宾夕法尼亚州立大学丨冶金、机械模型及机器学习在金属增材制造中的应用(二)

最近快速发展的强大的数字工具,如机械模型和机器学习,当同冶金学的知识组合在一起的时候,将会成为重塑将来的金属3D打印的利器。从产品制造设计开始到工艺规划到工艺监控和控制,这些工具均可以帮助改善显微组织和性能。抑制缺陷、自动进行部件检查和加速部件的质量认证。在这里,我们为大家展示了金属3D打印在冶金以及利用机械模型和机器学习等方面的先进应用,以及这些手段在拓展金属增材制造方面所起的作用。本文为第一部分。
 综述:冶金、机械模型及机器学习在金属打印中的应用(一)
综述:冶金、机械模型及机器学习在金属打印中的应用(一)

机械模型
机械模型可以对工艺过程中的变量如温度场和速度场、冷却速率和凝固参数等在AM过程中不易测量的量进行计算。这些模型提供了AM打印部件在工艺参数变化和原材料的热物理性质发生变化时显微组织和性能如何变化的现象进行描述。然而,工艺和产品的数字表征在当今还面临着巨大的挑战。这一复杂性的表征,通常是选取最为重要的工艺参数而忽略不重要的工艺过程。这些假设基本是可信的,其可信的程度通过模型预测的结果同实验结果相比较来验证。此外,该任务所用的模型一般是借鉴熔化焊接和冶金学中的模型。
AM中的机械模型广泛地用于参数变化和部件组织性能之间的关系预测中。大多数的工艺参数的物理变化需要应用多尺度地模拟来表征,并且在某些场合中还会用到跨尺度的变化。大多数的模拟需要用到瞬时的3D温度场。考虑到计算效率的变化取决于所考虑地物理工艺过程和计算的尺度。当计算是在介观尺度进行时,其计算速度是非常快的。然而,采用同样的计算对粉末层面地模型进行计算则需要几倍数量级的时间。因此,将时间尺度和长度尺度结合在一起是一件非常有挑战的事情,需要进一步的研究。在这里,我们对现有的研究进展进行回顾,对机械模型在金属打印中面临的机会和挑战也做了介绍。
传热模型和金属流动模型
金属打印包括加热、熔化、凝固和固态相变的过程,以及熔化区形状、显微组织、缺陷、机械性能和残余应力和变形的演变情况。对这些物理参数的变化同部件组织性能的定量关系的理解始于熔化区瞬时温度场和液态金属流动的模拟。传热和液态金属的流动的模拟基于质量守恒、动量和能量守恒的原理来获得诸如温度-时间历史的变化、熔化区形状和凝固速率的变化等。图5a为在PBF-L、DED-L工艺中利用粉末和DED-GMA中利用丝材为原材料时得到的典型的熔池的温度场和速度场。熔池的3D温度场分布和形状变化以及原材料(粉末或丝材)的变化可以通过基于介观模型的传输现象来获得。这些模型可以模拟在多层沉积时的情形,此时每一层包含着多道熔道。
AM是依靠局部原材料的熔化和凝固来实现的,结果,熔池的形状和尺寸影响着打印部件的显微组织和性能。除去对部件的形状特征进行计算之外,这些模型还可以计算在制造过程中沉积金属时的多个热循环。这些结果可以提供不同监控位置的温度-时间数据图(见图5b)。热循环对显微组织的模拟是非常必须的。实验测量诸如详尽的温度-时间-空间的数据是非常困难的,这是因为AM工艺本身的复杂性的本质所决定的。然而,在某些局部区域的温度-时间数据,如果可以获得的话,对测试和校准模型是非常有用的。从传热和流体模型中得到的结果可以促进对显微组织、晶粒结构和可打印性的定量理解。
