涂布机维修常见问题分析!

涂布机主要用于薄膜、纸张等的表面涂布工艺生产,此机是将成卷的基材涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷。
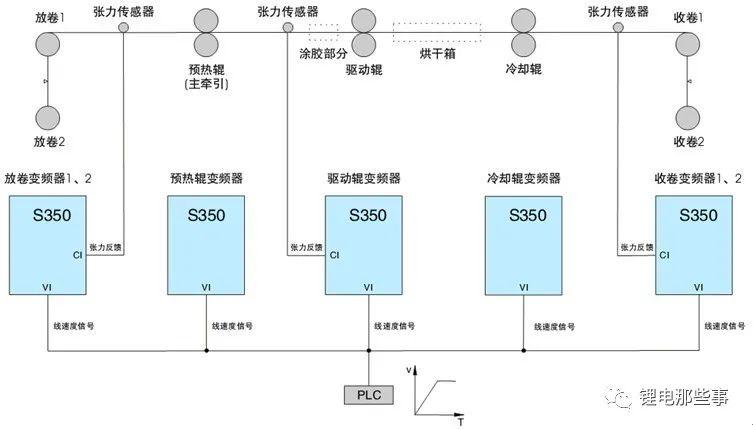
它采用专用的多功能涂布头,能实现多种形式的表面涂布产生,涂布机的收放卷均配置全速自动接膜机构,PLC程序张力闭环自动控制。
涂布间隙不良的现象及原因
1、拖尾
(1)材料方面:浆料材质、粘度、固含量、浆料(表面)张力
(2)设备方面:涂—背辊距离.背辊弹开时涂辊的速度,背辊的直径.背辊表面材质。背辊变形.背辊与涂布辊平行度,背辊与烤箱前辊不平行.运行中的张力。
(3) 操作方面:头尾调整的参数
2、头尾不平行
(1)材料方面:基材两边的引力不平。
(2)设备方面:背辊和涂辊水平面不平行;背辊弹开时左右不齐;背辊表面同轴度、背辊和牵引辊不平行,水平发生变化。
(3)张力调节辊调节状态

3、正反面不对齐
(1)操作方面:第一面间隙一致性.运行参数未调好.光眼被遮断.放卷夹送辊忘记夹
(2)设备方面:第二面后面张力大.前面张力小
4、中间开机时留白变小,后面 3—4 片不准确
设备方面:启动初期张力不准,第一面无记忆功能,开机时箔带向前滑 2—3mm.启动时张力先开,背辊未转,涂布头无夹送辊或未夹上。
5、最后一片呈平行状拖尾
操作方面:涂背辊间距(第一面拖尾,第二面不拖尾);停机时背辊拉开慢.
6、头厚尾薄或头薄尾厚
操作方面:头尾参数未调好。
7、有动作没效果
(1)材料方面:箔材两边松紧不一
(2)设备方面:箔材张力小瞬间离开背辊.涂背辊间距
8、双面大片留白现象
光眼没有感应,第一面间隙异常,光眼被遮住
二
涂布段长发生变化、间距不稳定
1、段长变化大(*变短)*间距变化小(变窄)
故障原因
1)背辊、后胶辊表面不干净;
2)背辊和胶辊间隙太小太紧;
3)前后张力不匹配,放卷大于收卷。
解决方案
1)清洁辊子
2)调整斜块到固定位置
3)参照设定参数调整
2、段长变化大(*变短)间距变化大(变大)
故障原因
检测极片头部和下一片的头部的长度如果变化大(变小),极片两段之间的尾部变化小,这样可以判断电磁阀(控制胶辊运动)不灵活。
3、段长变化大(*变长)*间距变化大(变宽)
故障原因
1)背辊、后胶辊表面不干净,
2)没有夹送辊,可能没有夹上或失控
3)前后张力不匹配,收卷大于放卷
解决方案
1)清洁辊子
2)增加夹送辊
3)参照设定参数调整
三
涂布机运行时极片打皱现象的原因及对策
1. 整体安装精度偏低,各部件安装中心偏离整机设计中心线,或与设计中心有夹角,箔带会严重打皱,安装中心必须调整。
2. 过辊之间平行度超差会造成箔带打皱,须仔细检查究竟是垂直投影面不平行还是水平面不平行,然后加以调整。
3. 过辊辊面粗糙度超差,辊面不够光滑,有明显的加工纹理时也会造成箔带打皱,需要请厂家给予更换。
4. 背辊及各过辊粘有异物或使用过多的水.异丙醇擦洗,需要经常检查,及时发现并清理,并注意不要损伤辊面。
5. 箔带接头不良,箔带两边张力不平衡时极片打皱,先调整涂布头下方的张力调节辊,待箔带逐渐平稳后在把调整辊调整到原来状态。
6. 背辊和涂辊临近接触时两端的间隙不一致时极片打皱。涂布在线认为,不管涂第一面,还是第二面,都要仔仔细细的调整此间隙,首先把间隙适当的扩大,再慢慢的缩小,同时观察涂辊刚好接触箔带时刻的百分表刻度,再把间隙缩小 0.03mm。
7. 纠偏系统异常时也会出现极片打皱,检查前后三处纠偏系统,是否处于自动状态。据涂布在线了解,箔带两侧长度不一致即镰刀弯过大时也会出现极片打皱,超出了纠偏能力,只好更换箔材。
8. 极片张力过大时极片打皱。应检查张力设定值是否合理。再检查各传动辊.收放卷辊的转动是否灵活,及时处理不灵活辊子。
9. 背辊拉开行程不一致时极片打皱。需要机修人员进行检查,确认和调整,背辊和涂辊拉开后两边间隙均为 1mm(看百分表)时开始试涂,拖尾合格时,锁紧螺母。
10. 背辊的橡胶辊表面再使用过程中会发生周期性的弹性形变,当出现一定程度的形变残留时,也会出现打皱,此时须更换新品。
11. 据涂布在线了解,某过辊紧固螺钉松动原因造成各辊的平行状态被破坏,此时会出现打皱现象。只要及时发现及时调整并紧固好即可。
四
涂布机运行时极片发生扯断现象
1、接带不正,附加拉力加大,使箔带在薄弱处扯断;
2、取样造成损伤,致使箔带抗拉强度大幅下降;
3、张力偏大,不稳定,有突变现象;
4、风量突变,分布严重不均;
5、温度突变,对铝箔强度产生较大影响;
6、箔带质量差,边缘有缺口;
7、箔带严重跑偏,被过辊端面边缘割断。
五
其他故障现象
1、极片上有明显的凸痕、划痕,呈纵向分布
1)刮刀辊刀刃有缺口或粘有异物
2) 涂布辊不好用,在涂间隙时如果涂辊上空出来的间隙料没刮干净而再次涂到基材上时,会在基材上留下很明显的痕迹;
3) 刮刀装置的轴线与涂布辊的轴线平行度超差,造成刀片对涂布辊的压力不一致,刀口形状不适合,刀片弹力偏低等等。
2、极片上有明显的裂纹
干燥速度过快,烘箱温度过高,烘烤时间过长。


