增材专栏 | 基于Fluent进行金属打印机气循环入口均匀性分析

选择性激光熔化(SelectiveLaser Melting;SLM)作为金属增材制造的一种主要手段,能够制备出复杂结构的零件,提高材料的利用率,减少后续加工流程,节省制备时间。该技术所采用的激光光斑直径较小,成形精度较高,可以实现相应零件的近净成形,因此选择性激光熔化技术近些年来越来越受到关注且已经得到的广泛应用。
激光烧结时从打印位置冒出黑烟,黑烟随着打印室循环气流迅速从出口排出。在不同打印位置黑烟停留的时间略有不同。根据实验情况,打印区域表面的气流速度均匀性会直接影响打印过程中产生的黑烟能否顺利排出打印腔室,所以在进行SLM打印机入口设计时必须要考虑到打印范围内的速度均匀性问题。
本期专栏文章,主要基于Fluent软件对SLM打印机机打印平台工作时表面气流的速度均匀性进行了相应的分析。

图1 烟气颗粒在打印室的流动
散热仿真模型的建立
在SLM打印机进行打印之前,需要使用惰性气体置换整个打印腔室内残留的空气。本文首先从惰性气体入口的仿真分析开始,通过仿真惰性气体从入口装置进入成型室内的整个流动过程,分析惰性气体在成型室内对打印平台的均匀覆盖程度。
使用四面体加棱柱层划分网格,在细小结构附近采用小尺寸1mm捕捉曲率变化和接近率。在上下入口结构的所有壁面使用5层棱柱层网格解析边界层内的流动,同时在孔洞和间隙处生成的棱柱层网格还能保证在最薄的几何空间内也至少有10层以上的流体网格以保证计算精度。

仿真计算结果及分析
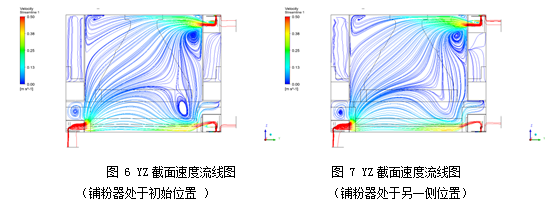
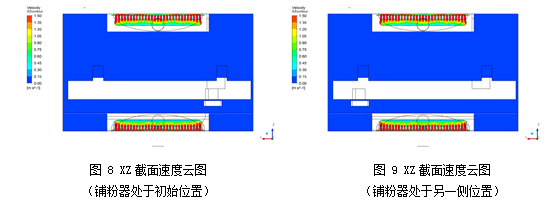
结果主要展���速度云图,显示面为YZ截面(位于模型X方向中心位置,)和XZ截面(位于穿过入口结构圆柱形孔洞中心面的位置)位置,截面见图4~图5。

对比铺粉器处于初始位置时的计算结果和处于打印腔室内另一侧端部位置时的计算结果如下。
从YZ截面的流线图可以看出,铺粉器无论处于初始位置还是另一侧位置时,惰性气体离开下方出口装置进入成型室内,虽然有一个向下扫掠打印底板的效果,但是无法保持向前的主体速度,很快向上下和左右四散开来,造成打印平台上方形成低流速区。
从XZ截面的速度云图可以看出,无论铺粉器处于什么位置,惰性气体通过多个圆柱形孔洞时的流量都比较均匀。
结论
选取分别高出打印平台上方1mm、10mm和17mm处的XY截面分析惰性气体在成型室内的流动均匀性。
将这些截面以打印平台中心轴为基准裁剪出圆形区域,分析这些圆形区域内的速度均匀性。数值越接近于1表示速度均匀性越好。根据速度均匀性��数的定义式求得该设计方案的均匀性分别为:
平台上方位置 | 铺粉器处于初始位置时 | 铺粉器处于另一侧位置��� |
1mm | 0.8117 | 0.8247 |
10mm | 0.7974 | 0.8458 |
17mm | 0.7917 | 0.8376 |
表格 1打印平台上方不同位置的气体速度均匀度
(主管流速0.5m/s)