两机叶片丨航空发动机涡轮叶片气膜孔制造及检测技术

本文摘要(由AI生成):
文章主要探讨了涡轮叶片气膜冷却技术的加工方法和检测技术的发展。涡轮叶片通常由难加工的高温合金材料制成,气膜孔的加工采用特种工艺,如电火花加工(EDM)、电化学加工(ECM)和激光加工。随着航空发动机性能需求的提升,气膜孔的孔型设计也由简单直圆孔演变为复杂异型孔。文章还讨论了不同加工方法的优缺点,如电火花加工可能产生重熔层和微孔洞等缺陷,而激光加工则可以在带有热障涂层的高温合金上实现一次性制孔。此外,文章还提到了气膜孔检测技术的发展,指出检测技术的缓慢发展与小孔几何尺寸及冶金质量的数据采集难度有关,以及与单件叶片气膜孔数量众多、难以匹配制孔的生产节拍有关。
气膜冷却技术是支撑航空发动机热端部件承温能力提升的关键核心技术,使冷却气流经过气膜孔等冷却结构喷射而出,形成覆盖热端部件表面的冷却气膜,使其免受高温燃气的直接冲击。以涡轮叶片为例,其气膜冷却原理如图1所示。气膜孔的加工精度及质量决定了涡轮叶片的可靠性,进而影响着航空发动机整机的安全性。因此,对气膜孔提出了极为严苛的验收要求,也对其制造技术提出了挑战。在加工精度方面,主要评价要素包括孔径、孔位、圆度、圆柱度、轴线矢量角度、孔壁粗糙度及完整性等,它们决定了冷却气流流量、出射位置及角度、射流速度等,进而影响冷却气膜覆盖效率。在加工质量方面,主要关注不同制孔工艺所形成的孔壁/孔口处缺陷形态及深度,超标缺陷可能导致叶片在承受复杂交变载荷时发生断裂。据不完全统计,半数以上的发动机故障与发动机叶片的损伤与断裂有关。
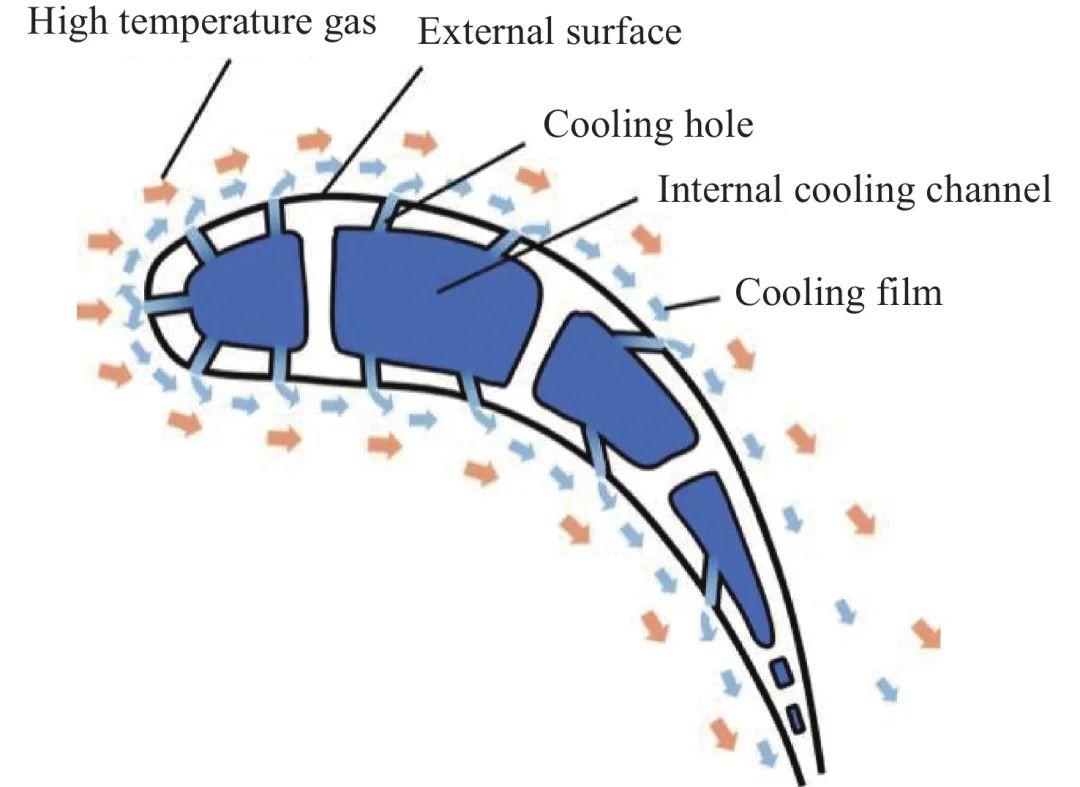
图 1 涡轮叶片气膜冷却原理示意图
Figure 1. Schematic illustration of film cooling technology of turbine blade
