两机叶片丨中科院宁波材料所:激光极端制造助力航空发动机气膜孔高质量加工

极端制造是面向极端环境、极端使役对极端材料实现极端性能的制造,是众多科技前沿突破的重要基础。激光加工具备精确可控、材料适应性广、工艺多样的多重优势,与智能技术相结合,可望引领智能化极端制造。本文主要介绍了中科院宁波材料技术与工程研究所激光极端制造研究中心在水助激光加工、激光电液束流复合加工技术等方面的技术进展,结合航空发动机气膜孔加工质量的提升,阐释激光极端制造的部分特点。
极端制造概述
极端制造是人类探索宇宙、改造世界、造福人类不可或缺的手段,集中表现为极高能量密度制造、极小尺度制造、极复杂巨系统制造、极高精度制造、近无缺陷制造等特点,涉及机械、材料、光学、物理、化学、力学、数学等多学科领域,集前瞻性、先导性和探索性的基础理论与工程技术于一体。极端制造工程学是针对极端材料、极端使役、极端环境,系统性、精益性实现极端性能与功能之制造方法、理论与系统。
GF领域尤其需要极端工艺能力,无论针对材料(耐高温、硬脆、超韧、热敏感);使役(超薄、超厚、超大、超微、超精)和环境(极寒、真空、外星球、深海、高温)要求等方面。以激光加工、电加工、超声加工、水射流加工为代表的特种加工是为解决传统加工技术无法克服的困难而产生的加工技术,经过不断迭代和创新,已不断拓展适用面和制造极限。
特种加工技术不仅只是改变了加工某一产品的方法,而是改变了产品设计、制造的理念,对生产出高质量、高可靠性的产品提供了条件。因此,特种加工已经成为众多高端装备制造必不可少的关键技术,是大国战略性核心竞争力的关键所在,在航空、航天、航海、核电等国家重大需求领域,以及能源、医疗、高铁、汽车、IT等国家重大民生领域均具有重要意义。
近年来,工业4.0、大数据、互联网+等新趋势风起云涌,推动人类的制造工程快速迈入大规模分布式、个性化、功能优先、高度智能的制造时代。随着“能场制造”理念的主动应用和深入研究,众多极端、复合、多能场融合制造技术获得成功,使其逐渐从特例成为国内外系统研究、发展的前沿热点方向。
由于光子三性,激光极端制造已经成为大势所趋
