前副车架引起的 WOT 轰鸣问题优化、解决及 质量属性平衡
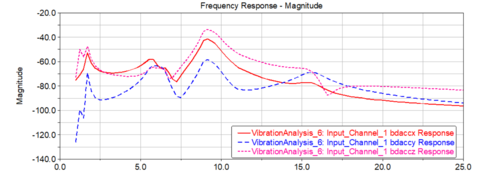
摘 要:乘用车全油门加速(即 WOT)轰鸣问题一直是整车 NVH 性能开发过程中的难点问题,原因在于引起 WOT 轰鸣问题的根源有很多,比如动力总成的标定,悬置衬套设计的合理性,车身 NTF 目标把控等。而前副车架作为发动机后悬置或后拉杆的安装载体,如何将其合理设计是整车属性开发绕不开的话题。优秀的副车架设计需要同时满足整车多方面性能需求,在车型设计开发过程中是有较高挑战性的。通过对某车型进行 NVH 试验和仿真以及传递路径分析,识别出前副车架在整车上的弯曲模态频率低是在整车 WOT 时发动机在 3 800 r/min 附近有轰鸣声的主要原因。为了在新车型NVH 开发过程中避免发生类似问题,从概念设计开始,应用拓扑优化、尺寸优化等优化方法,由粗到精逐步细化设计方案,最终锁定优化方案。新副车架本体约束模态频率比上一代车型副车架提升约60 Hz,且减小质量 1.8 kg,同时满足了 NVH 性能要求和底盘轻量化指标,为整车的 NVH 性能达标提供了必要条件。关键词:WOT 轰鸣 前副车架 NVH 模态优化 质量平衡目前,大多数乘用车都是承载式车身,而前副车架对于承载式车身而言,起到承上启下的桥接作用。动力总成的部分载荷往往会有后拉杆或后悬置和排气系统,使用衬套与副车架连接,经过前副车架传递到车身以及车内。由路面激励产生的部分载荷,通过控制臂与副车架连接,进而传递到车身及车内。与之相应地,副车架将这些来自于路面和动力总成产生的振动激励传递到车身及车内的过程中起到衰减的作用。副车架无论从结构上还是功能上,都很大程度决定了车内的噪声与振动水平,特别是在 WOT 工况下。众所周知,乘用车 WOT 加速工况下的轰鸣与振动问题,是困扰行业多年的难点问题。本文所讨论的问题正是某车型在 WOT 工况下,发动机在 3 800 r/min附近存在轰鸣。在此情况下,需要解决的问题有 3个:1)寻找当前车型在 WOT 时发动机 3 800 r/min下的轰鸣根源并解决;2)为避免后续车型开发中发生类似问题制定新的目标值提供参考依据;杨喜岷等人[1]通过传递路径分析的方法识别出副车架模态是引起车内轰鸣的主要原因,但其解决方式是在副车架上施加 Damper,而非对副车架进行结构优化。李京福等人[2]主要针对 3 500 r/min 产生的轰鸣问题进行传递路径分析,但路径分析显示副车架相关路径贡献较小,故没有对副车架进行优化分析。陈双喜等人[3]对副车架子系统进行研究,未涉及WOT、NTF 相关的整车级别 NVH 指标的讨论与把控。康明等人[4]主要是通过测试与仿真的方法分析了副车架模态,并利用 CAE 方法进行结构优化,但未针对实车问题进行传递路径分析。冯一鸣等人[5]主要对副车架的自由模态进行仿真计算,并进行优化分析,同样未从整车角度对副车架相关的 WOT、NTF等 NVH 指标进行把控。本文将从 WOT 的实际问题入手进行传递路径分析,从模态、副车架相关 NTF 性能提升和副车架轻量化等方向详细阐述如何对副车架相关的 NVH 指标进行把控。汽车作为一个复杂系统,其激励源主要来源于发动机、路面与风噪,每种激励都通过不同的路径,经过衰减,传递给乘客。以发动机激励为例,其传递路径主要为发动机悬置、传动路径及进排气路径。路径进行预测和分析,这就是传递路径分析法(Transfer Path Analysis—TPA),通常会采用矢量叠加的方法。