一个筒体椭圆度不符合标准要求引发的故事
压力容器筒体在制造的时,需要对筒体的椭圆度进行控制,椭圆度较大,会造成对接时,错边量较大。若采用强力组装,会造成较大的残余应力,对设备的使用寿命有一定的影响,所以在设备制造时要对筒体椭圆度进行严格控制。
筒体椭圆度产生:
1. 筒体制造过程中产生的椭圆度,一般可以通过校圆来调整;
2. 筒体制造完之后,在进行热处理时,筒体里面未合理设置支撑,筒体产生变形,若筒体壁厚较厚,则很难进行校圆来调整;
3. 在离筒体边缘较近区域进行大开孔焊接接管,也会对筒体椭圆度产生影响;等。
标准中对椭圆度的控制:
1. GB/T150.4-2011中对筒体椭圆度进行了控制,分为不开孔与开孔情况,分别给出了相应的控制范围,具体如下:
 2. 根据ASME VIII-1 UG-80,对于筒体椭圆度控制,对于筒体或者筒体与封头连接处按照1%椭圆度控制;对于有开孔截面的筒体,其椭圆度可以放宽至2%,详细规定如下:
2. 根据ASME VIII-1 UG-80,对于筒体椭圆度控制,对于筒体或者筒体与封头连接处按照1%椭圆度控制;对于有开孔截面的筒体,其椭圆度可以放宽至2%,详细规定如下:

若筒体标准椭圆度超了,再无法进行校圆的情况下,难道该筒体就必能用了么?当然不是,肯定是有解决办法的。
美国出版了API 579—1 Fitness-For-Service标准,该标准对压力容器、常压储罐、压力管道使用过程中检出的缺陷(脆性、全面减薄、局部减薄、点蚀、氢鼓泡、氢致开裂和应力导向氢致开裂、裂纹状缺陷、蠕变、火灾损伤、焊缝焊偏和壳体变形、凹痕、刮痕及分层等)提供了安全评定的方法。可以根据第8章进行筒体椭圆度的评估,评估分为3个等级:
(1) Level 1 Assessment
该评估程序是按照相应标准对椭圆度的要求来进行控制,满足标准要求即为合格。
(2) Level 2 Assessment
该评估程序是当筒体椭圆度不满足评估1程序时,可以按照标准中给出的程序进行一步一步计算,判断计算结果是否满足评估2程序。
(3) Level 3 Assessment
该评估程序是采用应力分析技术来对椭圆度进行评估,可以采用线性应力分析和应力分类法或者非线性应力分析。
案例分享:
一台出口国外的设备,由于其是改造设备,并不是一个完整的设备,需要与反应器本体进行焊接。由于该设备是热处理设备,且设备里面有耐火衬里,所以在制造过程中筒体变形的控制变得尤其重要。该设备在制造厂要求U钢印,在现场的安装焊接需要R钢印。但制造完成之后,筒体的椭圆度不满足ASME标准要求,国内的AI也放行了,那问题就遗留到现场了。

在现场施工时,需要取得R钢印,所以让施工单位聘请了国外的AI,老外办事比国内就是认真,还自己亲自去检验,测量筒体端口的尺寸,测量报告认为筒体的椭圆度不满足ASME标准要求,不能进行接下来的施工工作。国外的AI给了两种选择:一种是对该筒体进行校圆,满足标准再安装;另外一种就是说服业主该设备不要R钢印。但这两种方法都很难实施,第一种方法采用外力进行校圆,耽误工期是一方面,其次是变形有可能会破坏内部的浇注料,导致该设备的隔热系统失效;另一种说服业主不要R钢印也是行不通,业主再三申明必须要R钢印。
为了确保施工的顺利进行,AI能够同意释放R钢印,最终采用了API 579—1 Fitness-For-Service标准中的评估2和3程序进行了计算,出具了详细计算报告,获得了AI同意,才未导致施工工期的长时间延误。
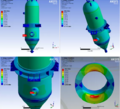
根据实测的数据,按照评估2程序进行了筒体椭圆度相关计算,筒体椭圆度满足API 579—1 Fitness-For-Service标准要求。一般老外都比较固执,尤其是还不满足标准的情况下。为了增强说服力,采用有限元进行了建模,对比了筒体实际情况与理想情况计算结果,都能满足标准要求,且计算结果相差较小。







给我们的思考:
1. 制造厂应严格按照标准中的偏差执行,在制造过程中,采用合理的内部支撑,确保热处理过程和接管焊接过程中不出现较大变形,使筒体椭圆度控制在标准允许的偏差内;
2. 国内的AI也要履行好AI的职责,严格按照ASME标准执行,不能睁一只眼闭一只眼,在不满足ASME标准的情况下就稀里糊涂的放行了;
3. 设备问题若遗留到现场都是非常难处理的,要是按照现场AI所说采用外力校圆方法,造成的工期损失是很难估算的(1天少赚几百万美金),也会给现场造成很多额外工作量,遭到施工单位的索赔;
4. 国外AI工作态度是非常认真,很多时候都亲自都现场检查,每一份报告都看的很仔细,还作了很多批注,提出的很多意见需要修改。虽然觉得这个老外在搞事情,但工作态度还是值得我们去学习的。


