软包电池的工艺及常见问题与解决方法!

软包电芯,其实就是使用了铝塑膜作为包装材料的电芯。相对来说,锂离子电池的包装分为两大类,一类是软包电芯,一类是金属外壳电芯。金属外壳电芯又包括了钢壳与铝壳、圆柱和方形等等。
软包电池的包装材料和结构使其拥有一系列优势,比如,安全性能好,软包电池在结构上采用铝塑膜包装,发生安全问题时,软包电池一般会鼓气裂开,而不像钢壳或铝壳电芯那样发生爆炸;重量轻,软包电池重量较同等容量的钢壳锂电池轻40%,较铝壳锂电池轻20%;内阻小,软包电池的内阻较锂电池小,可以极大的降低电池的自耗电;循环性能好,软包电池的循环寿命更长,100次循环衰减比铝壳少4%~7%;设计灵活,外形可变任意形状,可以更薄,可根据客户的需求定制,开发新的电芯型号。
软包在动力电池领域的占比已超过方形和圆柱,据统计,2015年国内方形、圆柱、软包锂电池产量分别为17GWh、10.1GWh、19.8GWh,占比分别为36.4%、21.5%、42.3%。

随着新能源汽车新补贴政策的出台,电池的系统能量密度成为一项重要考核指标。三元软包电池容量较同等尺寸规格的钢壳锂电高10~15%、较铝壳电池高5~10%,而重量却比同等容量规格的钢壳电池和铝壳电池更轻,因此,补贴新政对三元软包电池更有利。鉴于软包电池的优势,业内专家预计,随着电池路线的发展,软包电池在新能源汽车市场的渗透率将不断提升,未来软包电池在各类型电池中的占比有望超过50%。
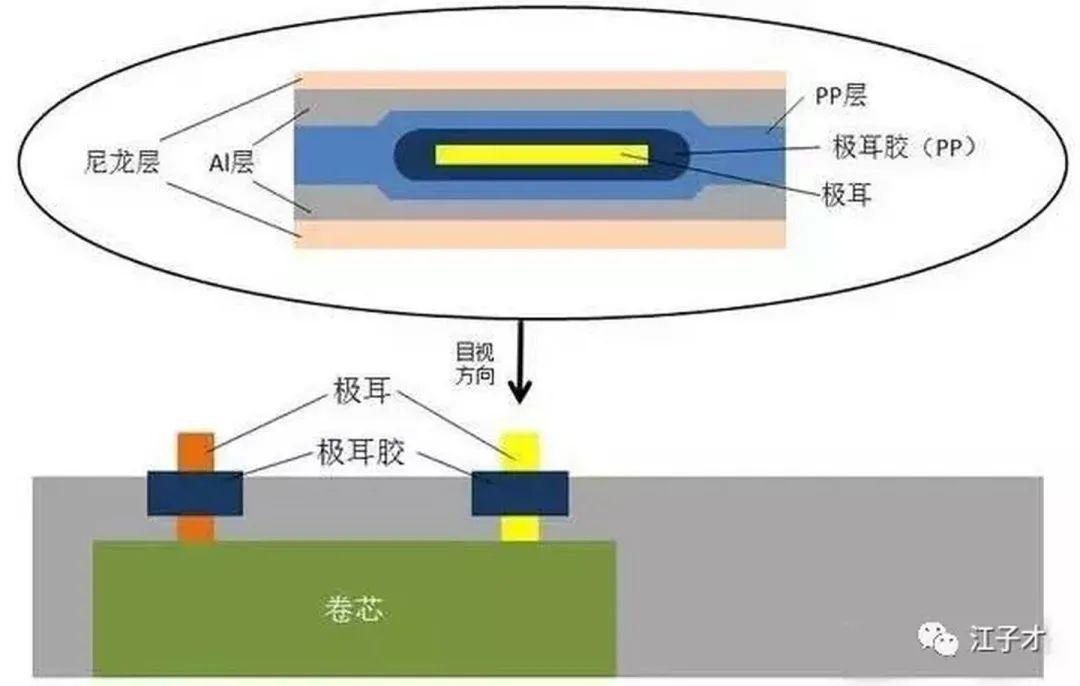
外壳使用材料决定了他们的封装方式不同。软包才有铝塑膜,需使用热封装;金属外壳一般使用激光焊接封口。铝塑膜一般有三层,尼龙层是保证了铝塑膜的外形,减轻对外壳的损伤,保证在制造成锂离子电池之前,膜不会发生变形,阻止空气尤其是氧的渗透,维持电芯内部的环境,同时保证包装铝箔具备良好的形变能力。Al层就是一层金属Al构成,其作用是防止水的渗入,维持电芯内部的环境具有一定的厚度强度能够防止外部对电芯的损伤。锂离子电池很怕水,一般要求极片含水量都在PPM级,所以包装膜一定能够挡住水气的渗入。尼龙不防水,无法起到保护作用。而金属Al在室温下会与空气中的氧反应生成一层致密的氧化膜,导致水气无法渗入,保护了电芯的内部。Al层在铝塑膜成型的时候还提供了冲坑的塑性。PP是聚丙烯的缩写,这种材料的特性是在一百多摄氏度的温度下会发生熔化,并且具有黏性。所以电池的热封装主要靠的就是PP层在封头加热的作用下熔化黏合在一起,然后封头撤去,降温就固化黏结了,PP不会被电芯内有机溶剂溶解、溶胀等,有效阻止内部电解质等与 Al 层接触,避免 Al 层被腐蚀。