在这里,假设发动机产生的激励源分解成 m 条传递路径,第一条路径对应有 x,y,z 三个不同的方向分量,相应地会产生一个系统响应分量。以车内噪声声压作为系统响应,则这个声压分量可以表示为:式中:Hmk 是传递函数,Fk 是激励力的频谱,其中 k =车内噪声受发动机激励作用,传递过来的所有声压成分之和可表示为:1.2 某车型 WOT 工况 3 800 r/min 轰鸣问题解析引言中已提到,某车型 WOT 工况在 3 800 r/min存在轰鸣问题,如图 1 所示。需要针对此问题进行传递路径分析即 TPA 来锁定主要路径,分析发现发动机后悬置 Z 向贡献最大。通过测试和仿真,发动机后悬置 Z 向 NTF 在126 Hz 处都呈现较大峰值,如图 2 所示。频率与发动机转速的关系如公式(3)所示,由于本文涉及车型所配置的发动机为四缸机,所以 126 Hz与 3 800 r/min 匹配。与此同时,通过仿真手段监控了发动机后悬置力的大小,如图 3 所示。图 3 中后悬置动态力在 120~16 0Hz 频段内分布较为平均,且 X 向力最大,Y 向和 Z 向较小。结合图 1~3 可知,该车型在 WOT 工况下发动机转速 3 800 r/min 的轰鸣问题极有可能因发动机后悬置 126 Hz 的 NTF 不达标所导致。由于发动机后悬置安装在副车架上,所以在进行 NTF 优化之前,需要先了解清楚副车架的模态,特别是弯曲模态。通过仿真分析,得到副车架的模态如表 1 所示。由此可见,副车架在 Trimmed-body 安装状态下的一阶弯曲模态也正好落在 127 Hz。由此可以判定,该车型 WOT 工况下的发动机转速 3 800 r/min 的轰鸣问题极有可能由前副车架安装状态的一阶弯曲模态导致。从表 1 可知,目前副车架整车安装状态模态,即Trimmed-body 安装模态为 127 Hz,若要解决 3 800r/min 轰鸣问题,副车架模态至少要提升 20 Hz,至145~150 Hz。在此情况下,一般的优化方法已不能满足当前的模态提升要求,必须使用拓扑优化方法。一般而言,拓扑优化采用固体各向正交惩罚材料密度法,即 Solid Isotropic Material with PenalizationModel,简称 SIMP 方法,就是将有限元模型设计空间的每个单元的“单元密度(Density)”作为设计变量。该“单元密度”同结构的材料参数有关(单元密度 D与材料弹性模量 E 之间具有某种函数关系),0~1 之间连续取值,优化求解后单元密度为 1,或接近 1,表示该单元位置处的材料很重要,需要保留;单元密度为 0,或接近 0,表示该单元处的材料不重要,可以去除,从而达到材料的高效利用,实现轻量化设计。根据现有副车架的结构特征、边界特征等对副车架进行拓扑优化,具体步骤如图 4 所示。使用单元密度法,对副车架内部区域进行填充,填充结果如图 5 所示。根据拓扑优化原理及拓扑优化软件完成拓扑优化,如图 6 所示。根据图 6 的拓扑结果提示可进行概念设计,即根据剩余材料分布,设计副车架上下板隔板,如图 7所示。根据图 8 的优化结果,设计隔板,并将隔板的初始厚度定义为 1.8 mm,其设计方案如图 9 所示。新增加的隔板质量约为 0.7 kg,拓扑优化前后副车架的模态及质量对比如表 2 所示。由表 2 可知,优化的的副车架模态有了大幅提升,但相应的副车架质量也增加到了 14.3 kg。