西交大李涤尘教授丨增材制造:面向航空航天制造的变革性技术

导语
增材制造技术在航空航天应用方面具有单件小批量的复杂结构快速制造优势,未来将向着设计、材料和成形一体化方向发展。分析了增材制造在航空航天领域应用发展的3个层面,以航空发动机涡轮叶片增材制造、高性能聚醚醚酮(PEEK)及其复合材料、连续纤维增强树脂复合材料及太空3D打印为主题,介绍了增材制造技术国内外以及西安交通大学的研究状况。涡轮叶片应用增材制造工艺可以有效提高效率降低成本,未来向高性能的高温合金和陶瓷基复合材料增材制造技术发展。高性能轻质聚合物PEEK及其复合材料增材制造在高力学性能结构件、吸波功能件的成形中得到应用,将改变现有的设计与材料,推动结构与功能一体化发展。连续纤维复合材料增材制造将带动无模具纤维复合材料成形的新发展,在太空3D打印将改变未来航空航天制造模式。增材制造技术将给航空航天制造技术带来变革性发展。
增材制造技术是一种相对于传统的冷加工和热加工的特种制造技术,其具有单件小批量的复杂结构快速制造优势,在航空航天领域具有广泛的应用前景。这一技术能够解决传统制造技术难以完成的复杂结构制造。随着增材制造技术在航空航天领域应用的深入,设计、材料和成形一体化将成为新一代的制造模式,引领航空航天技术的变革发展。
增材制造技术在航空航天领域的应用,主要体现在3个层面。第1个层面传统设计方法和材料体系采用增材制造技术进行构件制造,这是目前的主要研究和应用模式,这个层面重点解决的问题是材料工艺稳定性、成形组织的缺陷和性能提升、成形精度控制等问题,并通过与现有工艺的结合来推进应用,例如增材、减材、锻造等多工艺复合提升精度和力学性能。第2个层面是面向新的结构设计采用增材制造技术,例如GE公司在航空发动机喷油嘴采用增材制造技术,改变原有基于机械切削工艺的的结构设计体系,将过去的30多个零件装配的复杂结构,改为一个整体结构,采用增材制造一次整体完成具有内腔结构的喷油嘴制造,这一方法从根本上变革了发动机喷油嘴的设计制造理念,使得结构变小、节能效益增加、性能可靠稳定。第3个层面是采用新的功能材料与结构一体化增材制造实现更多新的功能,可以使航空航天技术在轻质、特种性能和特殊环境下的结构制造提供新方法,例如连续纤维复合材料制造、太空环境下的制造等。增材制造技术要不断解决工程应用所面临的制造质量问题,更应该有效的利用增材制造技术原理,从设计、材料、成形一体化出发,深入挖掘技术应用,推进增材制造技术在航空航天领域的创新发展。
在航空航天领域,航空发动机和轻量化功能结构是重点和难点领域。面对的未来发展的更高需求航空发动机叶片是一个最为关键的部件,其具有极端的高温性能和复杂的冷却结构要求,是制约航空发动机发展的难点。航空结构件是航空航天的主体结构,其未来向着轻质高性能发展,高性能聚合物、纤维复合材料、吸波隐身复合材料是需要探索的方向。本文重点围绕以上方向论述航空航天领域增材制造国内外发展和西安交通大学的研究进展。
1 航空发动机涡轮叶片成形技术
随着航空发动机对推重比需求日益增长,涡轮进口温度从第三代发动机1 700 K提高到第五代2 000 K以上。为保证涡轮叶片承温能力,高温合金材料由等轴晶发展至单晶,内部冷却结构由单一对流气冷转变为双层壁超气冷,气膜孔结构由简单圆柱型转化为复杂异型,由此对现有涡轮叶片制造技术提出严峻挑战。现阶段,国内外主要采用熔模铸造技术制造航空发动机空心涡轮叶片。该技术通过金属模具压制型芯、型芯装配、压制蜡型、挂浆制壳、精密铸造等10个主要环节,获得金属涡轮叶片。在大批量生产涡轮叶片时,熔模铸造工艺适用性强;但对于含有新型冷却结构涡轮叶片的研制,由于铸型制备过程涉及多套工装模具,流程复杂,装配误差大,工艺控制难度大,导致叶片研制周期长(通常至少6个月以上),响应慢,制造成本高。
1.1 型芯/型壳一体化铸造技术
增材制造引入涡轮叶片铸造成形领域,可大大降低结构复杂度的限制,实现型芯/型壳的无模化制备,为空心涡轮叶片快速制造提供新途径。目前空心涡轮叶片陶瓷铸型直接成形的AM技术主要有选区激光烧结(Selective Laser Sintering, SLS)和陶瓷光固化成形(Ceramic Stereolithography, CSL)。北京航空材料研究院、华中科技大学等科研院所开展了相关的研究,并在航空领域得到初步验证,一定程度上推动了涡轮叶片制造技术的发展;但是,SLS铸型表面质量和尺寸精度以及高温性能有待提高,以满足空心涡轮叶片近净成形的苛刻技术要求。而CSL技术成形陶瓷素坯精度较高,在涡轮叶片铸型制备方面具有潜在应用价值。美国佐治亚理工大学及密西根大学安娜堡分校研究了基于CSL技术的涡轮叶片铸型成形工艺,实现了型芯/型壳一体化陶瓷铸型的制备。研究表明:采用该技术可制备复杂结构陶瓷铸型,但存在精细结构陶瓷浆料清理困难的问题,引起微细陶瓷型芯的结构完整性容易破坏;并且,高温烧结后铸型的精度误差较大,烧结收缩率通常达到10%以上。
为此,西安交通大学提出型芯/型壳一体化涡轮叶片快速制造技术。该技术以光固化树脂原型代替传统熔模铸造蜡型,采用型芯/型壳一体化凝胶注模代替传统型壳的挂浆制备和型芯的压制成形,实现型芯/型壳的一次成形,用于空心叶片的铸造。技术路线如图 1所示,主要包括:树脂原型的光固化成形、凝胶注模、冷冻干燥、烧结和精密铸造等。较之CSL技术,此方法制备的铸型精度更高,性能更加稳定,满足定向晶/单晶叶片对铸型高温性能的苛刻需求。

