据《Acta Materialia》报道,来自德国的研究人员,利用SLM和DED两种激光增材制造技术,对采用介电泳控制吸附0.08wt%的激光合成的纳米Y2O3颗粒的Fe-Cr铁素体粉末进行了增材制造。并进行了显微组织和性能分析以及开展了数值模拟。激光增材的ODS钢在600°C的压缩强度,同没有添加Y2O2纳米颗粒的DED和SLM制造的ODS合金相比较,分别增加了21%和29%。

论文的Graphical asbstracts
氧化物弥散强化钢(Oxide dispersion strengthened (ODS) )由于在高温下或在具有暴露的辐射的环境下具有较高的机械性能而闻名。其显微组织取决于制造工艺,从纳米颗粒的添加到钢铁基体的粉末,到富集纳米颗粒的粉末的加工等,都会影响到其显微组织。优化工艺过程和控制工艺过程来建立一个清晰的原则,对增材制造ODS钢来说,仍然面临着挑战。在这里,来自德国的杜伊斯堡-埃森大学的研究人员及其合作者,对采用介电泳控制吸附 ( dielectrophoretic controlled adsorption) 0.08wt%的激光合成的Y2O3的Fe-Cr铁素体粉末(PM2000)进行了增材制造,研究了其显微组织,纳米颗粒的演变和机械性能。ODS钢的制造技术的影响通过两种标准的增材制造技术进行了研究,即激光直接沉积(DED)和激光粉末床选择性熔化(SLM)。ODS钢在 600 °C的压缩强度,同没有添加Y2O2纳米颗粒的DED和SLM制造的ODS合金相比较,分别增加了21%和29%。马氏体硬度,对SLM制造的ODS合金来说增加了9%,而DED制造的ODS合金则几乎没有变化。采用EBSD,SEM和EDS以及APT等分析测试技术对制造的ODS合金的显微组织,纳米颗粒的成分和分布进行了评估,DED和SLM制造的ODS合金的结果还进行了对比。SLM制造的ODS合金中所具有的细小的晶粒尺寸和更加均匀分布的较低密度的团聚的Y-O纳米颗粒是在 600 °C机械性能得到提高的原因。SLM制造的ODS合金机械性能的提高和更加均匀的纳米颗粒的分散通过模拟来进行解释,在SLM制造时,其熔池的冷却速率比DED的冷却速率要快两倍数量级。因此,这一工作所展现了和证实了完全采用激光技术来制造ODS的准备和制造过程,为改善制造部件的显微组织和提高高温强度提供了借鉴。