首页
发现
课程
培训
文章
案例
问答
需求
服务
行家
赛事
热门搜索
发布
消息
注册
|
登录
首页
/
文章
/
详情
面向金属增材制造的拓扑优化设计研究进展
Inspire增材创新设计
1年前
浏览10138
关注
本文综述了面向金属增材制造技术的结构拓扑优化设计研究进展,从优化拓扑算法的角度,归纳了基于单元网格与边界演化的拓扑优化方法改善结构连续性与可制造性的有效措施;从金属增材制造约束的角度,总结了考虑几何约束、成形约束、材料性能约束的拓扑优化方法,并结合金属增材制造与拓扑优化技术的发展趋势进行了展望。
关键词
拓扑优化;金属增材制造
;
拓扑算法
;
增材制造约束
1.
引言
随着我国航空航天事业的持续发展,航空结构件需满足轻质高效、长航时、高机动性等要求,因此,进一步降低结构质量系数,是结构优化设计领域面临的一项严峻挑战
。传统轻量化设计大多是基于经典结构的等效替换,通过新工艺、新材料等精益改善和挖掘结构潜能,现已趋近“天花板”
。
拓扑优化技术作为结构优化设计的重要分支,通过定义材料属性、载荷工况与约束条件,寻求给定设计域内材料的最优分布形式,是结构轻量化设计、获得高性能创新构型的有效设计方法,现已广泛应用于航空航天、汽车制造等领域。例如,应用填充微观点阵结构的卫星支架多尺度拓扑优化设计,使卫星支架减重
17%
,动态响应减少
25%
;考虑切口、保持传统钣金轮廓的涡轮发动机支架的拓扑优化设计,使发动机支架减重
2
5
%
,考虑增材制造工艺,扩大设计空间的拓扑优化设计,使发动机支架减重
6
6
%
,最大位移减少约
5
0
%
;由
3
0
多个单独部件组成的稳定器前翼梁支架,应用拓扑优化一体化设计,成功实现前翼梁支架减重
3
0
%
,显著改善结构性能,提升加工效率。
然而拓扑构型通常较为复杂,受制于传统制造工艺限制,设计人员往往需要简化最优拓扑构型,而不能充分体现拓扑优化的结构优势。增材制造技术使用高能束热源,采用“自下而上”材料逐层熔化沉积的叠加方式,无需模具,可实现复杂拓扑构型的快速“自由制造”,解决了结构优化存在的“制造决定设计”的问题,极大地拓宽了设计空间。但金属增材制造技术并不是完全“自由制造”技术,仍存在特有的制造约束,如拓扑构型最小尺寸小于设备精度,则会出现打印失败现象
;受制于设备成型腔与结构热变形限制,增材制造大型构件,需进行分块与连接处理;增材制造零件有时会沿构建方向存在
20%-40%
的强度损;对于粉末床增材制造技术,在制造含有封闭孔洞的拓扑结构时存在内部粉末与支撑难以去除等。因此在拓扑优化设计中考虑增材制造约束,发展面向金属增材制造的拓扑优化设计与研究具有较为广阔的应用前景。
本文首先介绍了连续体结构拓扑优化的常用方法与特点,对比了不同方法的拓扑优化结果,从算法优化的角度,总结了改善拓扑构型连续性的有效措施。随后,阐述了金属增材制造技术的原理、加工特点与适用范围,归纳了考虑金属增材制造几何尺寸约束、结构成形约束、材料性能约束的拓扑优化方法。最后,讨论了现有拓扑优化与金属增材制造领域的发展方向,为学者们深入研究面向金属增材制造的拓扑优化技术提供参考。
2.连续体结构拓扑优化常用方法与特点
根据优化算法迭代与更新的不同形式,连续体结构拓扑优化可分为:基于单元网格的拓扑优化方法,如均匀化法、变密度法、渐进结构法等;基于边界演化的拓扑优化方法,如水平集法、移动可变形组件法、特征驱动结构拓扑优化法等。
2.1 基于单元网格的拓扑优化方法
均匀化方法
通过调整单胞结构的几何尺寸与空间方位函数,寻求结构最优拓扑形式,但是所采用的较为复杂的数学模型限制其普遍应用。变密度法
通过定义每个单元的“伪密度”在
0-1
之间变动,建立了伪密度与弹性模量的关联函数,通过调整惩罚因子
p
,减少中间密度,获得较为清晰的拓扑结构。该方法设计变量较少,计算效率较高,应用更为广泛(图
1a
)。渐进结构法根据单元灵敏度及应力值等参数,评估并逐步删除低效能材料单元,输出最优拓扑结构,但沿结构边界存在锯齿效应(图
1b
)。
图
1
悬臂梁连续体结构拓扑优化。
(
a
)
基于
HyperWorks
的变密度法;
(
b
)
渐进结构法;
(
c
)
水平集法;
(
d
)
移动可变形组件法;
(
e
)
特征驱动法