为了满足项目定义的质量指标(12 kg),需要对副车架进行轻量化设计。按目前设计状态,副车架的质量为 14.3 kg,距离项目定义的副车架质量指标 12 kg,还超过 2 kg。为了更加有效地对副车架进行轻量化,决定对副车架同时进行尺寸优化和拓扑优化,即:1)对副车架上板、下板、侧板及隔板的板厚进行尺寸优化;所谓尺寸优化,即参数优化。在有限元理论中,对于连续单元,其单元的结构特性,如壳、梁、杆、弹性等将其输入参数分别定义为厚度、横截面和刚度等,而这些参数通常就是尺寸优化的设计变量。例如:1)对于壳单元来说,其参数一般为密度、厚度和弹性模量;2)对于梁单元或杆单元来说,其参数一般为横截面积、转动惯量和一些扭转常数,这些都取决于截面的几何形状。在尺寸(参数)优化中,属性本身不是设计变量,但是属性常常被定义为设计变量的函数。举一个最简单的例子,设计变量与属性关系会被定义为如下公式:式中:p 为被优化的属性;Ci 为与设计变量 di 相关的线性参数。在优化软件中,使用相应的方程或公式,甚至三角函数,即可建立更复杂的函数关系。在图 4 的拓扑优化流程所得图 9 的初步详细设计方案的基础上,对图 10 中所标识的部件同时进行尺寸优化及拓扑优化,其流程如图 11 所示。对副车架的下板和隔板的拓扑优化结果如图 12所示。并根据图 12 的拓扑优化,通过与设计工程师讨论,形成可实施的工程化设计,如图 13 所示。通过以上优化得到的副车架约束模态及质量如表 4 所示。将轻量化的方案,进行强度与耐久验证,得到最终平衡后的方案,即保留拓扑优化的工程化方案,并再次调整副车架板厚,调整后如表 5 所示。使用 CAE 方法对最终可实施的工程化方案分别进行模态和 NTF 验证,得到的结果如表 6 所示。从表 6 可以看出,通过对副车架的优化,以及轻量化得到的工程化方案,Trimmed-body 安装状态的模态由最初的 127 Hz 提升至 149 Hz,发动机后悬置的 Z 向 NTF 结果从最初的 127 Hz 处的 63.1 dB 改善为 147 Hz 的 57.1 dB,NTF 改善 6 dB,同时峰值频率增加 20 Hz。副车架轻量化后,质量由最初的 13.6 kg,减重至最终的 11.8 kg。不仅 NVH 性能得到提升,且实现了项目的质量指标。特别值得一提的是,此车型的 WOT 轰鸣验证结果表现良好,如图 14 所示,最终 3 800 r/min 处的轰鸣改善约 6 dB,最高峰值改善约 2 dB,但产生轰鸣的发动机转速从 3 800 r/min 提高到了 4 400 r/min,从而大大降低 WOT 轰鸣的几率。本文使用传递路径分析,对 WOT 工况下发动机3 800 r/min 处的轰鸣问题进行解析,从而将问题锁定在前副车架弯曲模态,并通过拓扑优化和尺寸优化,将副车架的约束模态从 239 Hz 提升至 295 Hz,整车安装状态的模态从 127 Hz 提升至 149 Hz,大大降低了 NTF 峰值(改善 6 dB),并使实车状态下的WOT 轰鸣问题得到明显改善。同时,实现了前副车架从 13.6 kg 减重至 11.8 kg 的轻量化要求,从而完成了项目质量指标要求。不仅解决了实车问题,也为后续的车型开发提供了重要参考。作者:郭志伟 张 超 信连彪 魏泽松 王国军 毛 杰作者单位:(吉利汽车研究院(宁波)有限公司 浙江 宁波 315336)
著作权归作者所有,欢迎分享,未经许可,不得转载
首次发布时间:2023-06-13
最近编辑:1年前