图 1 基于型芯/型壳一体化铸型的涡轮叶片快速成形技术
Fig. 1 Rapid manufacturing technology of turbine blade based on integrated core/shell ceramic mold
西安交通大学在型芯/型壳一体化涡轮叶片快速成形技术在陶瓷铸型制备、铸型中高温力学性能调控、全流程叶片精度控制等方面取得了突破,实现了多种型号空心涡轮叶片的快速研制,取得了以下技术进展。

图 2 型芯/型壳一体化陶瓷铸型
Fig. 2 Integrated core/shell ceramic mold
1) 建立了基于光固化3D打印的空心涡轮叶片型芯/型壳一体化铸型快速制备技术体系。该技术改变了传统叶片制造需要型芯模具、型芯/型壳组合的复杂流程,受结构复杂程度的限制大大降低,可为新型气冷叶片的内腔复杂冷却流道提供更大的设计自由度。并且,铸型壁厚可准确调控,通过调节散热条件来实现叶片柱状晶/单晶组织的控制。该技术还可以用于复杂异型气膜孔等新型冷却结构的整体铸造成形,推进涡轮叶片数字化精确控形控性。
2) 空心涡轮叶片型芯/型壳一体化陶瓷铸型中高温力学性能调控技术。研究提出以有机陶瓷前驱体进行一体化铸型中温强化的方法,有效保证了铸型焙烧后的结构完整性。建立了基于莫来石高温强化的材料体系,可实现1 500 ℃下高温抗弯强度8~34.9 MPa可调控,分别满足不同尺寸等轴晶、定向柱晶、单晶叶片的凝固要求。
3) 型芯/型壳一体化空心涡轮叶片全流程精度控制技术。研究通过雾化覆膜技术,解决了光固化树脂原型表面台阶效应,提升了光固化原型内外表面质量(表面粗糙度优于3.2 μm)。通过真空冷冻干燥工艺方法,可有效抑制铸型干燥开裂,解决了厚大陶瓷坯体干燥的难题,实现了铸型湿坯的无缺陷快速干燥,并将干燥效率提升2~3倍。提出了一体化铸型型芯烧结重心面概念,解决了细长悬臂型芯烧结变形的问题,并构建了“近零烧结收缩”材料体系与烧结工艺,将铸型烧结收缩率控制在0.1%内,实现了空心涡轮叶片精确成形(关键尺寸误差低于0.1 mm),实现了叶片的高精度制造。
针对传统熔模铸造技术中涡轮叶片研制周期长、工艺复杂、成本高、响应慢等问题,将高精度光固化成形与精密铸造结合,发明了型芯/型壳一体化涡轮叶片快速成形技术,可实现复杂结构空心涡轮叶片中小批量的快速制造,图 3为基于本技术成形的空心涡轮叶片。较之熔模铸造工艺,该技术在新型号、复杂结构空心涡轮叶片的研制中具有显著优势,可缩短空心涡轮叶片研发周期60%~80%,节约研发成本60%以上,并有利于涡轮叶片尺寸精度的调控。此外,该技术也可延伸至双层壁结构叶片、异型气膜孔、机匣的快速制造。