相对于边界演化的拓扑优化方法(图
1c-e
),基于单元网格的拓扑方法存在着灰度单元、棋盘格式、网格依赖性及局部极值等数值不稳定现象
。棋盘格式和灰度单元的存在为拓扑构型的特征提取和制造增加难度;网格依赖性使拓扑构型中的杆状单元数量增加,可靠性下降;局部极值使拓扑构型难以得到全局最优解。因此,消除拓扑优化结果中的数值不稳定现象,提升拓扑构型的可制造性尤为重要。
如图
2
所示,改善灰度单元,可
通过
调节材料插值模型的
惩罚因子
p
与灰度过滤函数
,减少中间密度值
,获得收敛性较好的拓扑结构。棋盘格式和网格依赖性总是同期出现、同时消失,棋盘格式是网格依赖性的另一种表现方式
。
一般改善网格依赖性的方式
,
也能有效减少结构中的棋盘格式。常采取八节点与九节点等高阶单元法
、非协调元法
、周长约束法
及梯度约束
法
一定程度上抑制棋盘格式。或采取基于卷积的滤波方法
,
如灵敏度过滤法
、密度过滤法
,通过修改目标函数的单元相对密度与灵敏度分析,改善数值不稳定现象。该方法无需增加额外的约束,收敛性较好,计算效率较高,应用更为广泛。此外抑制棋盘格式的方法
,
可选择
更加稳定的有限元模式
,或对拓扑结构进行形状优化、采用光顺处理法
及
灵敏度再分配
技术
等,以抑制棋盘格式的产生。改善局部极值可以
从
两方面考虑
,
一方面,可以优化拓扑算法
,
寻求更
适
用
于非凸优化问题的
全局优化方
法,
规避一些局部最优解,以输出
全局最优解
。另一方面,可采用完善迭代初始值与多起点优化加以改进,选取更多组的初始变量,则更有可能找到全局最优解,从而获得更好的优化效果。但该方法效率较低,仅适用于简单模型的参数优化,仍有较大发展空间。
图2 基于单元网格的拓扑优化方法数值不稳定现象与改善措施
2.2 基于边界演化的拓扑优化方法
水平集法
使用零值水平集函数描绘结构边界,使用
Hamilton-Jacobi
方程更新水平集函数,结合形状导数与灵敏度分析技术,寻求最佳拓扑结构
。移动可变形组件法
与移动可变形孔洞法
通过优化设计域中一系列组件轮廓
/
孔洞边界的尺寸、位置等显式几何信息,得到不同工况下的最优承力路径。相对于传统水平集方法,
MMC/MMV
所采用的设计变量显著减少,计算效率较高,可与
CAD/CAE
软件无缝连接。特征驱动结构拓扑优化方法
结合隐式水平集函数描述结构轮廓工程特征,通过基于梯度的优化方式控制特征结构的移动、缩放等,实现结构特征与拓扑优化的有效融合。
水平集法具有清晰的结构边界,无数值无稳定现象,但该类方法高度依赖于初始参数值,存在不能自主开孔
(图
3
)与弱收敛等问题。针对仅能实现孔洞融合而不能自主开孔的问题,应用拓扑导数(图
4a
)
、基于反应扩散方程
,可有效解决自主开孔问题。针对初始依赖性,可利用共轭法计算二维与三维线弹性模型的形状导数
,或采用最速下降法更新设计变量
,或结合基于全局与局部元胞分割框架的遗传算法
,改善优化结果初始依赖性。
图3 水平集法初始依赖性与不能自主开孔问题 (a) 2个初始孔洞;(b)9个初始孔洞;(c)40个初始孔洞
针对弱收敛问题,
Luo
等
提出基于紧支撑径向基函数,采用更稳定、更高效的积分形式,实现
Hamilton-Jacobi
方程在时间与空间解耦,改善传统水平集法求解困难等弱收敛问题。
Guirguis
等
基于
Kriging
(图
4
b
)
与
RBF
插值模型,提出一种无导数的水平集方法,使用模式搜索的算法,减少有限元分析时间,改善结构初始依赖性及边界震荡等弱收敛问题。
Dunning
等
提出一种求解多约束问题与优化非水平集设计变量的新方法,获得平滑的速度函数,改善计算稳定性与收敛性。
Yaji
等
提出对流水平集方法,将符号距离函数映射为光滑的双曲正切函数,将初始化过程嵌入时间演化方程中,减少额外的计算过程,获得结构稳定、收敛性较好的拓扑结构。
Q
u
等
提出拉格朗日乘子直接与间接控制法,减少迭代过程中拉格朗日乘子的振荡现象,有效改善优化结果收敛性。此外,采用优化形状导数
、扩展有限元方法
、有限胞元方法
、等几何分析法
和协调网格
等方法,可有效限制迭代步长,提升计算精度与稳定性,改善水平集法的弱收敛问题。
图4 MBB梁水平集拓扑优化。(a)拓扑导数;(b)PS-Kriging插值