制造具有复杂形状的且具有定制特定3D结构和提高诸如高温强度,离子或中子辐射环境和抗氧化能力的部件的制造对在特殊场合的高温应用环境是至关重要的,如热汽轮机或炉子中使用的材料,或者发展核反应堆所使用的材料。增材制造技术自问世以来,就一直作为一种理想的定制形状和性能的先进工艺而受到大家的青睐。尤其是,粉末为基础的激光增材制造技术可以允许制造复杂几何型形状的部件而得到了迅速的发展,已经在制造支架,假体等医疗上得到了应用。以激光为基础的激光增材制造有两种,一种是SLM,一种是DED。在DED工艺中,粉末直接输送到熔池中,而SLM技术则是在粉末层层铺设之后,激光对每一层事先铺设好的粉末进行扫描熔化。所以,以铺粉的过程来说,SLM和DED因为SLM需要单独铺粉,而DED是激光和送粉同时进行的,所以DED的效率要高于SLM。或者说SLM可以比较容易的来制造处更加复杂形状的制品。但SLM和DED在工作原理上是一致的,即均包包括空间控制激光来辐射熔化粉末和形成熔池。结果,对这两种工艺制造的制品进行在显微组织,机械性能方面进行对比,就成为针对特定应用背景进行优化选择,就成为一个感兴趣的话题。

图1. 碎裂的办法制造商业用纳米Y2O3颗粒的通道反应器设置的示意图(a)和晶粒5次辐射循环后的Y2O3纳米颗粒的TEM照片(b)
▲图解:其中激光束和颗粒的相互作用促进他们的碎裂和/或碎裂,均匀化和减少纳米颗粒分布的。插入的图片显示的测量得到的尺寸分布。
DED和SLM技术是灵活多变的技术,可以允许加工多种不同的材料,包括混合纳米颗粒的钢铁材料。将纳米颗粒添加到钢铁材料中是一种常规工艺来对最终的产品产生强化,基于如下几个机理:(i) 原子的夹杂物在合金基体中(固溶强化),这一机理共格和溶解的纳米颗粒在金属基材中高度相关。(ii) 晶粒细化,此时表示的纳米颗粒在加工后影响钢铁的凝固,导致晶粒尺寸变小。(iii) 由于冷变形(加工硬化)造成大量位错的引入,可以通过纳米颗粒作为位错源而得到加强。(iv) 纳米颗粒的存在,同钢铁基材不共格时,可以作为弥散相。