铝塑膜看上去很简单,实际做起来,如何把三层材料均匀地、牢固地结合在一起也不是那么容易的事。很遗憾的是,现在质量好的铝塑膜基本上都是日本进口的,国产的质量还有待改进。
一工段和一般电池工艺相同,此处不再赘述。极片成型方式通常采用模切,极耳采用激光切或者模切。极片堆叠方式,叠片一般采用Z字型极片和卷绕型极片,把切好后的一片一片的极片,通过堆叠贴胶后成一个卷芯,放入冲好的铝塑膜坑里,接下来我们讲一下冲坑。
软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。成型工序也叫作冲坑,顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够容纳卷芯的坑,如下图所示:

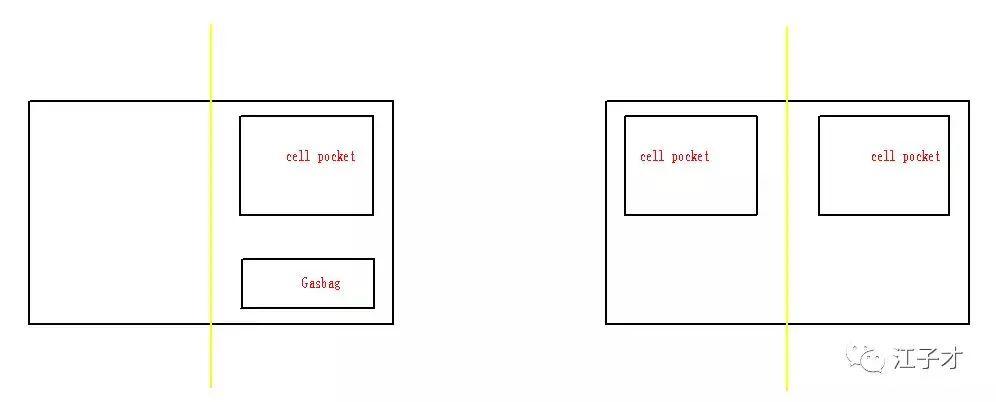
铝塑膜冲好并裁剪成型后,一般称为Pocket袋,见下图所示。一般情况下,电芯较薄的时候选择冲单坑(下图左),在电芯较厚的时候选择冲双坑(下图右),铝塑膜的变形量太大突破铝塑膜的变形极限会导致破裂。有时候在气袋区域冲一个坑,增加一个气囊,气囊可根据需要增加,气袋作用主要是用于收集化成过程中的气体。
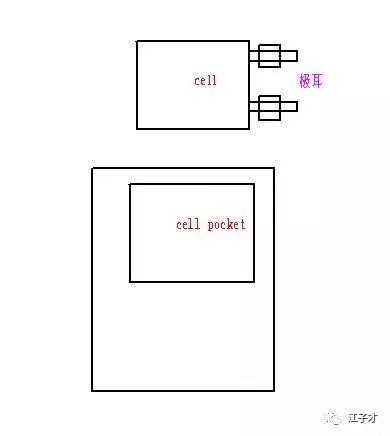
把叠好的卷芯放入冲好的坑内,沿着上图黄线对折后,如下图所示:
卷芯放入坑内,经过几道工序后需要封装的区域,如下图所示,我们会按顺序介绍:

把卷芯放到坑中之后,就把整个铝塑膜可以放到夹具中,在顶侧封机里进行顶封与侧封了。封装的时候两个封头带有一定的温度(一般在180℃左右),合拢时压在铝塑膜上,铝塑膜的PP层就熔化然后黏结在一起了。这里特别说一下顶封,顶封区域的示意图如下图所示。顶封是要封住极耳的,这就要靠极耳上的一个小部件—极耳胶来完成了。极耳胶在加热时能够熔化黏结。在极耳位的封装见下图圆圈中所示。封装时,极耳胶中的PP与铝塑膜的PP层熔化黏结,形成了有效的封装结构。
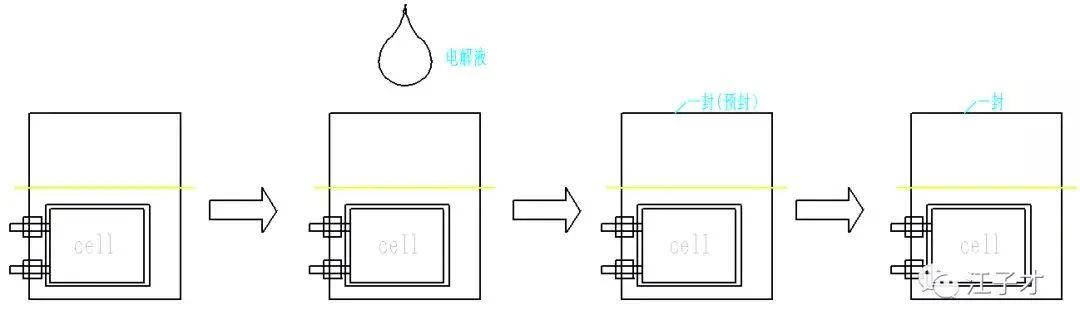
软包电芯在顶封和侧封之后,需要做X-ray检查其卷芯的对齐度,然后就进干燥房除水气。在干燥房静置若干时间后,就进入了注液与一封工序,(有些工厂会在注液工序加入包膜工序,避免电解液腐蚀铝塑膜)通过上面的介绍我们知道,电芯在顶封和侧封完成之后,就只剩下气袋那边的一个开口,这个开口就是用来注液的。在注液完成之后,需要马上进行气袋边的预封,也叫作一封。一封封装完成后,电芯内部就是完全与外部环境隔绝了。一封的封装原理与顶侧封相同,这里就不赘述了。流程如下图所示:
在注液与一封完成后,首先需要将电芯进行静置,根据工艺的不同会分为高温静置与常温静置,静置的目的是让注入的电解液充分浸润极片。然后电芯就可以拿去做化成。化成的主要作用是激活电池,形成SEI膜,具体可看我的历史文章,里面有关于化成工序的详细解释。化成中,由于软包电池的特性,有些厂家会对电池进行整形化成,即采用夹具对电池进行固定化成。