尽管显式拓扑框架的移动可变形组件
/
孔洞法,设计变量较少,计算效率较高,优化设计结果边界清晰,可与
CAD/CAE
技术实现无缝衔接。但该方法存在一定的初始依赖性
及结构低连续性(图
1d
),引入卷积算子与
KS
函数
,构建基于
R
函数和格雷维尔配点策略的显式拓扑框架
,兼顾超弹性与有限变形的显式拓扑框架
,可有效改善迭代收敛性与结构低连续性。
现有拓扑优化方法往往仅考虑提升结构力学性能,而忽视了拓扑结构工程特征属性,往往采取先性能后特征的设计模式,可能难以同时满足结构力学性能与工程特征的设计要求。特征驱动结构拓扑优化方法,将结构工程特征贯穿于模型构建、有限元分析与拓扑优化整个流程,设计变量规模较小
,
求解大型工程问题时具有明显优势。然而
,
其优化结果对特征数目与布局有较强的依赖性。借助拓扑导数可以改善与消除结构初始依赖性,结合一阶符号距离函数与
KS
函数,可获得结构清晰的优化模型
。
3. 金属增材制造技术原理与特点
增材制造技术是制造业的“革命性”飞跃,颠覆传统制造技术的局限,解决产品研发存在的“制造决定设计”问题。金属增材制造技术作为重要分支,已成为当前实施技术创新、提振本国制造水平的关键着力点
。如图
5
所示,主流的
金属增材制造热源形式有激光、电子束与电弧,依据预先铺粉或同步送粉
/
送丝的不同材料进给方式,金属增材制造包括粉末床熔融
技术和定向能量沉积
技术两类
,
基于粉末床熔融技术主要有激光选区熔化技术
和电子束选区熔化
技术;基于定向能量沉积技术主要有激光金属沉积
技术、电子束自由成形制造
技术、电弧增材制造
技术。
图5 金属增材制造技术。(a)激光选区熔化;(b)电子束选区熔化;
(c)激光金属沉积;(d)电子束自由成形制造;(e)电弧增材制造
3.1 粉末床熔融增材制造技术
粉末床熔融技术通过对三维模型进行分层切片处理以提取每层轮廓信息,规划热源(激光、电子束)扫描路径与打印方向,逐层熔化预先铺放的金属粉末,实现自下而上的材料逐层叠加的零件快速制造。成形件精度较高、表面质量较好,结构复杂性基本不受限。但成形效率较低,成形尺寸受限,故主要应用于小批量、中小尺寸、结构较为复杂的零件加工与模具制造。
3.1.1激光选区熔化技术
激光选区熔化(
Selective Laser Melting, SLM
)技术基于惰性气体的工作环境(图
5a
),使用激光高能束有选择性的逐层熔化金属粉末,实现复杂结构“净成形”制造。
SLM
技术粉末粒径较小,分层层厚较薄,可实现粉末完全熔化与快速凝固。激光功率与光斑直径较小,成形材料晶粒细小,成形件尺寸精度和表面质量优于其他增材制造技术
,对于飞机栅格、发动机喷油嘴等复杂构件制造,具有明显优势。但成形尺寸受限,成形效率较低,材料与设备成本较高,加工过程易出现翘曲、粉末未熔合与球化等现象。这项技术主要适用于具有复杂内腔结构的中小尺寸零件制造
。
3.1.2 电子束选区熔化技术
电子束选区熔化
(
Electron Beam Selective Melting, EBSM
)
技术使用电磁线圈精准且快速的驱动电子束逐层熔化金属粉末(图
5b
),实时调节束流参数控制零件表面温度,减少缺陷与变形。真空环境下,材料无污染、无反射,预热温度可达到
1000K
以上以消除残余应力、抑制变形
,加工精度与表面质量较高,成形件力学性能较好
。电子束能量密度高,成形速度快,是
SLM
技术的数倍
,但扫描速度更快而导致表面质量不如
SLM
。真空环境限制了零件制造空间,设备成本高,故更适合裂纹倾向较高的钛、铝等硬脆金属材料的快速加工
。
3.2 定向能量沉积增材制造技术
定向能量沉积技术选用金属粉末
/
丝材为原材料,依据三维模型分层切片与轮廓提取规划沉积路径,使用高能束(激光、电子束、电弧)为热源,逐层熔化与沉积,实现零件快速制造。相比粉末床熔融技术,定向能量沉积技术具有成形效率更高、成形结构尺寸更大的技术优势
,但成形复杂度较低
,
成形精度较差,需结合后处理技术改善零件表面质量。
3.2.1 激光金属沉积技术
激光金属沉积(
Laser M
etal
Deposition,
LMD
)技术在惰性气体的工作环境下,利用激光逐层熔化金属粉末,实现结构零件的“近净成形”(图
