的压缩率下孔累积孔体积分布
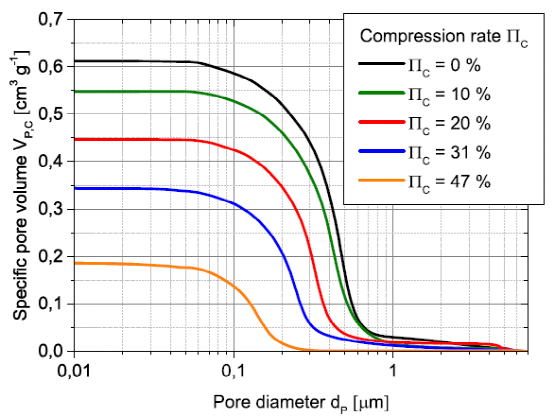
图8 不同压缩率下的特定孔体积分布
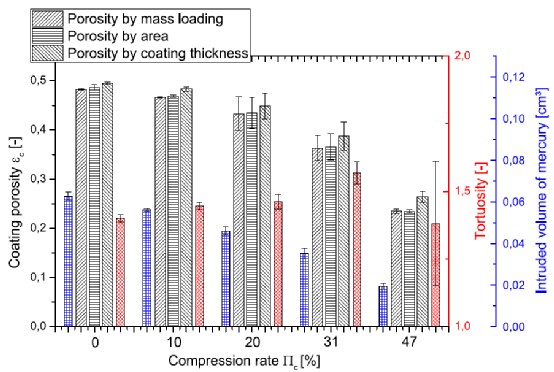
图9 通过三种不同的方法计算出的涂层孔隙率、迂曲度和总的汞侵入量
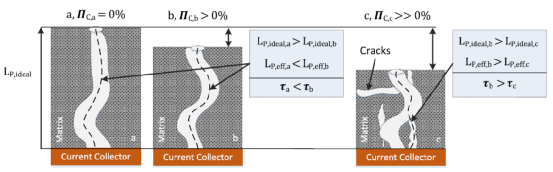
图10 压缩对迂曲度的影响示意图
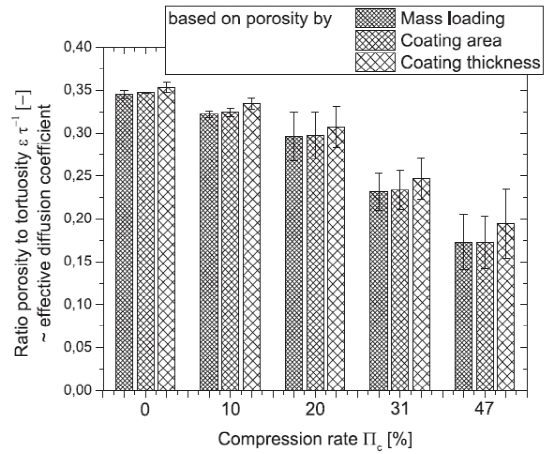
图11 用不同的涂层体积计算出的涂层孔隙率/迂曲度(与有效扩散系数相关)
详细信息与指南请参照原文
Froboese L , Titscher P , Westphal B , et al. Mercury intrusion for ion and conversionbased battery electrodes – Structure and diffusion coefficient determination[J]. Materials Characterization, 2017, 133.