显微组织演变的模拟
在显微组织中不同成分变化时相分数的模拟有助于理解打印部件在热处理前后的性能。每一可热处理的合金在加热和冷却时经受着独特的相变过程。结果,显微组织的模拟是同合金密切相关的,代表着显微组织演变过程中每一个相发生相变的可能的途径。在金属部件经受多道热循环时多道熔化焊的显微组织的计算方面的文章是比较丰富的。这一过程同AM工艺是比较相似的。在这些系统和AM中,可靠的显微组织的计算已经通过在连续冷却相变图和相分数随时间的变化中所得得详细得动力学信息而获得。
相变的模拟和显微组织特征的尺度曾经用来考虑热历史和 合金成分。Avrami等式显微组织的计算,基于Johnson-Mehl对PBF-L Ti6Al4V合金是非常有用的,同时连续冷却相变图已经被用来理解DED-L Ti6Al4V的显微组织的演变,同时用于DED-L In718合金的析出动力学的模拟。尽管这些计算结果提供了相分数的可靠结果,但他们却不能提供形貌方面的信息。相变模拟手段被用来解决小长度范围内的显微组织的特征。例如,相场模拟铝合金的显微组织演变时则呈现出枝晶的生长,见图5b。相场模拟同时还被用于镍基高温合金的显微组织的计算。在DED-L Ti6Al4V合金时β相向织篮α相的固态相变转变。曾经利用相场模型基于粉末尺度的温度计算进行模拟。在这些模型中,将物理模型中的孕育、加热和冷却考虑进3D的熔体流动中是非常有挑战的。同样,边界条件中的能量场的定义也是如此。相分数演变在实验数据和计算数值方面定量数据的缺乏(在长度方面同部件相比)增加了困难。
 图5 金属打印时不同类型的机械模型的结果
图5 金属打印时不同类型的机械模型的结果
晶粒结构演变的计算
晶粒的形貌、尺寸和方位影响着部件的机械性能和化学性能。晶粒尺寸的空间变化和形貌可以通过不同方向一定的截面来观察。然而,取决于所选取的平面,柱状晶有可能在某些截面看起来像等轴晶。基于Monte Carl的晶粒生长的模拟可以理解打印部件的晶粒结构。这些模型可以模拟不同晶粒形貌的过渡状态,如柱状晶向等轴晶的转变,在同方位相关的凝固状态下晶粒生长方向的变化以及多个热循环时固态下晶粒生长方向的变化以及多个热循环时固态晶粒的生长等。晶粒形貌的孕育密度的影响的计算则表明等轴晶的数量随着孕育密度的CET的增加而变化,此时孕育密度比较大。
3D晶粒的生长模型可以揭示晶粒结构的演化和提供有关晶粒形貌、尺寸和方向以及织构方面的信息。这些计算需要温度场的3D瞬时信息、熔化区的尺寸、局部的温度梯度和在不同方位的凝固生长速率,所有这些可以通过热模拟和流体的模拟来获得。晶粒从部分熔化的晶粒进行外延生长和遵从凝固前沿的最大热流方向。可以在一定的横截面上呈现出等轴晶。
残余应力和变形的模拟