5c
)。
LMD
技术沉积速率可达
0.5kg/h
,材料利用率较高,成形尺寸基本不受限制,可实现与锻件力学性能相当的复杂结构的快速制造
、多种材料复合及梯度材料制备与修复
。但
结构零件成形精度较低
(
毫米级
)
,表面质量较差
,故适合大尺寸金属零件毛坯的加工及薄壁形状整体构件的快速成形
。
3.2.2 电子束自由成形制造技术
电子束自由成形制造(
Electron Beam Freeform Fabrication,
EBF
)技术基于真空环境下,运用高能量密度的电子束冲击并熔化金属丝材,依据预设轨迹移动与逐层累积,实现零件的快速加工与制造(图
5d
)。电子束扫描系统对熔池进行旋转搅拌,残余应力较小,结构内部质量较好,沉积速率较高
。
EBF
技术可实现钛、铝合金等材料的加工与制造
,
特别适合在太空微重力真空环境下的零件成形,对航天器维修与维护及深空探测领域具有重要现实意义
。但
EBF
技术需要较高真空度,设备造价高,零件成形精度较低,表面质量较差,故主要应用于大型非关键件的制造。
3.2.3 电弧增材制造技术
电弧增材制造(Wire and Arc Additive Manufacturing, WAAM)技术利用熔化极惰性气体保护焊、非熔化钨极惰性气体保护焊及等离子弧焊等焊接方法产生的电弧作为热源(图5e),以金属焊丝为原材料,在惰性气体的环境下,通过逐层熔化与沉积的方式,实现零件快速成形。WAAM技术沉积速率高,成
形件具有较好的强度与韧性
,采用电弧为热源,可用于加工铜合金与铝合金等高反射率的金属材料
。设备成本低,材料利用率较高,成型尺寸几乎不受限制
。但热影响区较大,易受到多重因素影响导致缺陷累积
,成形件尺寸精度与表面质量相对较差,主要应用于较大尺寸的中低复杂度零件的高效、快速、经济加工。
4. 面向金属增材制造的拓扑优化设计研究进展
金属增材制造技术虽有效解决复杂拓扑结构的可制造性差的问题
,
但仍存在某些制造约束,如结构最小尺寸小于束斑直径时,零件实际打印轮廓会超出设计轮廓;激光选区熔化技术所能制造的零件成形几何尺寸受限;悬垂角度选择不当时,会产生零件装配孔材料塌陷(图
6a
)、结构支撑断裂(图
6b
)等现象;采用粉末床增材制造技术时,制造含有封闭孔洞的结构存在内部粉末与支撑无法去除
等问题(图
6c
)。因此,在拓扑优化设计中需同时考虑结构几何约束、成形约束、材料性能约束等多种增材制造约束(图
7
),从产品拓扑优化设计源头改善制造工艺局限性,以实现结构设计制造一体化
。
图6 增材制造打印失效。(a)装配孔材料塌陷;(b)支撑结构断裂;(c)内部支撑无法去除
图7 面向金属增材制造的拓扑优化设计
4.1 考虑结构几何约束的拓扑优化方法
拓扑构型往往会产生细小的杆状分支,若杆状最小尺寸小于高能束的束斑直径、结构最大几何尺寸大于设备成型腔尺寸,则存在无法制造的难题。因此合理设计结构构型、分块与连接方式,考虑增材制造成形件几何约束的拓扑优化方法,可有效降低加工难度,减少结构热变形。学者们主要从最大、最小尺寸约束两个方面出发。
4.1.1 考虑最小尺寸约束的拓扑优化设计
基于单元网格的最小尺寸优化方法主要有投影滤波函数、鲁棒公式、功能梯度函数等。
Guest
等
使用节点体积分数为设计变量,投影到由单元质心和最小允许半径确定的单元空间,提出线性投影函数和使用正则化
Heaviside
阶跃函数的非线性投影函数,实现最小尺寸控制
。但线性投影函数沿边界存在衰落效应
(
图
8
a
)
,拓扑构型存在单节点铰链问题。
Sigmund
提出基于三场映射的鲁棒公式模型
,
该方法收敛稳定、结果清晰且尺寸特征可控
(
图
8b)
,但隐式表述的模型不能准确控制结构尺寸,计算量较大。随后
Wang
等
提出改进鲁棒公式,消除数值伪影,改善单节点铰链问题,实现拓扑结构局部与全局收敛。
Zhou
等
基于滤波阈值和正则化物理场,定义结构指标函数与几何约束,提出一种计算成本低、易于应用的最小尺寸控制新方法
(
图
8c)
。随后
Y
ang
等
比较不同梯度算子,
在鲁棒公式中施加最小尺寸约束,
提出新的结构指标函数,
更准确的捕捉结构拐点区域与空间梯度信息,优化结构最小尺寸。
Rong
等
使用两组协调设计变量的密度过滤器及