激光加工具有“光子三性”,包括:(1)激光能量之时空幅频精密可控性:激光能够实现时、空、幅、频各个维度的精密可控。(2)单位激光能量成本之持续下降性:过去十年间,激光器单位能量的成本下降了十倍以上,有加速降低的趋势,更多激光主导性的大众化应用已经势不可挡,从打标、切割到如今的焊接、微细加工和增材制造。(3)激光加工之材料普适性:激光可以破坏几乎任何材料,可以击穿空气甚至真空,因而,激光可以加工几乎任何材料,包括超硬、超脆、超粘、超软以及复合材料等典型的难加工材料。
因此,极端条件下的激光制造技术,包括金刚石、石英、碳化硅等硬脆材料零件的制造,高熔点、高硬度金属材料零件的制造,微小结构尺寸零件的制造,以及其它更多特殊领域可以用“光”进行制造的复合技术。激光极端制造工艺技术与智能化技术的结合,将辐射到更广泛的领域,服务各个产业,解决一系列棘手的工程问题。
例如,涡轮是航空发动机中热负荷和机械负荷最大的部件,其中一级、二级涡轮叶片的工况尤为恶劣,工作中持续承受高温高压燃气的冲击。涡轮叶片的高效气膜冷却直接影响航空发动机和燃气轮机的最高工作温度,进而影响系统的可靠性、能量效率等一系列关键性能。因此,热端部件先进气膜冷却孔的低损伤加工是航空发动机性能提升之重大关键。

图1. 热端部件先进气膜冷却孔低损伤加工是航空发动机性能提升的重大关键。要提升涡轮叶片长期可靠的工作温度,必须不断提高先进气膜的冷却效率
为了持续缩小中外发动机技术领域的代差,复杂异型气膜冷却技术的应用势在必行。当前该领域面临的挑战包括:复杂异型孔加工、单晶高温合金/TBC多层复合结构材料(甚至全陶瓷基复合材料),以及先涂层后打孔的技术路线。电加工手段由于受电极局限,分辨率一般大于 100 μm,很难满足复杂异型孔高于50μm加工分辨率的要求,同时,电加工很难独立穿越非导电的热障陶瓷层,而“先打孔,后涂层”会导致缩孔,二次扩孔会对孔周涂层造成损伤。
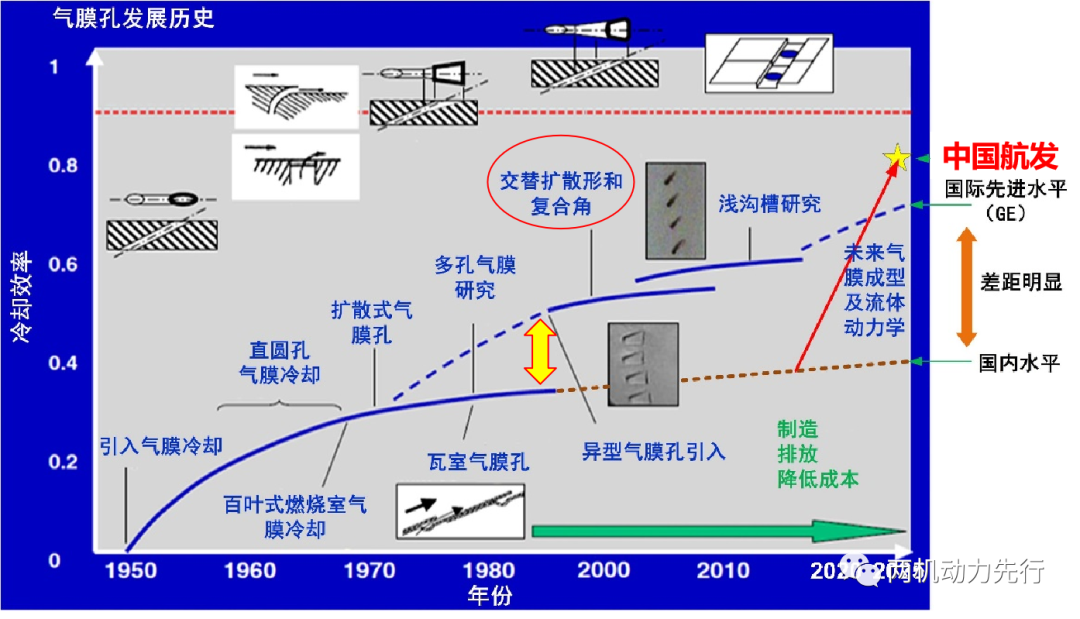
图2. 气膜孔的技术发展历史简图。缩小中外发动机技术代差,复杂异型气膜冷却技术的应用势在必行
