VirtualFlow | 磨料水射流仿真及磨损预测

工业领域,例如在煤炭等矿物开采过程中,许多金属需要在矿井下进行切割,传统切割方式容易产生高温及火花而引起瓦斯爆炸,而磨料水射流切割过程无高温和明火,可以有效避免瓦斯爆炸发生。




图1 “库尔斯克号”核潜艇及磨料水射流切孔过程
高速水射流与夹带的空气、磨料颗粒之间存在相互作用,磨料水射流喷嘴内部流动较为复杂。本案例采用通用流体仿真软件VirtualFlow,对磨料水射流的孔口气蚀过程与切割头磨损过程进行计算模拟,并且将计算结果与实验数据进行对比。
磨料水射流模拟方法
磨料水射流切割头部示意图如下所示,水喷射产生低压,磨料通过入口C进入混合室后与水射流、空气进行混合,混合、加速后高速三相混合物以每秒几百米的速度喷出。

1 | 切割头内部的三相流模型基于相平均法的可压缩多相混合物模型对空气-水两相流进行模化; |
2 | 高压水流过尖孔会发生空化现象而产生蒸汽,并在高流速下产生液压翻转,这种现象对磨料水射流切割研究非常重要,它能通过聚焦高速水射流来提高切割精度。使用空化模型来模拟空气、水和磨料混合相产生蒸汽的现象; |
3 | 采用拉格朗日颗粒追踪方法得到磨料颗粒的运动以及与两相流体的相互作用; |
4 | CFD仿真结果记录磨料与切割头部壁面的所有碰撞,包括入射速度矢量和碰撞位置信息,将该结果与腐蚀模型相结合可以估算出腐蚀速率。 |
孔口气蚀
孔口处气蚀蒸汽的产生会导致孔口发生液压翻转,从而形成稳定的高速射流。尽管气相的影响明显低于水,但夹带到切割头中的蒸气及空气的量会影响喷嘴性能。
基于Nurick对尖锐和圆形孔口气穴现象的实验[1],对 VirtualFlow软件空化模型得到的高速液体流过尖孔的仿真结果进行验证。
用于仿真的几何结构如图3,由于节流孔处流动面积的突然变化,高压水进入后发生气蚀。

图3 Nurick(1976)的尖孔实验示意图
流体特性如下:
水温300K,水密度1000 kg/m3,蒸汽密度0.02558 kg/m3,饱和压力3540 Pa,表面张力0.0717 N/m。
高压入口(1000bar、2500bar)的水流速度云图如图4所示,其中黑线显示了气液界面(体积分数=0.5)。从模拟结果可以看出,在高压比的模拟中获得了稳定的水流。

图4 空化模型模拟尖锐孔口处的液压翻转

切割头磨损预测
从Balz等[2]的实验数据中选择两组实验条件(实验3、实验4)进行模拟,颗粒直径范围为70-200um,通过切割头一侧的倾斜入口进入。主要关注出口颗粒速度,并用仿真结果预测切割头中最易磨损的位置。

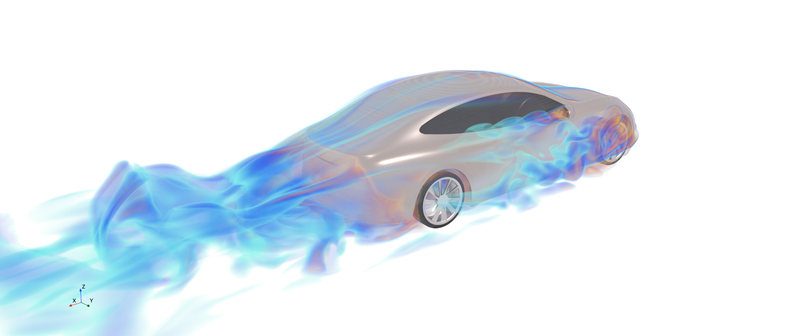
图6显示了切割头内部流动情况及靠近喷嘴处的情况。为方便观察,仿真结果显示的颗粒大于实际大小。蓝色 界面处的体积分数为0.5,而界面与工件壁面间存在气含率较高的混合流,因此图像上的液体流动与工件壁面并没有分离(只是视觉效果)。


图6 切割头内部流动情况及靠近聚焦管出口的情况
对于实验3,仿真得到的小颗粒(70-150um)的速度在200-450m/s之间,大颗粒(150-200um)的速度在200-370m/s之间。对于实验4,仿真得到的小颗粒(70-150um)的速度在125-350m/s之间,而大颗粒(150-200um)的速度在200-300m/s之间。仿真得到的较大颗粒的速度似乎更接近实验测量值。
不同尺度的颗粒在出口速度上也表现出很大变化,主要是由于与水射流的相互作用的时间和位置不同。仿真结果还发现实验中测得的颗粒速度分布不仅是由于颗粒粒径不同,还与颗粒在聚焦管中所经过的路径有关(如图7所示)。

实验3

实验4
图7 颗粒出口速度模拟结果

混合锥颗粒入口

喷嘴
图8 磨料水射流切割头内部及喷嘴磨损预测
在可压缩条件下模拟空气、水和颗粒的三相流动,对于改善磨料水射流切割头的设计、提高切割精度及减少磨损都非常有用。VirtualFlow可用于仿真磨料水射流切割头内部流动问题,包括孔口液压翻转、磨料相互作用及加速磨损。
【参考文献】