涡轮叶片基材通常为难加工高温合金材料,气膜孔孔径一般为0.3~0.6 mm,特别针对大倾角斜孔的深径比可高达13:1。因此,气膜孔加工通常采用特种工艺方法,主要包括电火花加工(Electrical-Discharged Machining,EDM)、电化学加工(Electrochemical Machining,ECM)与激光加工[3-4]。随着叶片结构与制孔需求的多样化发展,不同制孔工艺也相应得到了快速发展,呈现出百家争鸣的态势。然而,气膜孔检测技术的发展则略显缓慢[5]。其原因一方面与小孔几何尺寸及冶金质量的数据采集难度有关,另一方面也与单件叶片气膜孔数量众多、难以匹配制孔的生产节拍有关。事实上,将所有气膜孔的全特征要素进行检测并不现实,高性能航空发动机上仅高压涡轮叶片就包含数万个气膜孔,因此制孔精度与质量更多依靠制造工艺的成熟度与稳定性。此外,随着航空发动机性能需求的提升,燃气涡轮进口温度不断攀升,对冷气覆盖效率提出更高的需求。孔型设计也由早期的简单直圆孔演变为复杂异型孔,如簸箕孔、圆锥孔、水滴孔、猫耳孔等[6-7],为制孔工艺方法与制造符合性评价提出了双重挑战。
近些年航空领域蓬勃发展,气膜孔制造及检测技术也随之掀起研究热潮,本文综述典型制孔工艺的前沿进展与应用情况,并结合设计需求发展进行趋势分析与总结归纳,进一步指出气膜冷却相关技术的发展方向。
1. 气膜孔制孔工艺
1.1 电火花制孔
电火花制孔是目前涡轮叶片制孔领域技术最成熟、应用最广泛的工艺方法,其加工效率较高、稳定性较好。基于工具和工件(正、负电极)之间脉冲性火花放电来蚀除被加工材料,以达到对工件特定尺寸、形状及表面质量的加工效果[8]。电火花制孔参数中的电流与脉宽决定了单脉冲能量的大小,对加工质量的影响较为显著,脉停(即脉冲间隔时间)与内冲液压力跟放电产物(即残渣)的输运过程密切相关,因此对孔壁质量和加工效率同样影响较大。事实上,电火花加工技术在制孔领域能够大显身手,正是得益于空心管状电极的成熟应用,解决了大深径比小孔加工排渣的难题。
