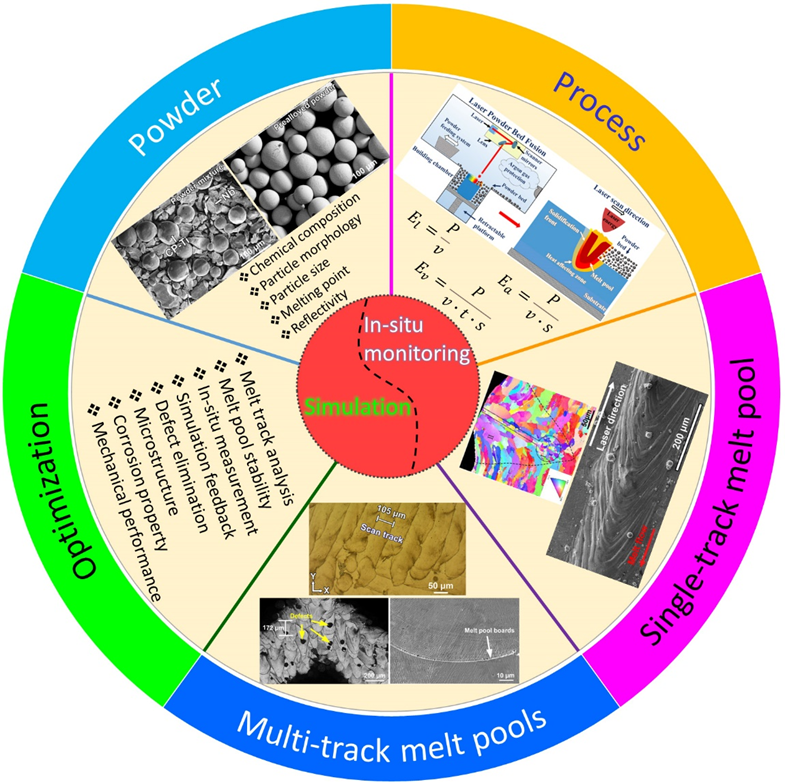
近日Advanced Powder Materials期刊上发表的 Understanding Melt Pool Characteristics in Laser Powder Bed Fusion: An Overview of Single and Multi-Track Melt Pools for Process Optimization 综述文章,研究了LPBF过程中单轨和多轨熔池的形成机理。该篇综述综合了实验和模拟,确定了影响熔池形成机理的因素,并强调了精确的原位测量和可靠的建模对于优化工艺参数和探索新材料的重要性。