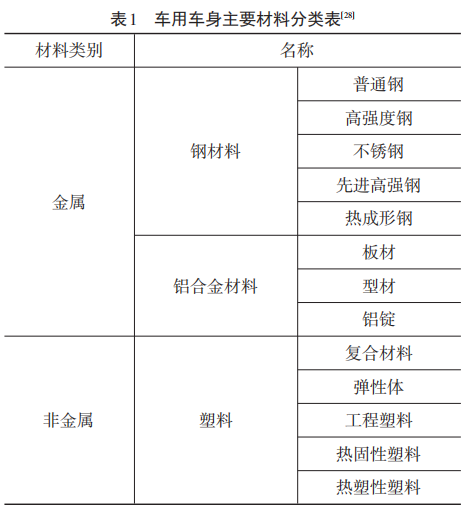
有色金属中的铝合金最大的优点就是密度低,能够大幅度降低车身质量,同时在结构布局合理的前提下,还能满足一定的力学性能,相对钢制产品还会具有更好的吸能性能。铝合金车身在目前应用于全铝车身车型,比如特斯拉 Model S、路虎揽胜、ES8,凯迪拉克CT6则采用钢和铝合金混合车身,如宝马6系发动机罩盖等开闭合件为铝,其余结构为钢材。刘雅芳等将代号为6082的铝合金材料应用于车门,通过碰撞分析软件对其模型进行碰撞受力分析,最终达到了降低产品质量的目的,符合国家标准,比原钢制产品具有更好的吸能效果。
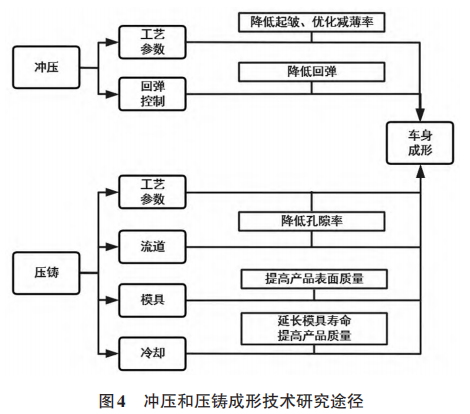
当前,车身覆盖件这样较大、较薄(厚度小于1 mm)部件以及对表面要求较高的部件采用冲压技术为主,比如车门外板、发动机罩盖和行李箱盖外板这样的 A 面产品等。厚度相对较厚(厚度大于1 mm)、对表面质量要求不高的 B 面和 C 面部件、结构相对复杂的部件可以采用压铸成形,比如车身内部的加强件。压铸技术本身在模具方面相对冲压模具数量减少,可以降低模具成本,比如对汽车发动机罩盖内外板,采用冲压技术需要通过拉延、修边、翻边整形、冲孔等多工序,涉及凹模、凸模、翻边镶块等多套模具,内板加强件结构复杂,需要的模具套数相对较多。若采用压铸对发动机罩盖进行生产,无需修边、翻边整形、冲孔等工序,因此压铸发动机罩盖外板只需要一套模具、内板只需要一套模具,在模具套数方面优势明显。因此,在现阶段融合多种成形技术,可以达到降低生产成本的目的。