因为化成过程中会产生气体,根据不同材料产气量不同,故而有根据需求增加气囊,扩大容纳气体的体积,二封时我们要将气体抽出然后再进行第二次封装。在这里有些公司成为两个工序:Degassing(排气)与二封,还有后面一个剪气袋加折边的工序,还有一些公司因电池大,产气量大,有预degas,化成,degas,二封工艺。我们就常规的二封,给大家解释,如下图:
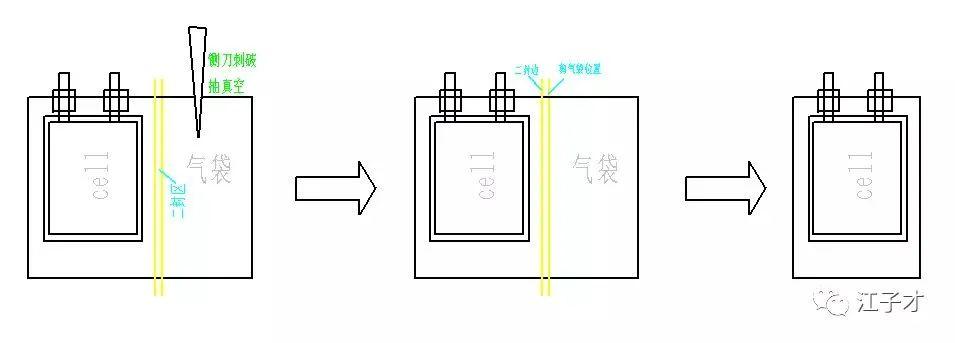
二封时,首先由铡刀将气袋刺破,同时抽真空,这样气袋中的气体与一小部分电解液就会被抽出。然后马上二封封头在二封区进行封装,保证电芯的气密性。最后把封装完的电芯剪去气袋,二封剪完气袋之后需要进行裁边与折边,就是将一封边与二封边裁到合适的宽度,然后折叠起来,保证电芯的宽度不超标,这样一个软包电芯就基本成型了。
电芯折完边后就放到分容柜上进行分容,具体分容作用,可见我往期文章。分容后,容量合格的电芯就会进入后工序,包括检查外观、重量、贴胶、电压检测、内阻检测、Hi-pot检测、极耳转接焊等等。结束后,就到了PACK,一个软包电池就开始投入新能源战场了。(来源:锂离子动力电池砖家)
软包存在的常见问题及解决方法:
1、冲深不良
1.1 模具
(1)边角R≥垂直R≥1mm:在1mm以下容易造成裂痕
(2)模具间隙= 0.25-0.35mm:膜厚的2-3倍左右
(3)模具表面粗糙度= 3.2s(Ra = 0.8um);R区的表面粗度= 1.6s (Ra = 0.4um):若表面粗糙度过于粗糙使成型的深度比较差。
1.2 成型条件
(1)面的控制压力=0.3-0.5MPa:低的话导致皱纹,高的话导致裂痕
(2)冲压速度5mm/sec:速度快则产生裂痕
(3)冲压维持时间2sec:时间短影响反弹率
1.3 发生不良的对策
(1)发生裂痕、穿孔的情况时
减弱面控制的压力
(2)发生成型的皱纹时
增强面控制压力
(3)发生翘曲时
减弱面控制压力,调整冲压速度
(4)角落部凹陷
拉长保持的时间、冲压的速度加快
注:通常情况下模间隙控制在0.25mm(两倍ALF厚度),R角跟冲深、成型尺寸及ALF有关,通常冲深4mm以下,R角设置1.5mm,5mm以上R角取2mm,较小类型号为了确保外观而将R角减小;尺寸型号越小,底部供有效补偿面积越小,冲深就越浅。软包装的冲壳模心的角度与R大小依成型面积/深度而定,一般上下模单边间隙在0.15-0.3mm,R为1.5-3.5mm,为保证4角安全不破损,R尽可能大。
2、顶封不良
2.1 顶封侧封工序发生起皱不良解决方案