应力和应变的演化采用实验来确定是比较困难的,但热模拟模型则广泛的得到应用。这些模型的计算工作量非常大并且给予热传导模型而忽略液相金属的流动,这是熔池中比较典型的热传导机制。更精确地计算将考虑对流传热,同计算软件和硬件的改善结合在一起来进行。残余应力的分布和应变随激光扫描路径的变化在PBF-L、DED-L和DED-GMA时的变化是非常显著地,见图5d。这些计算考虑了对流传热并且在PBF-L时揭示出最小地残余应力和变形。这是因为熔池的尺寸小、沉积速率比较低。此时计算量过大,也是不太实际地。
缺陷形成的模拟
在介观尺度模拟过程中,小尺寸的特征如表面粗糙度是不会进行模拟的。粉末尺度的模拟则比较适合解决这一问题,因为这些模型比较典型的模拟1mm3或者网格尺寸比较小,在1-2微米时比较适合。时间分布经常限制在几纳米范围内,液态金属流动的高速率下来维持计算的收敛在较小的网格间距。因此,这些模型需要花一天或者更多的时间来运行计算。由于匙孔不稳定性造成的空隙的形成可以通过粉末尺度的模型进行模拟。
机械模型用于不同缺陷的形成,诸如气孔、合金元素烧损和裂纹等开始得到应用。常见的AM打印合金中,气孔的形成在PBF和DED中是由于熔化不充分造成的。匙孔诱导的气孔在高能量密度时的模拟可以捕获到匙孔壁的不稳定的本质。另外一个比较重要的问题则是在高温沉积时的元素烧损。挥发性元素的选择性损失会导致原材料和沉积后的制品在化学成分上存在显著的差别。成分的变化同时也会影响到沉积制品的显微组织和性能。
许多合金的成功打印受到熔化和凝固过程中裂纹敏感性的阻碍。大量的裂纹经常会在柱状晶晶粒的边界发生。晶粒形貌从柱状晶到等轴晶的晶粒形貌的变化会抑制凝固裂纹的形成,因此提高了合金的可打印性。多个途径同CET的冶金学相关的手段给予了讨论,这在柱状晶向等轴晶的转变中已经给予了介绍。所有这些办法需要对凝固状况的传输现象和晶粒结构的演化模型进行定量评估。
可打印性的评估
打印时的评估通过检查部件常见缺陷,如变形、成分变化、未熔合和裂纹的敏感性等。综合的和减少阶次的模型是可行的,可以用来完成任务。理论尺度上的分析可以用来测试合金对热变形的敏感性。合金对于未熔合的敏感性可以通过传热的数值来模型和流体的计算来得出。一个给予可打印的数据库的模型实验证实后可以减少试错和促进部件质量认证的开发时间,这对打印新合金来说是节省时间和节约金钱的。
在当前,只有少量的商业合金比较容易实现打印,用于AM打印的特定的设计还刚刚开始。一个比较重要的目标是通过减少常见缺陷的办法来提高其打印性能。例如,以Cr-Mo-V工具钢的粉末和马氏体不锈钢的粉末进行DED-L后其机械性能优于传统的制造工艺。将Ti和Cr粉末进行混合后采用DED-L进行打印可以获得较好的强度和韧性。将Si添加到2021、6061和7075铝合金中进行打印会导致细小的Al3Zr或Al3Sc相的析出。作为晶粒细化的接种体并且阻碍裂纹的产生。新的镍基合金hastelloy合金被设计出来用于PBF-L打印,用来阻碍裂纹的生成。