Heaviside
函数,实现了固相与空相最小尺寸控制。
图8 考虑最小尺寸约束的拓扑优化。(a)节点设计变量与投影函数dmin=2.0mm,dmin=1.0mm;(b)鲁棒公式dmin=1.4/100,dmin=1.4/200;(c)空间梯度算子r=10mm,r=5mm;(d)骨架提取与最小特征优化
基于边界演化的拓扑方法,学者们提出一系列最小尺寸约束函数。
Chen
等
在目标函数中引入二次能量泛函,将几何特征尺寸信息引入水平集框架,实现梁状柔性机构最小尺寸优化。随后
Luo
等
将二次能量泛函引入无铰链柔性机构,对原始目标函数进行增广,采用半隐式算法,避免传统水平集方法存在的数值求解困难问题,实现更为高效的结构最小特征尺寸控制与优化,但该方法未提供明确的几何信息,无法实现结构最小尺寸的精确控制。
Liu
等
提取拓扑优化结果骨架(图
8d
),采用滤波函数优化尺寸较小的精细结构,提出一种自适应
b
样条曲线拟合方法,获得边界点云密度更大、更为平滑的参数化拓扑结果,实现结构最小特征尺寸控制与优化。
Dunning
提出
基于参数化隐式函数的
显式最小尺寸约束函数
,
实现固相与空相的最小尺寸控制。
Zhang
等
基于移动变形组件法,通过设置一组显式几何参数下限,直观、明确的控制结构最小尺寸。
Liu
等
应用符号距离函数及计算边界曲率建立粗加工与精加工最小尺寸约束函数,实现两种加工状态的最小尺寸控制。
4.1.2 考虑最大尺寸约束的拓扑优化设计
Guest
以映射方法
为基础,构建基于局部区域体积比的最大尺寸约束,
Jin
基于双向渐进结构法定义最大尺寸约束,皆实现了结构最大尺寸控制。
Zhang
等
基于固体各向同性材料惩罚模型,提取拓扑结构骨架,实现结构最大
/
最小尺寸控制。
Guo
等
基于水平集框架提出显式几何尺寸控制方法,通过限制符号距离函数的最大
/
最小值,同时实现结构最大
/
最小尺寸精确控制。
Xia
等
引入内切圆的概念,通过约束结构边界到骨架的距离,实现结构最大
/
最小尺寸控制。
Wang
等
将结构边界与水平集轮廓曲线进行偏移,建立基于偏移距离的显式特征尺寸约束函数,实现结构最大
/
最小尺寸精确控制,该方法不需要提取几何骨架,可有效提升计算效率。
B
ai
等
构造映射新模型与全局约束函数,对违反最大尺寸约束的单元实行“挖孔”处理,结合鲁棒公式,实现结构最大
/
最小尺寸协同控制。
Niu
等
基
于移动可变形组件
方法,通过
调整
组件宽度
的
上下限,实现
结构最大
/
最小尺寸控制。
Liu
通过识别与分割结构骨架,提出基于分段长度尺度控制与滤波方法,实现结构动态极限尺寸控制。
总体来说,考虑结构几何尺寸约束的研究较为完善,几何尺寸约束现已集成到
Opti
S
truct
等商用软件。但引入滤波器与非线性投影函数,沿结构边界存在灰度单元,需结合适当的后处理技术加以完善。引入梯度约束、几何尺寸约束,计算量较大,计算效率与稳定性有待提升。因此,研究结构清晰、稳定收敛、便于数值实现与精确特征尺寸控制的新方法具有一定发展空间。此外,针对多喷头打印、打印方向精度等特定增材制造工艺的特征尺寸控制新方法仍有待完善。
4.2 考虑结构成形约束的拓扑优化方法
增材制造逐层加工的特征,大悬垂结构需调整悬垂角度与长度及添加支撑结构防止材料坍塌;增材制造过程中存在较大的温度梯度,支撑结构可以将上层热量传递到基板,减少热应力与变形,提升结构精度与表面质量,但成形完成后支撑结构的添加与去除,会增加材料成本与打印时间。此外,若结构内部存在封闭孔洞,粉末床增材制造技术易出现内部粉末与支撑无法去除等问题。因此,考虑结构成形约束的拓扑优化方法备受关注。
4.2.1 考虑悬垂角度与悬垂长度的拓扑优化设计
考虑悬垂角度与长度的结构自支撑优化设计,可有效提升结构可制造性与经济性。学者们主要从悬垂角度与长度约束进行深入研究。
Leary
等
通过改变结构几何形状、角度等参数及适当的后处理技术,避免了大悬垂结构的材料坍塌现象。
B
rackett
等
基于双向渐进结构法,通过设定悬垂角度与悬垂长度成正比,实现自支撑优化。
Langelaar
提出三维增材制造滤波器,严格将违反悬垂角约束的几何形状排除在设计空间之外,实现三维结构的自支撑设计。