图2为高速电火花小孔加工过程的示意图,电极尖端放电不断在孔底蚀除金属基体材料,空心管状电极使高压内冲液得以循环流动,将放电产生的残渣输运走,避免其在孔底堆积,进而使脉冲放电过程稳定持续地向下推进。由于放电加工主要通过热熔方式去除材料,不可避免地在孔壁形成重熔层等热致缺陷。此前有学者认为,热致缺陷可能导致叶片在长期服役后萌生孔壁裂纹,在交变载荷作用下进一步扩展,造成叶片断裂[9]。然而,不同电火花制孔装备及工艺所形成的孔壁重熔层,尽管在介观尺度下仅能通过重熔层厚度加以区分,但在微观组织形态上却可能千差万别。
董涛等[10]曾报道高温合金电火花加工所形成的重熔层内包含大量微孔洞、裂纹等缺陷,以及不同熔池间所形成的胞状枝晶界面。但本课题组则通过开发低温高压内冲液及高频窄脉宽电源,基于单晶高温合金外延生长技术形成了单晶态的孔壁重熔层,为过饱和的、与基体取向完全一致的FCC晶格结构固溶体(图3、图4)。进一步采用热处理控制单晶重熔层内部的γ’相析出,形成了与单晶基体组织形貌完全一致的孔壁,彻底消除了重熔层[11]。但不可否认的是,重熔层内部的微观孔洞、粗糙的孔壁表面均无法通过热处理组织调控予以消除,相比于重熔层这些几何缺陷的存在,这些因素才更可能与失效有关,需要引起更为深入的关注。
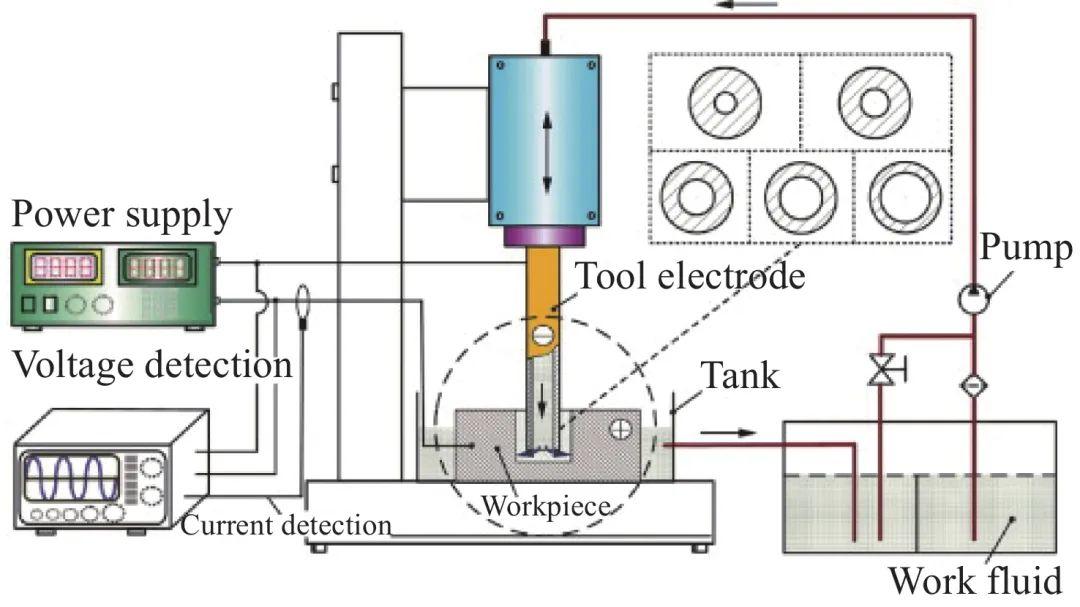
图 2 基于空心管状电极的高速电火花小孔加工过程示意图[2]
Figure 2. Schematic illustration of EDM drilling via tubular electrode[2]
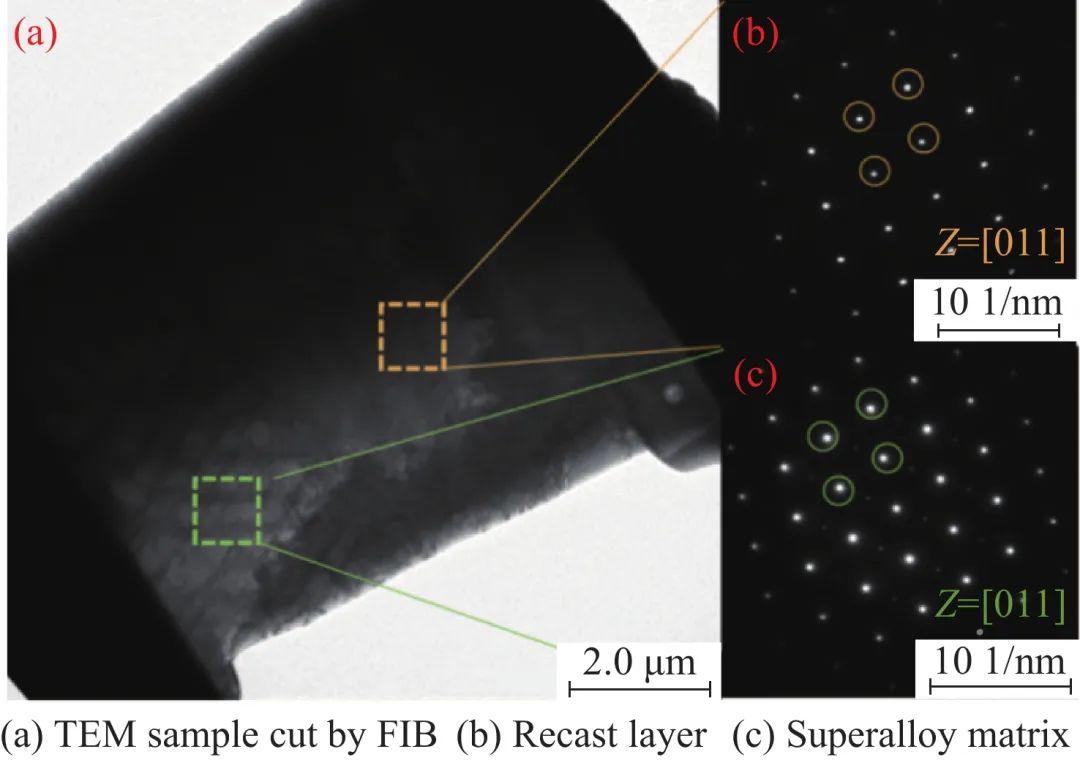
图 3 单晶高温合金外延生长基体及重熔层衍射斑
Figure 3. Diffraction pattern of single crystal superalloy matrix and adjacent single crystal recast layer formed by epitaxial growth

图 4 热处理调控的孔壁重熔层微观形貌
Figure 4. Hole wall microstructure of recast layer formed by heat treatment
1.2 电化学制孔