图 3 基于型芯/型壳一体化技术的空心涡轮叶片
Fig. 3 Hollow turbine blades manufactured by integrated core/shell technology
1.2 难熔高熵合金增材制造技术
耐高温材料及其制造工艺是航空发动机发展的关键环节。美国多用途先进涡轮发动机计划(VAATE)、欧洲先进核心军用发动机计划(ACME)等相继推行,其定义了未来第五代推重比15~20的高性能航空发动机,涡轮前进口设计温度将达到2 200 K以上。难熔高熵合金具有耐高温、高强度、高硬度、抗辐照性能佳的特点,在航天航空领域、核工业领域、生物医学领域均有巨大应用前景。增材制造技术利用高能能量源将材料逐点熔化,逐层堆积,直接成形。凭借加工周期短,生产效率高,复杂构件快速成型的特点,为极端应用环境下难熔高熵合金复杂结构制造提供了可能性。因此由高熔点元素构成的难熔高熵合金及其增材制造在未来航空航天工业中有巨大应用潜力。
激光增材制造以高能率激光束为能量源,熔化制备高熵合金不仅可以实现高强度和高延性的完美结合,不需要传统的真空熔炼设备,而且有制造更大、更复杂、可用于工程应用的耐高温高熵合金零件的潜力,也体现出材料基因组研究的作用。目前选择性激光熔化制备高熵合金研究主要集中在优化工艺、改善材料性能等方面。
2015年,英国谢菲尔德大学的Brif等采用选择性激光熔化制备了FeCoCrNi高熵合金,晶粒在巨大的温度梯度和快速凝固共同作用下得到细化,屈服强度达600 MPa,是真空电弧熔炼样件的3倍以上,在Hall Petch效应和单一固溶体的作用下FeCoCrNi高熵合金同时具有高强度和良好的延展性。研究结果表明SLM不仅能制备高熵合金,而且所得到的力学性能满足工程应用的需求。
2017年,德国亚琛工业大学的Haase等使用激光熔覆沉积制备了CoCrFeMnNi高熵合金,沉积的高熵合金密度高,无宏观偏析,化学均一性好,平均维氏硬度195HV5,压缩屈服强度260 MPa,优于常规热处理样件,证明了激光熔覆沉积技术用于高熵合金大批量样品生产的可行性。同时,Haase提出将平衡态合金相图和非平衡态Scheil方程相结合用于预测高熵合金的相组成和元素分布的合金设计理念。
2018年,新加坡制造技术研究院的Zhu等采用选择性激光熔化制备了近全致密的CoCrFeNiMn高熵合金,熔池、柱状晶粒、亚微米胞状结构和位错组成了分层结构,定量分析表明胞状结构通过位错强化提高了屈服强度(510 MPa),并认为通过优化工艺参数、扫描策略和加工方向,可以进一步有效地提高材料的力学性能。
西安交通大学致力于增材制造难熔高熵合金的研究。采用激光选区熔化工艺,进行了NbMoTaW成型工艺以及性能的研究。制备了NbMoTaW合金试样,如图 4所示,并进行了的物相分析,结果表明NbMoTaW合金结构为单一的BCC相无序固溶体。NbMoTaW合金在高能率激光选区熔化过程中形成柱状晶,金属微熔池处于激冷(冷却速率103 K/s)条件下迅速冷却,得到了平均尺寸为20 μm的极小晶粒,同时W、Nb、Mo、Ta元素在高熵合金中均匀分布,无明显微观偏析,采用激光增材制造NbMoTaW高熵合金力学性能优于电弧熔炼等其他工艺高熵合金的性能。