国内相关科研院所(中科院西光所、北京航空材料研究院、清华大学等)纷纷开展了飞秒激光加工镍基高温合金的研究工作。例如,2013年,刘新灵等人发现飞秒激光加工单晶高温合金,仍存在着不大于3μm的重铸层,孔壁上棱状加工痕迹和部分孔壁上的微裂纹明显;2017年,张学谦等人使用飞秒激光旋切扫描带热障涂层,发现孔的入口处附着黑色残渣,加工次数增加后愈发严重。这在一定程度上表明,飞秒激光加工仍无法完全实现理论上的“冷加工”,大深径比深小孔加工仍存在热影响等影响,并且加工效率较低。

图3. 干式激光加工中飞秒激光加工质量相对而言最好,但仍无法完全实现理论上的“冷加工”
对此,中国科学院宁波材料技术与工程研究所激光极端制造研究中心开展了多项极端激光制造技术,尤其是复合加工技术的研究工作,取得一系列成果。
水助激光加工可以一定程度上解决先进气膜孔加工的工程矛盾
水射流辅助激光加工是一种将激光与层流水射流复合的激光加工技术,它将水以各种形式复合到现有的激光加工技术中,充分利用水的冷却作用、冲刷作用,以及激光与材料产生的其他物理化学作用,以获得更好的加工质量。水助激光加工过程中,激光照射工件使工件局部受热,温度迅速升高,升华材料,利用射流所产生的冲刷力,带走去除物。
相较于传统激光加工技术,水助激光加工技术展现出一系列优势:通过形成稳定的同轴层流射流,使得激光加工对焦点位置不甚敏感;通过扫描振镜,实现激光束对特定形状的高速扫描。因此,水助激光加工能够实现特定复杂形状的微结构加工,包括直接加工带热障涂层的叶片和燃烧室。
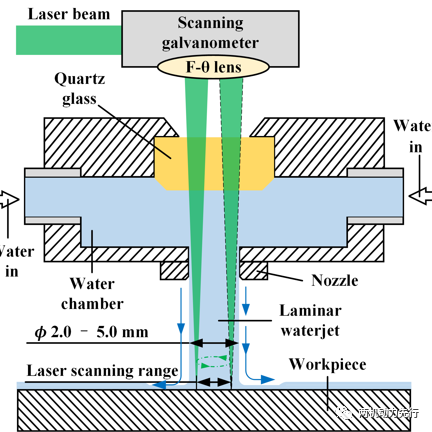
图4. 水射流辅助激光加工技术工作原理
传统激光干式加工方法可能造成烧蚀现象严重,引发热影响问题。水射流辅助激光加工能够有效降低热影响区,大幅提高加工质量。主要原因在以下几方面:水射流的冲击作用(高速水射流便于排出气泡、飞溅物、等离子体);等离子体冲击波效应(在水层约束下,等离子体诱导反冲压力,合适工况下可以提升加工效率)。但与此同时,需要控制等离子体的屏蔽效应(等离子体对入射激光能量的屏蔽);气泡空蚀效应(空化气泡溃灭时,形成高温高速液体射流)。试验一再表明,该工艺的水冷却效应(带走热量累积,减小热损伤)是显著的,使用纳秒激光,就有望实现接近零热影响的孔加工。

图5. 水射流辅助激光烧蚀机理