目前能相对成熟地应用于叶片制孔的电化学加工工艺包括电液束(图5)与电火花−电解(图6)复合加工。电液束加工为在空心玻璃管内插入电极丝,酸性电解液在压力作用下由玻璃管尖端流出形成循环,进而基于电化学腐蚀原理去除被加工材料。电化学加工的优势在于对热致缺陷的控制,但在酸性电解液中单晶高温合金的γ相相比于γ’相会被优先腐蚀,使孔壁无可避免地形成电化学腐蚀层。电火花−电解复合加工是将电火花小孔机的高压内冲液由去离子水替换为盐溶液,进而在电火花加工尖端放电的同时,通过侧壁的电解反应去除孔壁重熔层。
由于孔入口段相比于出口段经历的电解腐蚀时间更长,一般入口段的重熔层去除效果较好,而出口段则还残留有未完全去除的重熔层。电化学加工的另一方面优势在于对孔口尖角的倒钝效应,气膜孔孔壁与叶身内、外型面所形成的相贯线如果未予倒角处理,可能在长期服役后因应力集中在孔口尖角处萌生裂纹,这一情况对于大倾角斜孔的锐角边尤为显著。但不可否认的是,电液束加工玻璃管破裂可能造成气膜孔孔口偏大;电火花−电解复合加工在质量控制与技术成熟度方面尚无法应用于工业生产,同时电化学废液的处理也是需要综合考虑的问题。
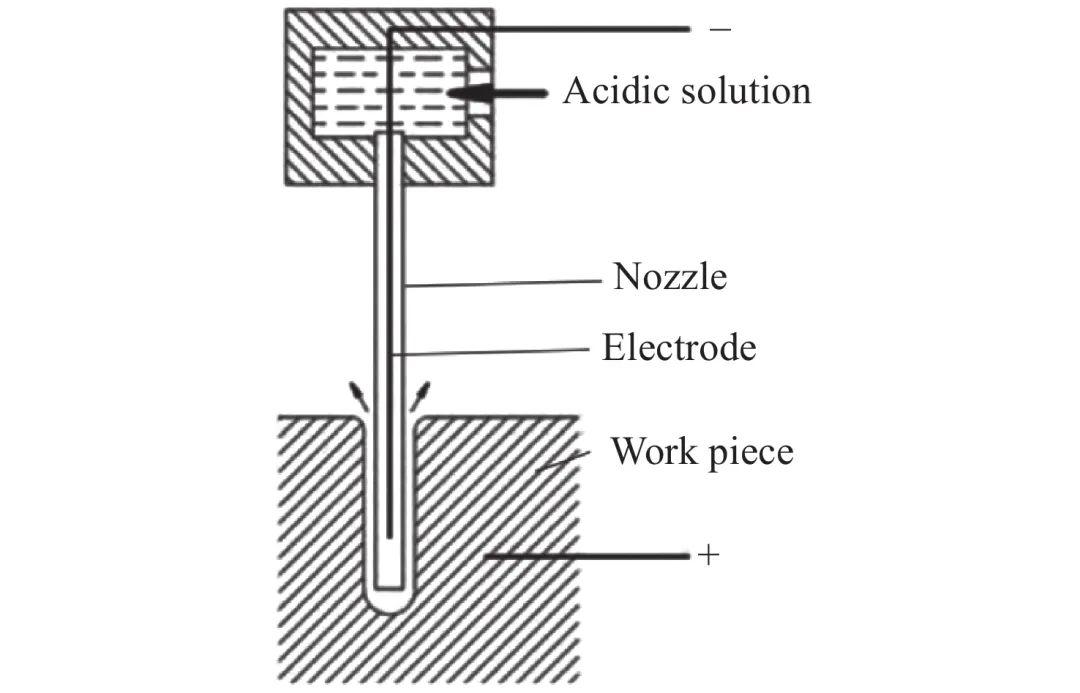
图 5 电液束制孔示意图[12]
Figure 5. Schematic illustration of electro stream machining[12]

图 6 电火花−电解复合加工示意图[13]
Figure 6. Schematic illustration of EDM and ECM hybrid process[13]
从制造能力看,无论是电液束制孔所涉及的玻璃管电极,还是电火花−电解复合加工所用的空心管电极,都只适用于简单直圆孔的加工。如前所述,将叶片孔口扩张段设计为簸箕形、水滴形、猫耳形等复杂异型结构,是为了使冷气出射后更好地包覆叶片表面,而电化学加工不适用于异型孔,也注定无法适应燃气涡轮进口温度提升的必然趋势。
1.3 激光制孔