Qian
提出基于投影周长约束和密度灰度约束的悬垂角度控制新方法,应用
Heaviside
投影积分函数,协同优化中间密度,引入基于侧区的投影周长约束,避免边界不可打印现象。
Gaynor
等
在
Heaviside
投影中嵌入悬垂角度约束,实现最小长度尺度与悬垂角度控制(图
9
a
),但引入滤波函数会使结构边界存在中间密度,相对于其他方法(图
9b-d
),结构性能牺牲较大。
图9 MBB梁自支撑优化。(a)悬垂投影约束,柔度+18.9%;(b)优化悬垂角度与打印方向,柔度+1%;
(c)多边形特征孔,柔度+9.2%;(d)非线性虚拟温度场,柔度+2.8%
Wang
等
提出一种水平集函数梯度积分域的悬垂约束形式,使用单域积分代替点约束,利用水平集函数符号距离性质,简化悬垂约束形状导数,避免因惩罚参数值过大而导致的弱收敛问题,获得相对平滑、自然的结构边界。
Guo
等
提出基于移动可变形组件
/
孔洞的显式拓扑优化框架,协同考虑悬垂角度与工作平面倾斜角度,结构性能牺牲小,可以以更明确、更自然的几何处理方式实现结构自支撑优化(图
9
b
)。
Zhang
等
基于固定网格和高阶
B
样条曲线,引入多边形特征孔作为设计源语,通过定义比率设计变量控制悬垂角度,自动检查并逐步优化
V
形不可打印区域,实现结构悬垂角度控制(图
9
c
)。
Liu
等
基于熔融沉积制造技术,指出自支撑结构与悬垂角度、悬垂长度等多个因素相关,提出一种基于骨架提取的结构分解法,综合考虑悬垂长度与悬垂角度,实现结构自支撑优化设计。
总而言之,采用基于单元网格投影与过滤的自支撑拓扑方法,优化后结构性能损失较大,存在边界震荡等不足,研究结构清晰、收敛性好的三维空间滤波器有待完善。采用基于边界演化的悬垂约束控制方法,结构性能损失较小,但存在
V
形不可打印区域,结构连续性有待完善。现有方法多是引入全局悬垂角度约束,针对支撑去除较为容易的外轮廓,可采取优化支撑质量与数量,以减少结构性能损失。此外,考虑特定增材制造工艺、协同优化悬垂长度与倾角的拓扑优化具有一定发展前景。
4.2.2 考虑连通性约束的拓扑优化设计
考虑结构连通性约束的拓扑优化设计,主要从消除孔洞、构建孔洞与边界连接隧道及实现孔洞自支撑入手。
Liu
等
提出一种虚拟温度场
,
将含有封闭孔洞的连通性约束转为最大温度梯度约束
,
实现熔化粉末流动与水溶性支撑去除
(
图
1
0
a
)
。
Xiong
等
基于双向渐进结构法
,生成连接封闭孔洞与结构边界的最短隧道,结构性能牺牲较少(图
10b
)。
Zhou
等
提出将孔洞特征的中心点限制在设计域之外的边约束方法(图
1
0
c
),改善结构连通性,但相关参数的选择直接影响灵敏度计算精度。
Wang
等
提出了基于泊松方程的静电场物理模型,协同考虑结构强度与封闭孔洞连通性,可有效改善结构应力集中与连通性(图
1
0d
)。
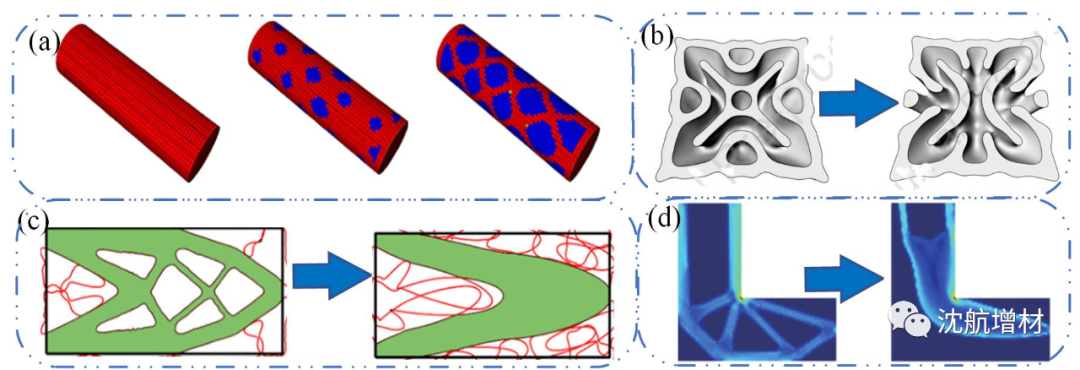
图10 考虑连通性约束的拓扑优化。(a)虚拟温度场,柔度+26.0%及+53.2%;(b)最短连接隧道,柔度+0.6%;(c)边约束,柔度+19.8%;(d)应力最小化,柔度+136.2%
Luo
等
使用非线性虚拟温度场
识别封闭孔洞(图
9
d
),应用多重滤波与投影函数识别悬垂界面,应用基于对数函数的约束,控制悬垂角度,在结构性能牺牲较少的前提下实现封闭孔洞自支撑优化设计。
Gaynor
等
考虑到增材制造逐层加工的工艺特点,结合空相投影法与悬垂结构投影法,连接封闭孔洞与零件外表面,以消除结构封闭孔洞。
考虑结构连通性约束的拓扑优化设计可有效提升结构可制造性,但消除封闭孔洞往往以牺牲柔度为代价。构建孔洞与边界的最短连接隧道、实现封闭孔洞自支撑等方法可有效减少结构性能损失,具有重要参考价值。此外,现有方法往往是基于单一特征的优化,协同考虑结构强度、构建方向、尺寸约束与成形约束具有重要现实意义。
4.3 考虑材料性能约束的拓扑优化方法
相对于传统制造技术,金属增材制造技术制备的零件存在材料各向异性、残余热应力与变形、翘曲与开裂等材料性能缺陷与不足,因此,考虑材料性能约束的拓扑优化方法具有重要现实意义。
4.3.1 考虑材料各向异性的拓扑优化设计