机械模型是功能强大的模拟工具,可以提供不易获得的视野。然而,这些计算需要对背后的物理机制有深入的理解,而且这些数据却又不易获得。此外,机械模型通常都比较复杂且需要比较显著的计算资源和用户要具有比较熟练的技巧。相反的,机器学习则仅仅需要较少的编程知识和模型技术,结果,该技术得以广泛的应用。
机器学习在金属打印中的应用
机器学习可以促进计算机进行可靠的预测,通过不同的源头获得的数据来学习。比较有用的信息和相关关系从数据中提取而不需要对现象进行指导或进行额外的编程。预测的精度可以提高产品质量和数据的体积。这一技术强大的开源编程能力使得机器学习可以解决复杂的问题。这一复杂的问题自第一次出现时可能很复杂。在这里,先介绍一下开源的算法和代码,然后讨论一下其有效的用途和对金属打印造成的影响。
使用机器学习的原因
通过不断的试错的办法来获得高质量的部件是不仅速度极慢且成本-效益也低的办法。因此,机器学习则开始广泛的应用于金属打印的全过程(见上一篇中的图3)。金属打印中的显微组织、性能和缺陷的演变取决于多个同时发生的物理过程。因此,产品一体化的现象的预测在目前是没有的。机器学习可以作为预测显微组织、性能和缺陷的工具。该方法并不需要给予对现象的理解来利用复杂的公式来解决问题。结果,计算会非常迅速。此外,输入变量的等级制度和输出数据的敏感性是可以确定地。最后,机器学习的程序比较容易构建,这是因为经过测试,容易使用和可靠地算法的有效性地缘故。
在AM中机器学习的应用在机器学习模型和开源的程序的应用上得到应用。模型的分类,如决策树、随机树和K-近值邻居均是数据分类问题中比较有用的,如打印部件中探测到的或探测不到的气孔。这些模型也用作决策。回归模型,如人工神经网络、Bayesian神经网络和支持向量机被用来给予功能的角度将输入和输出联系在一起,并且可以在一套输入参数后预测可变的输出量。开源的编程,如WekaScikit学习、TensorFlow、Keras和Theano则可以非常容易地进行使用。这是因为这些伴随着大量的手册和测试案例。在接下来的章节,我们检查了机器学习在构建金属部件的不同阶段应用机器学习提高产品质量地案例。
金属打印中的应用
机器学习在金属打印中的应用受到管理复杂的工艺过程和强大的开源代码的有效性的驱动而得到快速的发展。最近的应用范围包括 从工艺规划到参数优化、传感的控制和提高熔化区域的贡献、定制显微组织和缺陷的迁移等,见图6。这些例子显示了机器学习在金属打印中的重要性,其应用可以单独进行,也可以同机械模型组合在一起使用。
工艺参数的优化
工艺参数的选择在控制部件的质量上是非常重要的因素。机器学习是一种快速和可靠的预测和优化工艺状况以获得理想的部件的途径,见图6a。例如,DED-GMA的神经网络预测的送丝速率、扫描速度、弧电压和喷嘴道板材之间的距离以及优化参数以获得部件所需要的宽度和高度。应用随机树算法来优化参数,使用PBF-L技术获得了优质的In718部件。神经网络技术被用来预测粉末铺粉辊的旋转速度和平移速度,以最大程度的减少表面的粗糙度。热力学模型和机器学习一起来识别工艺状态以避免在DED-L打印梯度SS316-纯Cr时脆性金属间化合物Sigma相的形成。回归为基础的机器学习用来检查送粉速率、扫描间距、激光功率对DED-L的表面性能的影响。以上提到的应用关于机器学习来构建AM部件且使用变化的AM变量的案例表明该技术是可以给予数据进行优化参数的。优化的参数可以在随着时间不断积累的数据的条件下而不断地得到提高。