为提高叶片承温能力,高性能航空发动机高压涡轮导向叶片、工作叶片叶身均需涂覆热障涂层,其面层材料通常为氧化锆陶瓷,而传统电火花、电化学加工仅适用于加工导电性金属材料,故工艺路线制定为“先制孔后涂层”。采用电子束物理气相沉积(EB-PVD)工艺涂覆表面热障涂层,会使涂层在孔口处堆积,造成缩孔、堵孔等问题,且使气流出射方向偏离设计要求,进而影响冷却气膜的覆盖效率[14](图7)。
激光对被加工材料无选择性的特点,使其能够在带有热障涂层的高温合金上实现一次性制孔,进而实现了“先涂层后制孔”的新型工艺方法,有效提升了带热障涂层叶片的气膜孔设计−制造符合性[15-16]。不止于此,服役后的叶片受发动机进口吸入的火山灰等杂质影响,在叶片表面形成一层由Ca、Mg、Al、Si氧化物形成的尖晶石沉积物(简称CMAS),严重时亦可造成缩孔、堵孔,而激光加工亦可解决非导电性CMAS堆积物的去除通孔难题,具有不可替代的重要性。
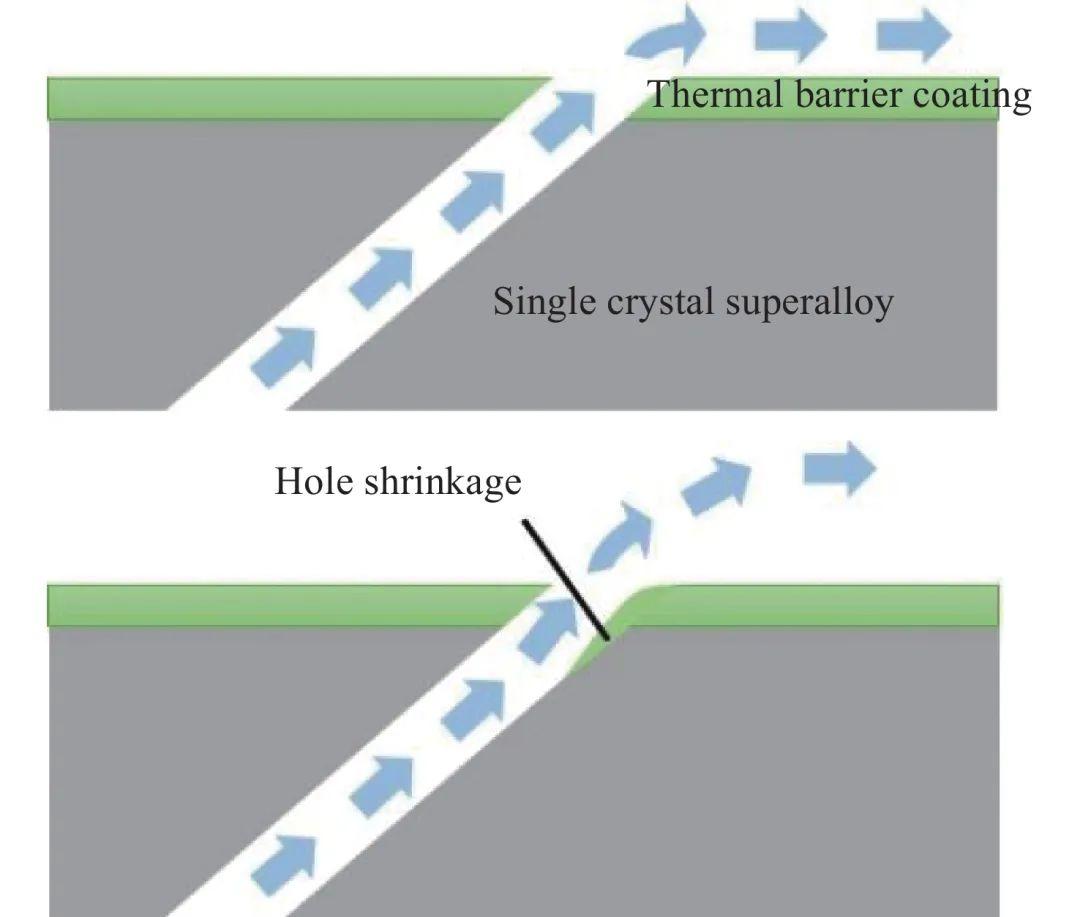
图 7 热障涂层缩孔导致气流出射方向偏离示意图
Figure 7. Schematic illustration of jet trajectory deviation induced by hole shrinkage during thermal barrier coating
制孔质量与激光脉冲宽度密不可分,适用于叶片气膜孔加工的一般为纳秒、皮秒及飞秒激光。纳秒激光的单脉冲持续时间长于电子−晶格弛豫时间,电子在吸收激光能量后向晶格进一步传热,导致孔壁存在重熔层等热致缺陷。飞秒激光及窄脉宽皮秒激光的单脉冲持续时间短于电子−晶格弛豫时间,电子吸收能量后来不及向晶格传递,在辅助吹气作用下使材料剥离基体进而实现高精度、“冷加工”的效果[17-18]。然而,在超强激光辐照下孔内团聚了高密度的等离子体,对后续激光形成强烈的屏蔽与散射作用,严重制约了大深径比的小孔加工效率,同时孔壁亦倾向于形成棱线状的起伏结构(图8)。通过在激光冲孔后增加修孔,可以一定程度上消除棱线结构,提升孔壁粗糙度,但无疑降低了生产效率。另一方面,飞秒激光器及控制光板运动的振镜系统成本较高,对于作业场所的环境波动较为敏感,仍需在装备及工艺上持续攻关,使其满足工厂环境下叶片批量化的制孔需求。