膜冲壳不良:冲壳深度与电芯厚度不匹配,导致封焊困难而引起起皱;双面壳成型后深坑与浅坑不能效重合。
大电池以及厚电池型号冲壳后长时间进行顶侧封,导致膜壳回弹变形;
顶封夹具底面与封头不在同一平面上;
封头上有PP胶未及时擦拭,导致封焊容易起皱;
员工操作不良,引起封焊起皱。
2.2 顶封漏液问题
顶封漏液首先要排除极耳问题,由封装引起的漏液原因有:
封头实际温度过低导致PP与极耳胶受热温度不够;
极耳胶外露过长,导致封头压在极耳金属带上;
夹具定位不准,夹具与封头对位没有调整好,导致侧封边与顶封边没有重合;
辅助加热模块失效
3、电池角位破损
电池角位破损一般发生在电池二次封装折边处的底部(有些电芯工艺二封边在正极耳侧,有些二封边在负极耳侧);
发生原因:电池在注液至二封这一制作过程中,气袋一侧易受反复弯折,使得此位置铝塑膜易破损,特别是顶封角位及底部角位;
解决方法:电池不能拿气袋,减少弯折次数。针对铝塑膜提出180度弯折至少5次不能出现针眼。另外注液前此位置进行预封。(预封工艺:一般温度150-160℃,时间1s,压力0.1-0.2MPa)
4、二封边不良
4.1 二封漏液或者虚焊可能原因
(1)封头温度波动太大:确认温度稳定性,更换发热管
(2)注液后长时间不二封,导致PP层受电解液浸泡时间长:控制注液到二封工序时间
(3)封头平整度不够,导致虚封位实际压力不足:封头平整度检验
(4)电解液太多:此种情况在倍率电池上表现明显,建议先对角位进行预封电池夹具烘烤,导致电解液集中在二封边,在夹具烘烤时气袋朝上。
4.2 详细分析
(1)二封边(即注液边或抽真空边)热封不足的主要原因因为注液或抽真空的时候电解液沾在或者粘附在CPP表面上,导致CPP热封强度下降
(2)如果CPP表面粘了电解液即使热封好了其强度也不会很足,因为通过提高热封温度或者采取二次热封的方法确实可以将CPP表面的电解液蒸发,可CPP和CPP间还是会有电解液膜残存留下安全隐患
(3)最好解决方法是注液和抽真空时候注意好,不要让电解液过多粘附在CPP表层
4.3 解决方法
(1)将注液边的包装膜开大些圆口
(2)注液针管尽量接近电芯进行注液
(3)垂直或斜面放置电芯老化,有利于极片充分吸收电解液
(4)将电芯以斜置方法进行抽真空
5、边电压不良
软包电池制作完成后全测量边电压平评测封装效果以及判断电池出现鼓胀漏液风险。
5.1 边电压不良
理论上:正极和负极,他们与铝塑膜之间铝层是绝缘的,也就是说他们的电压应该为0。
实际上:考虑到电池材料及加工过程,会产生局部受损,导致他们间出现局部导通,形成微短路,从面有了电势差。些电压越高,说明电池可能风险就越高,电压标准每家电芯厂不一致。行业分定在1V以下。
5.2 测量标准