增材制造逐层叠加的成形方式,使显微组织与力学特性具有一定的方向性,呈现出材料各向异性,因此合理规划沉积路径与构建方向,设计考虑材料各向异性的拓扑结构,可有效提高结构的承载能力与使用寿命。
Liu
等
通过提取等值水平集轮廓来计算沉积路径,消除了域积分项,简化了灵敏度分析结果,实现大部分沉积路径与主应力方向保持一致;针对固定几何形状,提出一种多步方法,实现优化结果快速光滑收敛。
Liu
等
采用多个水平集函数表示每层切片轮廓,提出基于轮廓偏移和骨架提取的沉积路径优化模式,实现材料各向异性与自支撑约束的协同优化。
Mirzendehdel
等
提出一种基于广义失效准则
(Tsai-Wu)
的各向异性强度灵敏度分析方法,考虑了沿构建方向拉伸强度低于其他方向的各向异性强度设计准则,提升了沿构建方向的极限承载能力(图
11
a
)。
Dapogny
等
引入地壳模型与偏移模型,模拟增材制造过程中分层切片与打印路径所导致的材料各向异性,假设结构边界地壳材料和内部填充区域存在不同的力学性能,并将模型扩展到沿轮廓偏移的路径规划模型,两种简化模型仅依赖于形状几何参数,优化结果更加贴近真实打印路径。
Li
等
提出一种增材制造驱动拓扑优化的方法,量化打印参数与材料各向异性相关函数,将各向异性实验数据引入弹性矩阵,协同优化构建方向及拓扑结构(图
1
1b
)。
W
ang
等
基于各向异性
Helmholtz
方程,实现封闭孔洞连通性约束与材料各向异性协同优化。
现阶段考虑材料各向异性的拓扑模型过于简化。结合增材制造过程,建立多元工艺参数下的各向异性精准三维模型、构建特定增材制造工艺参数与材料性能的定量相关性、提升数值稳定性与计算效率等方面仍有待完善。
图11考虑材料各向异性的拓扑优化。(a)强度各向异性,构建方向极限承载+63.1%;(b)量化增材制造工艺参数α=0°,β=0°,Emin=61.53mJ;α=0°,β=90°,Emin=63.59mJ;α=0°,β=51.21°,Emin=65.06mJ
4.3.2 考虑残余应力与变形等制造缺陷的拓扑优化设计
金属增材制造技术在逐层快速加热与迅速冷却过程中,较大的温度梯度易引起结构内部残余热应力累积
,
导致结构翘曲变形与开裂等问题。因此,考虑残余应力与变形等制造缺陷的拓扑优化设计,可有效提升拓扑结构工艺性与可靠性。
Chen
等
基于固有应变法,通过热电偶实验修正热源参数与热边界条件,提取固有应变作为热膨胀系数,预测零件残余应力与变形。
Zhang
等
提出密度拓扑优化与固有应变法的并行计算模型,设计仅在重力与残余应力下刚性更好的支撑结构,改善结构残余变形,提升计算效率。
Takezawa
等
提出基于逐层固有应变法的晶格结构分布优化方法,结合灵敏度分析技术,模拟增材制造逐层叠加的过程,输出有效弹性模量,控制残余变形。
该领域现有研究主要集中于固有应变法的分层变形研究,轮廓扫描对表面残余应力的影响尚未量化,过程仿真模型仅模拟各层内部区域扫描,忽略了激光扫描速度较高、功率较低的边界轮廓扫描。为提高零件残余应力与变形的预测精度,应考虑零件几何形状对固有应变值的热效应影响,不同高度层可能经历不同的热积累。此外,非均匀变形的固有应变精确模型,对提升预测精度与效率具有一定现实意义。
5.结论与讨论
拓扑优化设计可以依据材料属性、约束条件及载荷工况,在给定设计区域内寻求材料最佳分布形式与最优承力路径,实现高性能轻量化设计。金属增材制造技术基于高能束热源,采用快速熔化与逐层叠加的成形方式,可实现复杂拓扑构型的快速原型制造与实体自由制造。本文将拓扑优化设计与金属增材制造结合,归纳了基于单元网格与边界演化的拓扑优化方法改善结构连续性与可制造性的有效措施,总结了考虑金属增材制造几何尺寸约束、成形约束及材料性能约束的拓扑优化方法,为学者们进一步研究面向金属增材制造的拓扑优化设计提供参考。
(
1
)
拓扑优化设计存在设计变量巨大、计算效率较低、求解困难、弱收敛等不足,现有拓扑优化算法往往难以输出可直接增材制造的结构性能最优解,学者们往往基于最优拓扑构型进行二次简化设计,损失结构性能。因此,结合并行计算技术,开展设计变量较少、收敛性较好的算法研究,输出可直接增材制造的最优拓扑结构具有重要现实意义。
(
2
)