尤其是,有氧化物纳米颗粒作支撑的粉末的加工造成了一类特殊钢的存在,即氧化物弥散强化钢(oxide dispersion strengthened (ODS) steels)。同传统的钢基体中添加弥散强化相相关的是,可以强化材料,Y-相为基体的氧化物是最为常用的用作纳米材料的强化相,这是因为它在钢铁中的溶解度低,其晶格错配度有利于弥散效应的形成,阻碍了位错的发展。早先的研究,关于纳米颗粒尺寸和弥散在钢铁中的强化效应的研究报道,这些参数决定了最终的ODS钢的性能。结果,高的纳米颗粒的弥散和纳米颗粒尺寸的控制是必须的。因此,在本文中,SLM和DED技术应用来研究工艺对纳米颗粒的弥散,颗粒尺寸和最终成分的影响。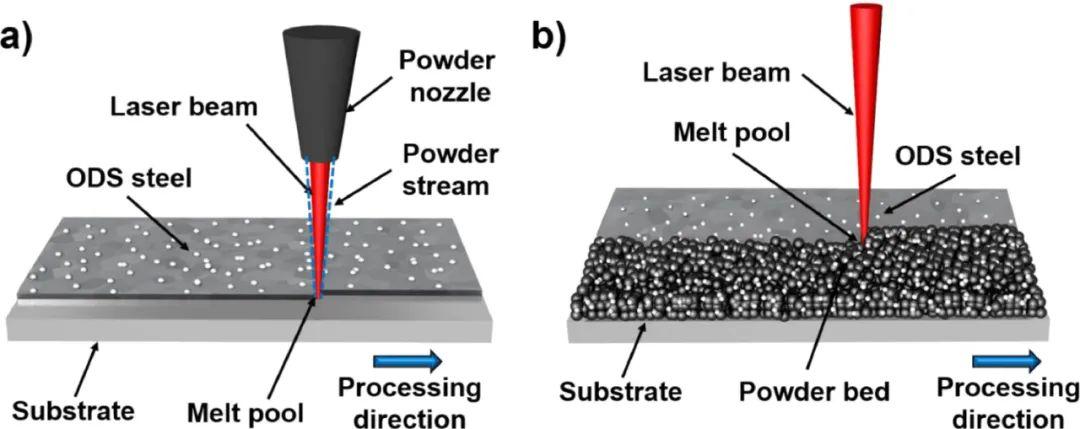
图2. Y2O3纳米颗粒修饰的钢铁粉末进行激光增材制造的示意图 ▲图解:a) 激光能量直接沉积技术,DED(Directed energy deposition);b) 激光粉末床选择性熔化技术,SLM(laser powder bed fusion)。
对于微米级别的钢铁粉末进行混合Y2O3 时,最常见的办法是机械合金化。然而,在球磨的过程中,控制纳米尺寸不超过限制和防止粉末被污染,到目前为止尚不能被很好的解决。因此,基于激光合成纳米颗粒和介电泳控制吸附(dielectrophoresis-controlled adsorption)技术被提出来,由于在整个过程中纳米颗粒的尺寸可以很好的得到控制和监控,这是一种基本的用来分离和研究制造技术对最终纳米颗粒尺寸和分布的影响的技术。这一技术代表了一个革新的过程和被证明是一种可行的用于增材制造的合成氧化物弥散强化钢的办法。采用激光碎裂的办法在液体中生成纳米颗粒得益于激光合成技术固有的先进性,使得加工大范围的材料和获得浪费少和杂质少的过程得到了保障。这些特征高度的同生成个性化的增材制造的粉末密切相关。基于此,评估不同的纳米颗粒对生成增材制造技术所需要的粉末进行评估是非常必要的,以及对于制造产品的影响进行评估也是非常必要的。此外,这一技术经济上可行,而且纳米颗粒的产出还高,这些都是工业应用中增材制造所需要的公斤级别的粉末供给是非常令人满意的。
图3. DED和SLM制造的沉积态的压缩应力σc和这两种激光工艺加工纳米颗粒修饰的钢在不同温度下得到的压缩应变