图 8 飞秒激光精修孔壁轮廓
Figure 8. Hole wall surface profile by femtosecond laser drilling and finishing
无论是何种制孔方法,均是对被加工材料施以一定形式的能量,使材料被激发为较高能态,再结合流体将高能态的残渣从孔内向外输运去除。施能与输运相匹配才是制孔的理想状态。若输运强于施能,则需提高能量以提升加工效率;若施能强于输运,则能量在孔内累积,必将形成热致缺陷。对于大深径比的小孔而言,制孔越是深入,就越难以保障上述2个过程,特别是向外输运残渣的能力。电火花、电液束等加工方式,正是应用了空心管状电极才保障了液体介质的循环流动特性[19],而激光制孔采用辅助吹气的方式,对孔内残渣的输运能力随制孔深度的增加而迅速衰减,也从根本上限制了激光制孔在大深径比小孔中的应用。水导激光的问世在一定程度上解决了这一瓶颈问题。激光在形同光纤的微水射流内全反射式传播,强力水射流强化了孔内介质的循环流动,进而使制孔深径比得到提升。需要说明的是,水导激光一般采用纳秒光源,所加工气膜孔的孔壁仍无可避免地存在重熔层。
综上所述,各种制孔方法在加工精度、质量、成本及效率方面各有优劣,所以国内外学者掀起了对复合加工的研究热潮。长短脉冲激光复合加工基于纳秒、飞秒两套激光光源,两束激光共用光路同轴输出,在冲孔阶段采用纳秒激光实现快速穿孔,在修孔阶段采用飞秒激光对含有缺陷的孔壁进行精修,进而在保证质量的前提下显著降低生产成本。激光−电火花复合加工同样采用电火花快速穿孔、飞秒激光精修孔壁的技术路线,但受限于加工工艺方法的差异,难以使叶片保持在原位加工,因此需要解决高精度重复定位的问题。而采用零点定位工装避免叶片二次装夹造成的定位误差,结合叶片位姿辅助确认系统,可以达到重复定位精度不大于0.01 mm。此外,激光修孔还可用于去除“先涂层后制孔”叶片孔口堆积的陶瓷涂层,进而避免传统工艺造成的缩孔、堵孔问题,但前提是制孔的机床具有足够高的空间定位精度,并将孔位坐标、零件位姿准确传递至激光设备。
