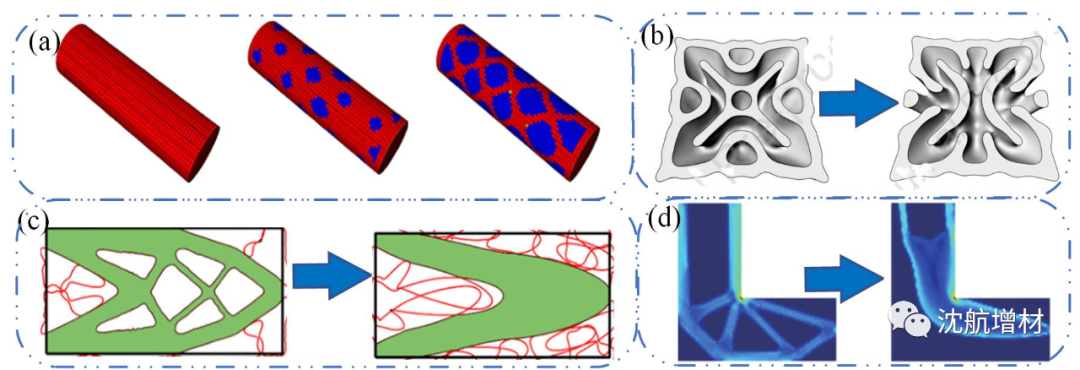
图11考虑材料各向异性的拓扑优化。(a)强度各向异性,构建方向极限承载+63.1%;(b)量化增材制造工艺参数α=0°,β=0°,Emin=61.53mJ;α=0°,β=90°,Emin=63.59mJ;α=0°,β=51.21°,Emin=65.06mJ4.3.2 考虑残余应力与变形等制造缺陷的拓扑优化设计金属增材制造技术在逐层快速加热与迅速冷却过程中,较大的温度梯度易引起结构内部残余热应力累积,导致结构翘曲变形与开裂等问题。因此,考虑残余应力与变形等制造缺陷的拓扑优化设计,可有效提升拓扑结构工艺性与可靠性。Chen等基于固有应变法,通过热电偶实验修正热源参数与热边界条件,提取固有应变作为热膨胀系数,预测零件残余应力与变形。Zhang等提出密度拓扑优化与固有应变法的并行计算模型,设计仅在重力与残余应力下刚性更好的支撑结构,改善结构残余变形,提升计算效率。Takezawa等提出基于逐层固有应变法的晶格结构分布优化方法,结合灵敏度分析技术,模拟增材制造逐层叠加的过程,输出有效弹性模量,控制残余变形。该领域现有研究主要集中于固有应变法的分层变形研究,轮廓扫描对表面残余应力的影响尚未量化,过程仿真模型仅模拟各层内部区域扫描,忽略了激光扫描速度较高、功率较低的边界轮廓扫描。为提高零件残余应力与变形的预测精度,应考虑零件几何形状对固有应变值的热效应影响,不同高度层可能经历不同的热积累。此外,非均匀变形的固有应变精确模型,对提升预测精度与效率具有一定现实意义。5.结论与讨论拓扑优化设计可以依据材料属性、约束条件及载荷工况,在给定设计区域内寻求材料最佳分布形式与最优承力路径,实现高性能轻量化设计。金属增材制造技术基于高能束热源,采用快速熔化与逐层叠加的成形方式,可实现复杂拓扑构型的快速原型制造与实体自由制造。本文将拓扑优化设计与金属增材制造结合,归纳了基于单元网格与边界演化的拓扑优化方法改善结构连续性与可制造性的有效措施,总结了考虑金属增材制造几何尺寸约束、成形约束及材料性能约束的拓扑优化方法,为学者们进一步研究面向金属增材制造的拓扑优化设计提供参考。(1)拓扑优化设计存在设计变量巨大、计算效率较低、求解困难、弱收敛等不足,现有拓扑优化算法往往难以输出可直接增材制造的结构性能最优解,学者们往往基于最优拓扑构型进行二次简化设计,损失结构性能。因此,结合并行计算技术,开展设计变量较少、收敛性较好的算法研究,输出可直接增材制造的最优拓扑结构具有重要现实意义。(2)宏观拓扑优化与微观点阵结构研究日趋完善,将宏观拓扑优化设计与微观点阵结构有效融合,建立多尺度结构之间的高度衔接性,充分利用拓扑优化的高性能构型及增材制造所提供的广阔设计空间,追求高性能的轻量化设计具有广阔发展前景。(3)考虑金属增材制造约束的拓扑优化方法采用较为理想的材料模型,与金属增材制造技术实际打印过程存在一定的差距,因此建立多元工艺参数下的材料各向异性精准拓扑模型、量化金属增材制造设备工艺参数、模拟金属增材制造加工过程及预测零件翘曲变形与开裂,可有效减少残余应力与变形,改善成形精度与表面质量。(4)面向金属增材制造的拓扑优化往往是基于单一材料的优化,将多材料、拓扑优化及金属增材制造有效结合,研究功能梯度材料的拓扑优化设计与金属增材制造技术,实现材料、结构、工艺、性能集成一体化设计,是追求高性能、多功能、轻量化的又一突破点。原文:刘博宇, 王向明, 杨光, 邢本东. 面向金属增材制造的拓扑优化设计研究进展[J]. 中国激光, 2023, 50(12): 1202301. Boyu Liu, Xiangming Wang, Guang Yang, Bendong Xing. Research Progress on Topology Optimization Design for Metal Additive Manufacturing[J]. Chinese Journal of Lasers, 2023, 50(12): 1202301.来源:Inspire增材创新设计