利用纳米颗粒增强活性的钢铁粉末的制造技术可以允许对初始的纳米颗粒的控制得到加强。此外,纳米夹杂物在制造产品种的尺寸分布和成分不仅依靠初始的纳米颗粒,同时还取决于加工过程种的改性过程(如富集,团聚和分解等)。因此,非常有必要来评估不同增材制造技术对最终纳米颗粒的分布和成分的影响,因为这将影响ODS钢的性能。为了实现这一目标,在当前的工作中,增材制造产品的显微组织和以及纳米颗粒的存在形式和分布进行了评估,并采用TEM和SEM,EDS,EBSD以及ATP等对采用不同工艺步骤制造的产品进行了评估。结果,我们的研究结果以DED和SLM制造的产品进行对比,这同每一技术对最终制造产品的性能的影响密切相关。实际上,如同DED和SLM技术是加工钢铁粉末的常规工艺一样,其结果将会对应用该技术来优化最终产品来获得理想的产品也可以起到指导作用。此外,在ODS钢制造过程中对显微组织和纳米颗粒演变的详细评估是理解每一个步骤中Y2O3纳米颗粒的作用是非常基本的要求。这些结果同获得新颖的纳米颗粒的加成途径的研究是高度相关的,基于激光碎裂(去团聚)的 Y2O3 纳米颗粒和介电泳沉积(dielectrophoretic deposition)钢铁粉末,它提供了一个完全全新的视角,包括增材制造技术的影响。控制工艺对工业上应用这一新颖的技术,来证明得到令人满意的高温强化的ODS钢,同加工粉末包含非激光碎裂的 Y2O3纳米颗粒的性能相当。
图4. 激光增材制造样品的横截面(平行于制造方向)的叠加图像质量(波段对比度)的反极图 ▲图解:a) DED制造的原始钢l, c) DED制造的 ODS钢, e) LPBF制造的原始钢, g) LPBF制造的 ODS钢;长度方向的结果(沿着垂直于制造方向) : b) DED 制造的原始粉末, d) DED 制造的ODS钢, f) LPBF 制造的原始钢, h) LPBF制造的 ODS钢. 所有的颜色的代码均指样品的制造方向
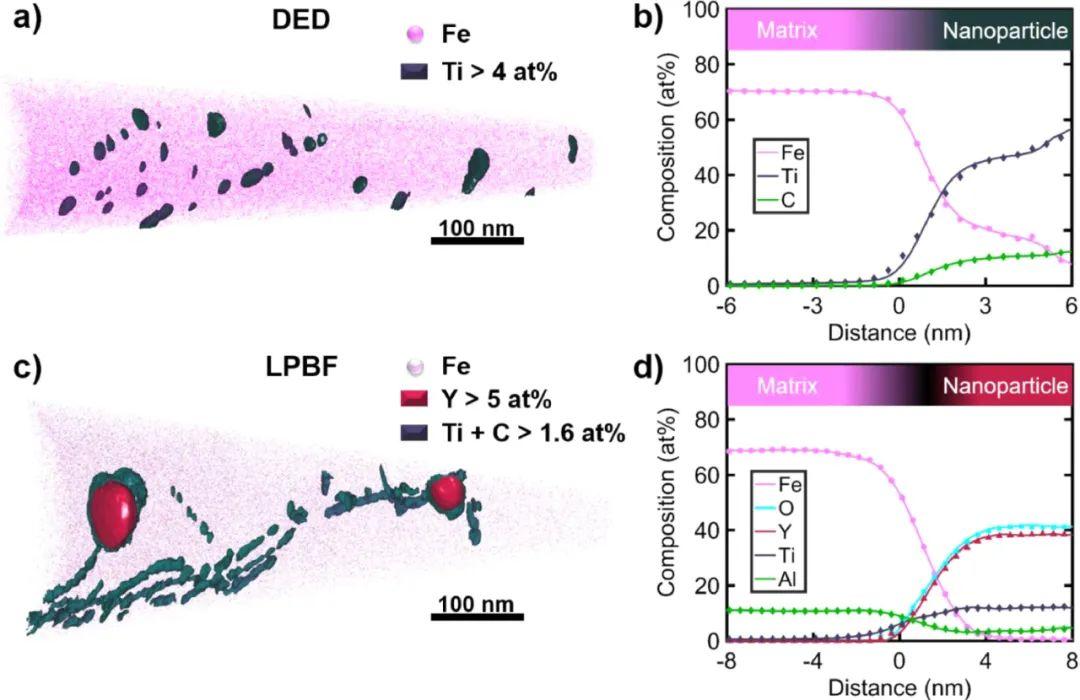
图5. 原子探针层析技术(Atom Probe Tomography, APT)结果 ▲图解:a-b) DED 制造的 ODS 钢;c-d) LPBF 制造的 ODS 钢steel。左侧显示的是不同显微组织特征使用等成分面加强后得到的重构体。重构图中的棕色表面对DED样品来说是高亮度的碳化物。红色的表面在SLM样品中的重构是高亮的富集Y-的颗粒,绿色的表面为高亮的位错,也许会形成小角度晶界。位错均富集Ti和C。右侧的图片显示的化学成分随着等成分面的距离而得到的结果。