2. 气膜孔后处理
如前所述,气膜孔孔口尖角形成局部应力集中,在服役过程中极易萌生孔口裂纹,因此去除孔口尖角对于叶片可靠性的提升尤为重要。对外孔口的倒角,可以采用电火花铣削加工、激光光斑轨迹规划等方式,亦可采用磁力研磨、磨粒流等方式处理。磁力研磨的磁针选择至关重要,磁针直径过大,则倒角效果不明显,而直径过小则可能进入孔内甚至掉入叶片内腔,因此,磁力研磨工艺优化不仅包括电机转速及处理时间,磁针的尺寸形状也对倒角效果具有显著影响[20-21]。磨粒流处理不仅适用于外孔口的倒角,更能针对叶片内腔侧的孔口进行倒角处理,同时使孔壁表面得到抛光[22](图9);但需要关注处理后如何清除磨料,使其不致堵塞在叶片内腔形成多余物,因此液体磨料更适用于带有复杂冷却腔道的空心叶片。
磨粒流处理工艺参数主要包括压力与时间(循环次数),同时影响倒角尺寸的因素还包括磨料粘度、研磨颗粒粒度及浓度[23],由于磨粒流以犁削加工的方式去除材料,故对于初始孔口、孔壁状态要求较高。如存在孔口豁口、孔壁棱线、台阶等几何缺陷,经过研磨处理后可能使缺陷尺寸进一步放大。此外,针对孔壁重熔层去除的需求,也可采用化学研磨的方式进行后处理[24]。
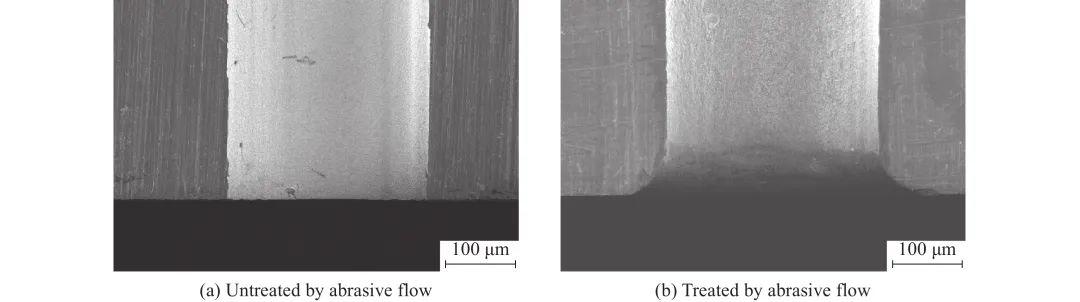
图 9 气膜孔磨粒流处理前、后的孔口倒角形貌
Figure 9. Comparison of contour profile of hole orifice treated by abrasive flow
3. 气膜孔检测
气膜孔检测包括孔壁质量与几何尺寸2个方面。针对孔壁质量的检验,主要依赖剖切金相的方法。一般将气膜孔加工过程定义为特殊过程,需要对制孔工艺参数进行特殊过程确认。金相检验内容包含孔壁重熔层、微裂纹、热影响区、断续小珠、腐蚀/氧化层、孔壁棱线/台阶、孔壁粗糙度等[25]。气膜孔几何尺寸包括孔径、孔位、孔形等。