通过干式激光和水助激光加工的试验对比情况,可以从一定程度上了解水助激光在加工质量方面展现的特定优势。图6(左和右)是分别采用纳秒激光进行的干式激光和水助激光针对孔加工的效果对比图。试验使用的材料为K4002镍基高温合金,它具有良好的高温性能和组织稳定性,是目前等轴晶铸造镍基高温合金中中温和高温性能最高的合金之一。干式激光的加工一般会出现孔边突起,黑色烧蚀残渣堆积,孔出口圆度差,锥度较大(图6左);水助激光加工则孔边普遍无突起,入口尖锐,出口圆度好,当激光能量合适时,锥度可以更好地消减。但水助激光激光孔周容易存在微坑等表面损伤,另外,单纯的水助激光加工对大深度孔加工的能力和效率亟待提升(图6右)。
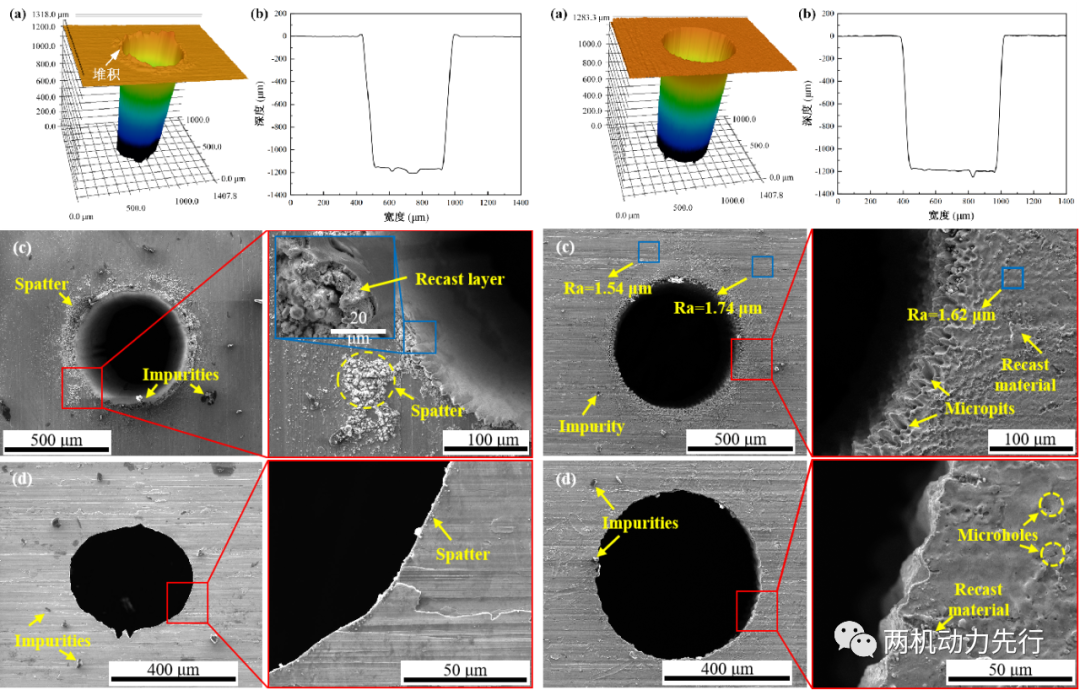
图6. 干式纳秒激光(左图)和水助纳秒激光(右图)加工孔的对比图
为了提升涡轮发动机的整体性能和可靠性,需要在带热障涂层(TBC)的单晶高温合金涡轮叶片上制备大量的气膜冷却孔,激光加工是实现"先涂层后打孔"的优势加工手段。采用水助激光扫描加工方法,该团队通过正交试验和单因素试验研究了各因素对TBC损伤程度和TBC材料去除率的影响关系,试验结果表明:对涂层剥落损伤的影响程度由大到小依次为光斑重叠率、激光重复频率、激光电流和水泵电压,当光斑重叠率为98%、激光重复频率相对低频时,可以稳定地避免TBC水助激光加工很容易出现的涂层剥落损伤。初步分析,这里的主要原因是周边气泡的合理控制。
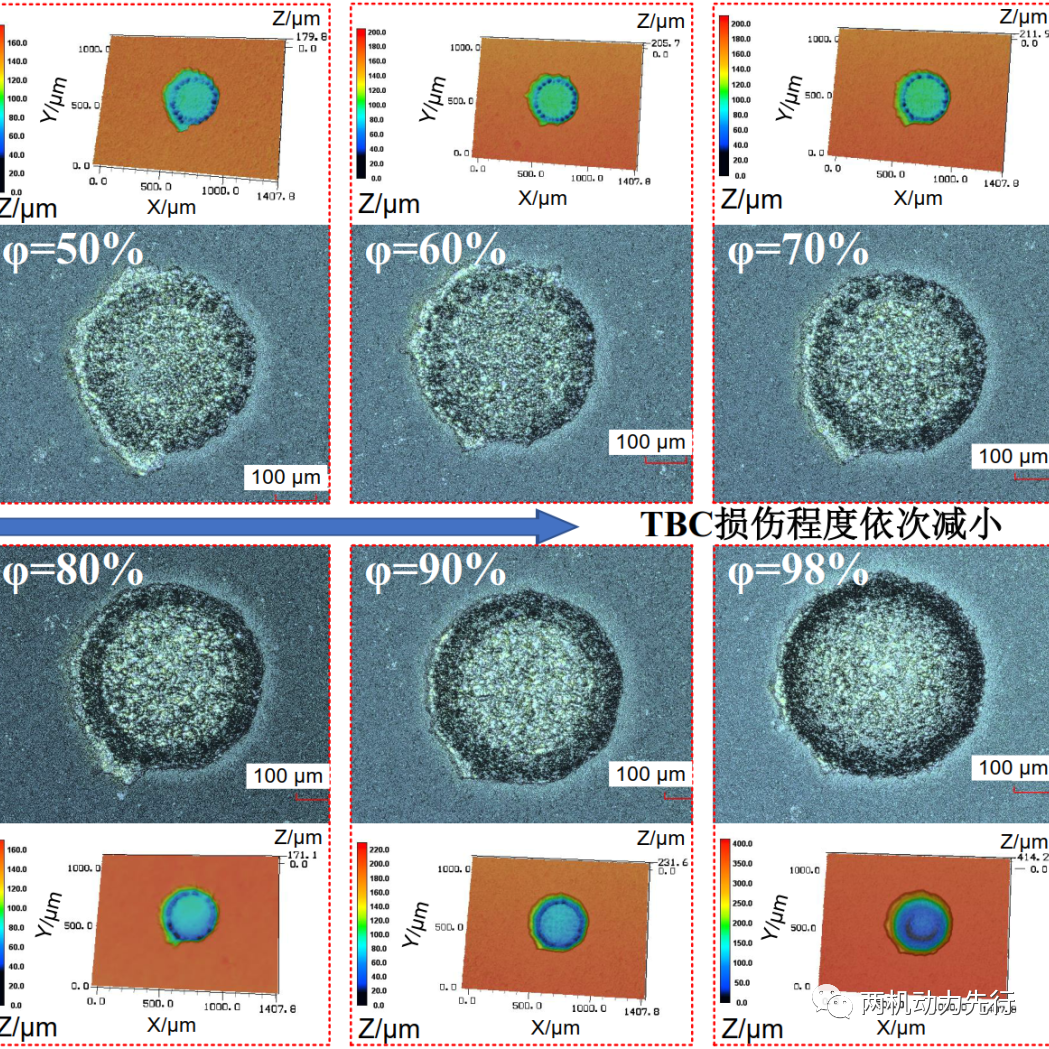
图7. 采用水助激光扫描加工方法,通过正交试验和单因素试验研究了各因素对TBC损伤程度和TBC材料去除率的影响关系
对TBC材料去除率的影响程度由大到小依次为激光电流、激光重复频率、水泵电压和光斑重叠率。当优选激光器重复频率为15 kHz、光斑重叠率为80%左右时时,TBC材料去除效率最高。
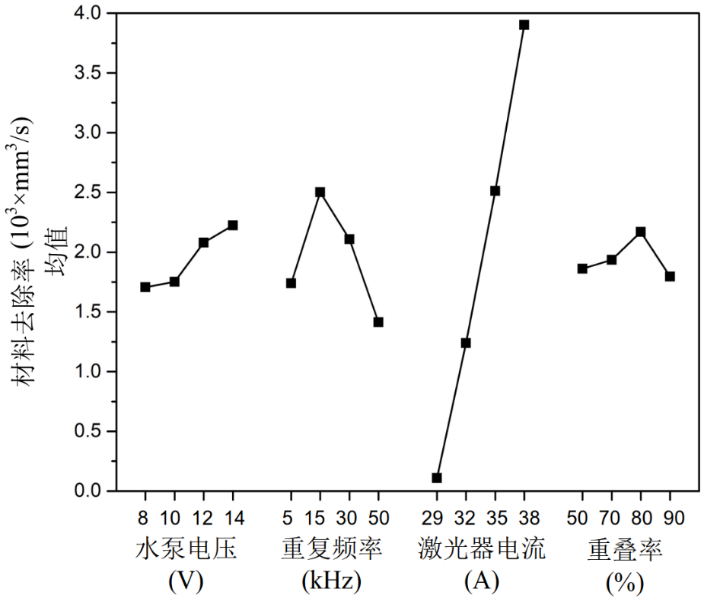
图8. 涂层材料去除率正交优化主效应图
总体上,新一代水助激光加工技术较好地解决了高能量激光可靠耦合的问题,扩展了耦合功率范围,将水助激光的加工能力进一步提升,同时较好解决了电加工和飞秒激光加工在单晶金属孔加工方面的热影响问题。