在这一工作中,通过对ODS钢采用两种不同的激光增材制造技术,即SLM和DED得到的结果进行了比较研究。ODS钢的原始粉末采用纳米加成的PM2000微米级别的粉末,包含0.08%的激光生成的 Y2O3纳米颗粒和介电泳控制的表面吸附(dielectrophoretic-controlled surface adsorption)。两种工艺技术的影响和添加纳米 Y2O3颗粒的影响通过在室温下和 600 ° C下的压缩实验进行了对比研究,采用SEM技术对其晶粒尺寸大小和分布,SEM-EDS技术对其颗粒,APT技术对其单个的纳米颗粒的成分进行了测量。这些测量技术使得我们可以观察到SLM技术导致晶粒尺寸比DED的要小,纳米夹杂物呈现出更加均匀的分布且具有较低的团聚(SLM样品中的情形)。FEM模拟DED和SLM的熔池揭示出凝固速率在SLM中可以比DED高出至少一个数量级。SLM中的高的温度梯度额外的导致了冷却速率比DED要高出两个数量级。两者的观察结果均发现有利于纳米颗粒的均匀分散和SLM工艺中纳米颗粒的团聚减少。这些特征是DED制造的ODS合金在600 °C呈现出显著的强化效应的原因,尤其是SLM的样品,更是如此。研究结果显示,制造工艺技术和可控的纳米颗粒的沉积路线高度的影响这些钢铁样品的机械性能。对SLM制造的ODS钢,在600°C时其压缩强度提高了~30%,这是同没有纳米加成的SLM制造的产品相比较的结果。研究结果证实了添加激光合成的纳米颗粒到钢铁粉末中来利用SLM技术来制造ODS钢是一种行之有效的改善制造产品的显微结构和提高机械性能的办法。 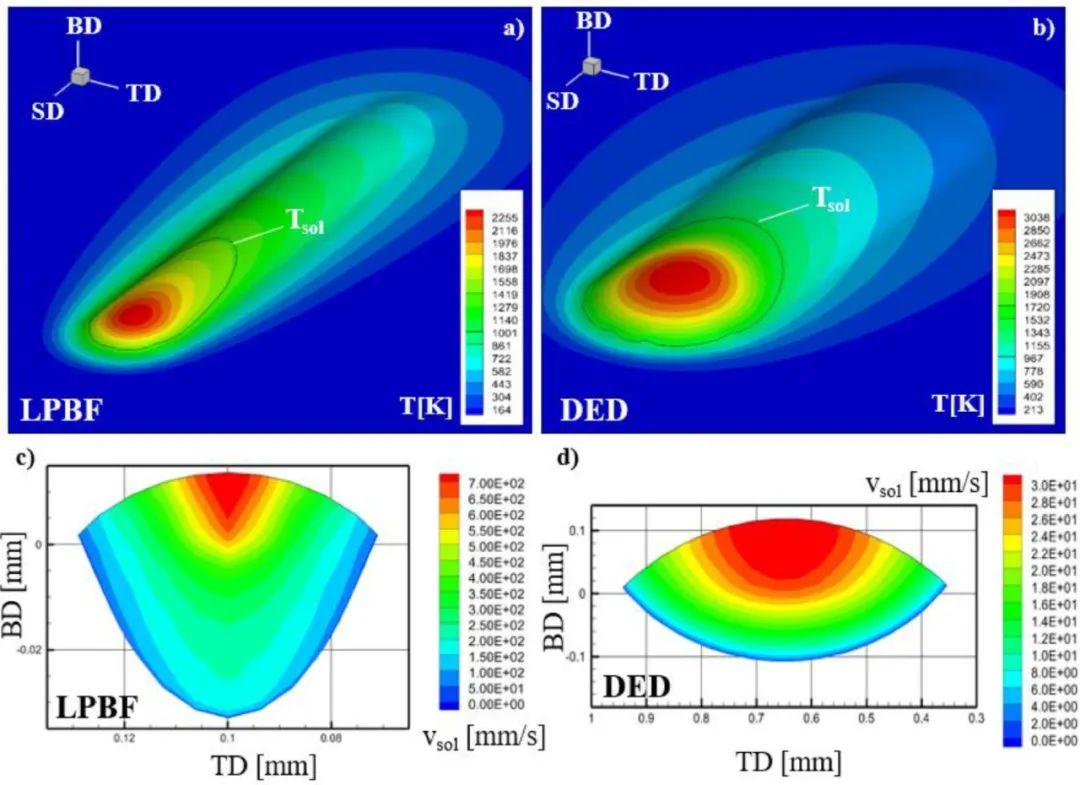
▲图解:SLM技术进行制造时,采用FEM模拟得到的熔池 (a, c) 和采用DED技术进行制造时利用模拟技术得到的熔池(b, d). 激光束移动的方向时扫描方向(scanning direction (SD)),温度分别为 LPBF (a) 和 DED (b)凝固速率则绘制成横截面(cross-section in transverse (TD) )和熔化时形成的熔池的制造方向。Tsol 和 vsol 分别表示固相温度和凝固速率。氧化物纳米颗粒的影响可以忽略,这是因为它的体积含量很少。