探测和工艺控制
机器学习可以用来监测和控制金属打印过程,同时可以控制缺陷的形成,提高尺寸精度。例如,对部件采用相机进行原位影像的获取可以 用来同CAD设计的结果进行比较以探测感兴趣的区域,该区域是可能存在缺陷的。这些区域可以进一步的分成若干子区域,以便将图像用来训练神经网络来实时探测缺陷,见图6b。三个例子显示了可变的探测和监控办法。第一个,利用计算视觉算法获得的粉末特征的数据可以用来训练支持向量机以进行工艺控制。第二,工业监控系统以及多层分类可以提供控制策略以减少PBF-L中的缺陷的生成。这些数据基于制造同一部件时同一设备所提供的数据。最后,利用光传感器获得数据利用支持向量机的分析来探测DED-L中的缺陷。这些例子则表明原位探测和监控打印过程的有效性,且可以最大程度的减少认为的干扰。
部件形状的控制
打印部件的形状有可能会由于打印工艺的不稳定性、热变形而造成同设计的尺寸存在偏差,这一偏差会在比较极端的情况下直接成为废品。机器学习经常被用来在打印过程中进行控制部件的尺寸。例如,在PBF-L SS 316时,采用不同的激光功率和扫描速度来训练神经网络,采用高速相机测量沉积的宽度,结果见图6c的左图。在另外的一种情况下,神经网络预测一定扫描速度和激光功率条件下的扫描道宽度,其结果同实验结果相吻合,见图6c右图。
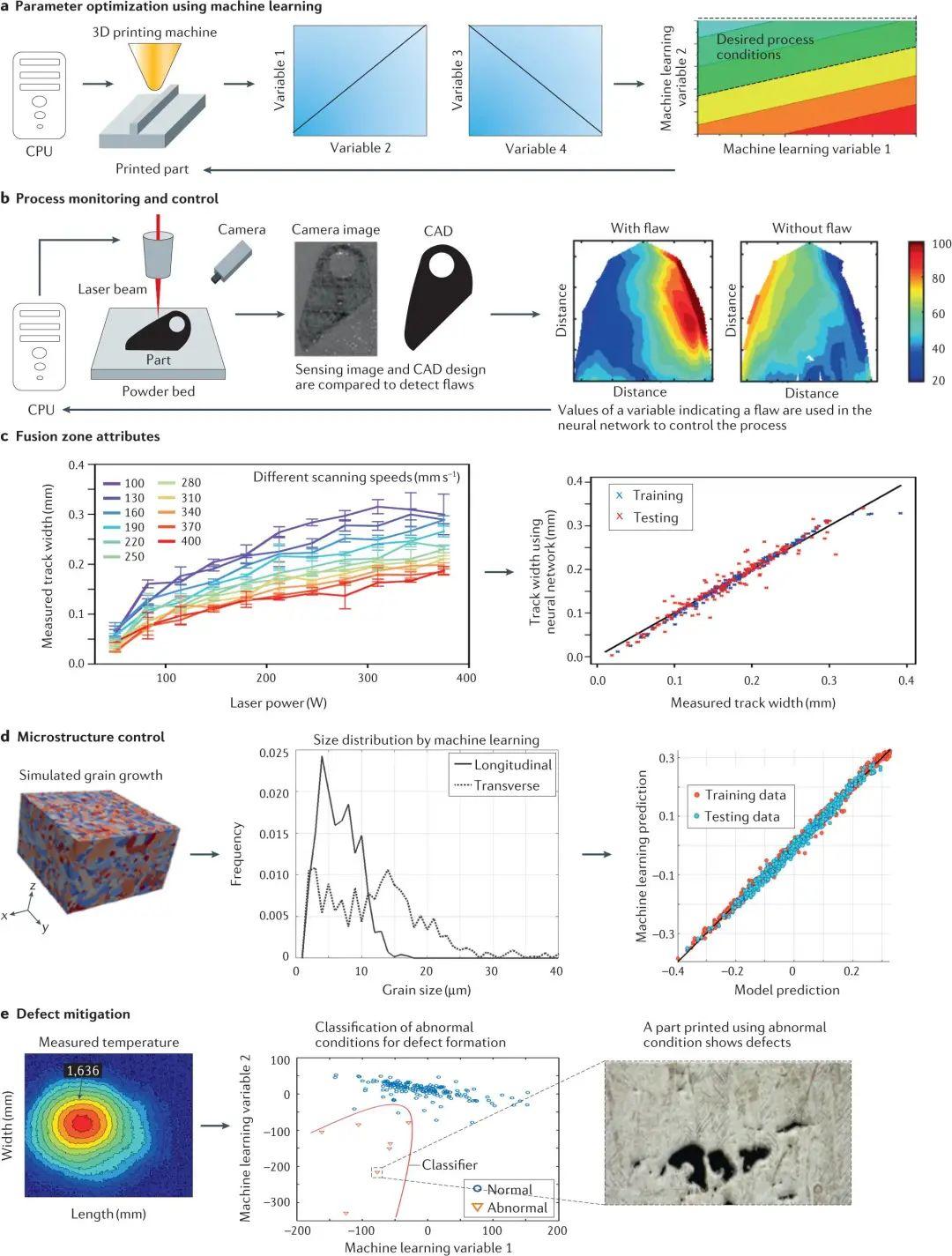 图6 金属打印中机器学习的应用案例
图6 金属打印中机器学习的应用案例
以神经网络为基础的机器学习被用来控制熔道的宽度和高度,熔化区的深度。此外,在PBF-L时的熔池深度通过决策树优化激光功率、扫描速度、光斑尺寸和吸收率。而且,采用神经网络对工艺过程中的形状的偏差进行了捕获和分析以获得较好的尺寸误差的AM部件。这些例子表明这些改善符合原先设计的尺寸将促进部件的认证。
控制显微组织和性能
显微组织的特征,如晶粒尺寸、分布、方位以及性能,如拉伸性能、硬度、疲劳强度等均可以用来发展机器学习的算法,从而可以快速的进行计算处理以获得理想的显微组织和性能。输入数据进行训练机器学习可以从校正的机械模型中生成。例如,采用3D Monte Carlo模型得到的频率随晶粒尺寸的变化可以用来训练神经网络,见图6b。神经网络支撑的用于PBF-EB的工艺模型和遗传算法预测屈服强度以帮助理解PBF工艺过程中的结构和性能之间的关系。在使用机器学习量化显微组织方面尽管已经取得了一定的进展,应用机器学习在金属打印中来控制显微组织和性能方面仍然处于发展的初级阶段。
减少缺陷