其中,孔径的检测一般采用针规通止法,但针规所测为孔最小截面的短轴长度,受孔圆度、锥度的影响较大;孔位的检测一般采用标准样机目视对比法,但针对孔位精度验收要求高的型号叶片,可选用装配光学影像测头的五轴测量机进行检测[26];孔形尺寸的符合性检测难度较大,由于金相法仅适用于观察某一剖切截面的轮廓形貌,而激光共焦检测难以对壁面轮廓实现完整扫描,因此小焦点工业CT检测成为评价孔形特征制造符合性的重要技术方法[27]。此外,工业CT还适用于对壁损伤的检测,所谓对壁损伤,不仅包括空心叶片对侧壁面的损伤防护,还包括内腔隔板、筋条、扰流柱等冷却结构的防护(图10)。
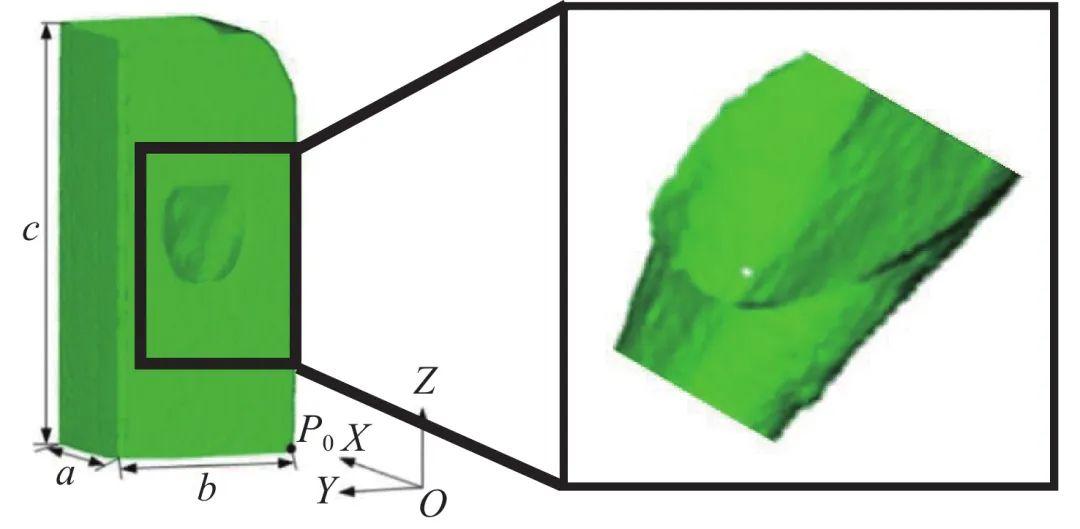
图 10 工业CT扫描所获取的异型气膜孔孔壁轮廓
Figure 10. Contour profile of shaped hole measured by industrial CT system
检测技术的发展是实现叶片自适应加工的重要基础,只有准确采集气膜孔的特征要素才能形成调整加工策略,进而对个体差异性予以补偿。涡轮叶片型面存在铸造偏差,在制定调整加工策略时应综合考虑气膜孔射流角度(孔轴线与叶身型面夹角)及气膜孔间相对位置,也应预测调整后内腔侧孔出口位置,以免形成内孔交叉、串孔等。数字孪生为实现加工状态预测提供了技术方法,在虚拟世界中查验自适应加工效果,经确认后再回归到现实世界中完成加工,将成为未来叶片制造与检测深度融合的重要技术发展趋势[28]。
4. 结束语
电火花制孔成本低、效率高,将长期作为高温合金叶片制孔的基础性工艺方法,后续发展重点包括电火花铣削加工、与其他工艺方法复合以及智能化电加工产线建设。电化学制孔难以符合异型孔孔型的发展趋势,需要进一步探索并发展其制造能力,但在其他领域小孔加工中仍将发挥举足轻重的作用。随着带涂层叶片、服役后叶片堵孔修复及陶瓷基复材叶片制孔需求的提出,激光加工对被加工材料无选择性的特点使其成为了必然选择,然而对大深径比小孔的加工能力不足,还需开展系统深入的工艺研究工作。
气膜孔孔口倒角对叶片振动疲劳性能影响较大,具有较好的推广应用前景,而气膜孔检测需形成完善的标准方法体系,推动自适应加工与智能制造技术在叶片制孔领域的长足发展。