实现介入式激光加工的激光与电液束流复合加工技术
激光加工有很多优点,包括材料适应性广、分辨率高、瞬时材料去除率高、能量精确可控等等,但精密打孔的加工深度长期未能突破20mm,并且深孔加工时干式激光打孔的热影响很难彻底根除。对此,由中科院宁波材料所团队首创了激光与管电极电解复合加工工艺(Laser-STEM),实现了介入式激光加工。

图9. 中科院宁波材料所团队首创的激光与管电极电解复合加工工艺(Laser-STEM),实现了介入式激光加工
该团队将液核光纤技术引入STEM工艺中。当中心的激光功率足够强时,可以直接用激光快速去除中心材料,而激光深度方向去除材料的速度一般远远高于电解加工。如此,如果能够将液核光纤普通使用的纯净水换为合适的电解质,则可以既在中心使用激光加工,又可以用管电极同步进行电解加工,消除激光加工的热影响。更关键的是,电解加工可以很好地消除常规激光加工很难避免的大深度加工深度问题。因而,适当的组合下,Laser-STEM工艺可以实现介入式的激光孔加工。反过来,激光加工的热效应、力效应又可以进一步提升电解加工的效率。
目前,Laser-STEM工艺已经实现无锥度、无热影响、无工具磨损、突破加工深度极限的孔加工,可对钛合金、高强钢等难加工材料进行高速、超深孔加工。该工艺是智能能量场制造的典型案例。相对传统的管电极电解加工(STEM),Laser-STEM工具电级进给速率已经达到4-6mm/min,远远大于目前STEM工艺的国际水平(2-3mm/min),加工精度提高67%,材料加工厚度达到100mm以上,深径比超过100:1。
当Laser-STEM工艺的诸多参数,如电解质的电流信号,电极的进给位置等,可以被用于加工质量和加工深度的反馈 ,为相对独立工艺获得更高的质量特性,打破现有工艺纪录,提升背伤防护的智能化提供了新的自由度。
激光加工由于高功率激光器的性价比持续提升,正在导致传统制造不得不直面的工艺竞争,尤其是大厚度切割、高端焊接、便携式焊接等等。本文所报道的工艺创新,通过引进更多的能量场(激光+流场+电解),增加了工艺控制与优化的自由度,为激光极端制造工艺能力的进一步突破奠定了重要基础。