机器学习被用来最大程度的减少部件中诸如气孔、未熔合、变形和表面粗糙等缺陷。例如,机器学习可以用来减少DED-L打印Ti6Al4V时的气孔,见图6e。尤其是,采用红外相机监控DED-L工艺过程中的温度场,通过追踪固相温度曲线来提取出熔池的边界。依据上述数据,用发展的支持向量机来将工艺过程分成两大类,正常和不正常,其分类依据气孔形成的可能性来进行。当实验采用易于形成气孔的条件进行时,部件中就会形成缺陷,见图6e。在另外一样品中,采用机器视觉发现粉末的铺展出现异常(工艺为PBF-L)。由于粉末铺展和输送造成的粉末床的不完美现象采用神经网络可以将其同部件的缺陷关联起来。在另外的学习中,自动图像分析用来识别缺陷。机器学习在减少表面缺陷方面提供了一个非常有用的框架。
其他应用
除了在构建部件的不同阶段有应用之外,机器学习在金属打印中还有其他应用,包括粉末的表征、部件的失效和部件的原位检查。例如,利用计算机视觉得到的数据来训练支持向量机可以用来对对粉末的特征进行质量评估。机器学习还可以用来预测设备的失效和前瞻性的预测和替换部件,在实际部件出问题之前进行替换。同时,机器学习平台通过高分辨率的图像和CT扫描数据进行训练,最终可以学会预测问题和探测打印过程中存在的缺陷。计算视觉技术和机器学习已经在工业中用来检查部件和识别打印部件中的微裂纹,从而节约时间和金钱。
展望
在近年来,商业用AM设备的销售在不断增长,在全球授权专利数和全球市场的收入数据已指出AM的应用范围在未来会的都进一步的扩展。AM技术应用范围的进一步扩大,尤其是,更多据的商业合金能够被打印,将取决于我们是否否能够攻克AM技术应用的瓶颈。
最近关于AM技术的文献综述已经指出,这里存在三个明显的趋势。第一个就是解决AM工艺制造中存在的问题是不能或很难采用以往的办法来解决的。机械模型的不断增长的应用和机器学习在参数选择方面的应用将会有助于提高产品质量、降低成本和减少试错的成本。第二个趋势是金属的层层堆积制造方式,有时候单层的厚度比头发丝还细小时,是同显微组织和性能相关的令人困惑的科学问题,有待于解决。多学科交叉的研究办法有助于解决这些问题,并在先进的AM实践中得以应用,并对冶金方面的科学起到贡献作用。最后,3D打印技术进一步提升了传统工艺的技术水平,如3D打印带内冷却通道的注射模具可以减少冷却时间、提高产品的产能和质量。3D打印和机加工混合的复合制造,可以发挥各自的优势。这样,冶金学、机械模型和机器学习对金属打印的贡献将逐渐渗透到传统制造工艺中。金属打印在科学上和技术上以及经济上面临的挑战需要在软件和硬件上的机械模型和机器学习的进步以及持续不断的提高可打印的数据库和完善显微组织-性能之间的关系。这些技术上的进步需要世界范围内的多学科的技术上的突破来实现。
论文链接:
T. DebRoy, Mukherjee, T., Wei, H.L. et al. Metallurgy, mechanistic models and machine learning in metal printing. Nat Rev Mater (2020).