宏观拓扑优化与微观点阵结构研究日趋完善,将宏观拓扑优化设计与微观点阵结构有效融合,建立多尺度结构之间的高度衔接性,充分利用拓扑优化的高性能构型及增材制造所提供的广阔设计空间,追求高性能的轻量化设计具有广阔发展前景。
(
3
)
考虑金属增材制造约束的拓扑优化方法采用较为理想的材料模型,与金属增材制造技术实际打印过程存在一定的差距,因此建立多元工艺参数下的材料各向异性精准拓扑模型、量化金属增材制造设备工艺参数、模拟金属增材制造加工过程及预测零件翘曲变形与开裂,可有效减少残余应力与变形,改善成形精度与表面质量。
(
4
)
面向金属增材制造的拓扑优化往往是基于单一材料的优化,将多材料、拓扑优化及金属增材制造有效结合,研究功能梯度材料的拓扑优化设计与金属增材制造技术,实现材料、结构、工艺、性能集成一体化设计,是追求高性能、多功能、轻量化的又一突破点。
原文:
刘博宇
,
王向明
,
杨光
,
邢本东
.
面向金属增材制造的拓扑优化设计研究进展
[J].
中国激光
, 2023, 50(12): 1202301. Boyu Liu, Xiangming Wang, Guang Yang, Bendong Xing. Research Progress on Topology Optimization Design for Metal Additive Manufacturing[J]. Chinese Journal of Lasers, 2023, 50(12): 1202301.
来源:Inspire增材创新设计
登录后免费查看全文
立即登录
Additive
OptiStruct
SLM
断裂
非线性
形状优化
拓扑优化
几何处理
航空
航天
汽车
电子
增材
HyperWorks设计与仿真平台
裂纹
电场
参数优化
多尺度
控制
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-07-21
最近编辑:1年前
Inspire增材创新设计
专科
|
产品经理
Altair Inspire技术专家
关注
获赞 26
粉丝 71
文章 22
课程 1
点赞
收藏
0/200
清空
提交
还没有评论
课程
培训
服务
行家
数字化微课第二季 | 基于增材思维的先进设计、设计理念及方法(第二讲)
Altair HyperWorks优化高级课-Optistruct 关键技术进阶(3月13日)
HyperWorks结构优化及非线性系列培训(基础版)-4讲
论文复现:微结构重复拓扑优化案例实操(微尺度拓扑优化方法)
相关推荐
Gissmo失效模型专题课程48讲(附学习模型)
跟着帮助文档学STAR-CCM 快速入门进阶与精通180讲-全功能模块案例合集
纤维金属层板冲击模型的建立与结果分析
STAR-CCM 与Abaqus联合仿真流热固耦合传热、应力、断裂、裂纹扩展、模态、谐响应分析
国产智能工业设计仿真运维系列软件2022R2版本功能介绍
最新文章
工业互联网与传统互联网的差异及其安全特殊需求
一款关于人体建模的仿真软件:AnyBody
综述 | 设备状态监测中处理工业数据分布不平衡的重采样技术(下)
共模电流和差模电流对辐射发射的模型分析和影响对比
应力、应变、位移、变形
热门文章
盘点·近十年来国外各公司推出的碳纤维产品
几种常见的热仿真软件
ABAQUS中Cohesive粘聚力模型的2种定义方式(附案例操作步骤)
仿真工作者必须知道的15款开源软件!
ABAQUS计算不收敛问题详解,排查方法+解决方案有哪些
其他人都在看
Abaqus分析常见问题及解决方法(2):零主元和过约束
STAR CCM 案例|电池包散热
电磁场仿真 | ChatGPT请回答,我想和你聊聊
Abaqus分析常见问题及解决方法(3):负特征值(Negative Eigenvalue)
“卡脖子”的国产工业软件,现状如何?路又在何方?
VIP会员
学习
福利任务
兑换礼品
下载APP
联系我们
微信客服
联系客服
人工服务时间为周一至周五的9:30-19:30
非工作时间请在微信客服留言
客服热线:
4000-969-010
邮箱:
service@fangzhenxiu.com
地址:
北京市朝阳区莱锦创意园CN08座
帮助与反馈
返回顶部