将万用表的红笔接电池正极/负极,黑笔在铝塑膜铝层上滑动,初始测量的最大电压即为边电压。一般≥1V长不良品(光宇在≥0.5V)
5.3 边电压产生原因
一般由电池的顶封与二封封装不良引起的,导致绝缘性差。
5.4 解决方法
(1)控制封焊后的铝塑膜厚度,控制PP残存率在70-90%
(2)控制封焊的预留位置
6、内腐蚀不良
电蚀不良,也叫黑点不良或内腐蚀
6.1 产生原因
铝塑膜铝层与负极耳形成回路,通过极耳产生电子通道,通过电解液与铝层接触产生原电池,从而引起腐蚀。
6.2 解决方法
(1)硬封工艺对于控制要求较为精确,极耳的歪斜和偏移易引起铝层与极耳的内部短路情况。一般情况在短路测试中测出。如没有筛选则引起黑点腐蚀的概率很大
(2)各个封边的预留控制失效也是造成黑点腐蚀原因之一。封边无预留,则铝塑膜拉伸位置的PP层容易受到热封影响而破裂。从而造成电池鼓胀、漏液风险
(3)顶封后极耳胶的外露必须要有保障,从而防止极耳金属从外部铝层形成短路。
7、尼龙层nylon分层
7.1 nylon层分层现象
铝塑膜在成型时有nylon层和Al层分层现象:一经热封会在某一个拐角或折边的地方发现有所谓的起泡或分层现象,这就是尼龙层与铝层分层现象;而其它边和拐角没有问题(如果是铝塑膜本身有问题,各条边都会出现问题)
7.2 分层原因
尼龙层在成型过程中过分延伸,在热封后尼龙层收缩,当收缩力大于尼龙层和铝层的粘结强度时出现分层。
7.3 解决方法
(1)给分层侧边多预留一些铝塑膜
(2)将分层侧的模具R角抛光一些(可能的话R角可以适当调大),尽可能做到镜面抛光
(3)冲压成型时给分层一侧的模具夹力调小些,有利于铝塑膜在冲压时可以拉一些膜下去减小nylon层的拉伸负担
(4)在热封时手势尽可能平推且顶角时切勿用力过大,顶角角度小用力大的话对尼龙层负担越大
(5)铝塑膜储存条件:避免光线直射,湿度RH≤70%,温度≤40℃,否则尼龙面成型有效物质会逃逸。
8、漏液异常分析
(1)成形:成型冲破4个角
(2)电池装配:电池本体内力T1,铝塑膜热封粘附力T2,当T1≥T2时电芯上部4角易破损,在热封后可能会漏液
(3)热封时:a)热封时,模具设计不当,造成Al层破损,从而漏液;b)热封时电池与模具预留位不够,导致分层,甚至漏液;c)热封条件(时间、压力、温度)不足,可能产生漏液
(4)电解液注液在封口残留,造成热强度不足:过熔时(CPP层于CPP层形成结晶,粘接很紧)CPP/CPP>CPP/Al,会产生撕裂面,一面是白色CPP层,一面是光亮Al层。正常时CPP/CPP<CPP/AL
(5)长时间极耳被电解液腐蚀而漏液:Al表面处理,如不进行处理HF对Al有腐蚀性;CPP太薄不能补偿金属条有胶带的缝隙。
(6)拆边过分造成热封处破损,以致漏液