图 4 选区激光熔化成型高熵合金样件
Fig. 4 High-entropy alloy samples formed by selective laser melting
通过优化材料成分来调控成型样件的组织结构,以增加塑性相来改善增材成形性。获得NbMoTaX系高熵合金增材制造样件常温压缩强度达到2.3 GPa(图 5(a)),800 ℃时高温压缩强度达到1.0 GPa。相比于成分优化前的NbMoTa合金常温压缩性能提高了77.5%,高温压缩性能提高了230%,如图 5(b)所示。研究表明,形成的增材制造专用NbMoTaX高熵合金密度达到9.0 g/cm3以下,其部分高温性能超过传统高温合金(图 5(c)),通过大幅简化气膜孔,在力学性能及燃油效率上大幅优化,为下一代高温叶片材料和成形工艺提供变革性思路。
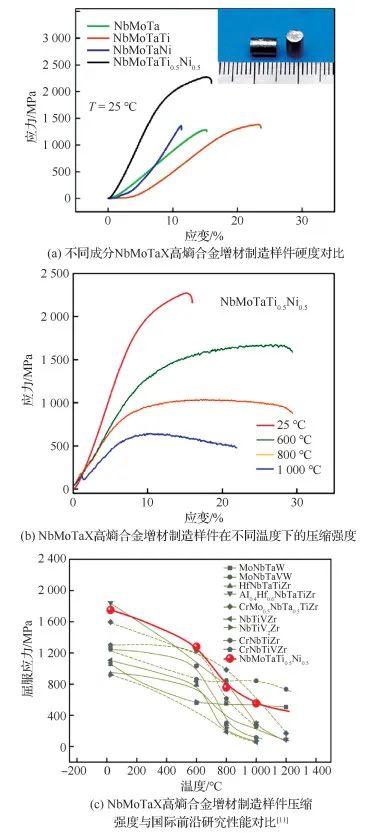
图 5 增材制造NbMoTaX系高熵合金性能特点
Fig. 5 Properties of additive manufacturing NbMoTaX high-entropy alloy
采用激光增材工艺成形难熔高温高熵合金过程中,由于材料熔点与基板温度梯度较大,结合面处热积累严重时,易产生如图 6所示的翘曲现象,严重影响合金性能。成型相同成分的样件时,仍需根据样件的大小以及形状复杂程度选用不同的工艺窗口,因此工艺窗口的通用性不强。图 7采用相同材料成分、相同工艺窗口打印形状相同而大小不同的两个样件时,小样件没有裂纹而大样件出现了致命性的裂纹,因此难以实现大尺寸复杂结构高端部件的精密制造。难熔高熵合金选用的元素大都为高熔点元素,成型后形成单一的体心立方(BCC)相,BCC相对温度敏感,因此成型的样件塑性差,具有很低的延伸率。因此仍需通过材料成分的优化设计以及工艺窗口的优化来使难熔高熵合金真正走向市场。

图 6 选区激光熔化过程中高熵合金翘曲现象
Fig. 6 Warpage of high-entropy alloy samples formed by selective laser melting

图 7 采用相同材料以及工艺激光增材成型相同形状不同大小的涡轮叶片样件
Fig. 7 Turbine blade samples of same shape and different sizes formed by the same material and process
1.3 陶瓷基复合材料涡轮叶片制造技术
为了提高推重比,未来先进航空发动机涡轮进口温度将高于2 000 ℃,远超过高温合金熔点,即使采用先进的冷却结构,现有的空心涡轮单晶叶片耐温性也难以满足超高温服役需求,而纤维增韧陶瓷基复合材料(CMC)具有高比强、耐高温等优势,克服了高温合金耐温差和密度大等缺点,是先进航空发动机热端部件的理想结构材料。以CMC材料替代高温合金制造航空发动机核心涡轮叶片,将使发动机的重量显著减小、工作温度提高,增加推重比,降低油耗;其次,CMC材料具有良好的高温损伤容限,可显著提高航空发动机的可靠性。因此,CMC涡轮叶片先进制造技术对未来先进航空发动机快速发展具有重要战略意义。
国外先进航空发动机代表性机构主要包括美国航空航天局(NASA)和通用电气航空公司(GE)、英国罗尔斯-罗伊斯公司(R-R)等,成功将碳化硅陶瓷基复合材料(SiC-CMC)应用于航空发动机低压涡轮叶片。其中,美国GE公司已在F414军用涡扇发动机上,验证了SiC-CMC低压涡轮动叶的耐高温与持久性能,并在GE-nx民用涡扇发动机高压涡轮叶片上开展了系列试验;GE公司研发的波音777X大型客机的GE-9X发动机,采用SiC-CMC低压涡轮转子叶片等,将发动机重量降低6%,极大提升了GE-9X发动机推力,燃油效率提高约10%;2017年,GE公司联合法国斯奈克玛公司,实现了LEAP发动机SiC/SiC-CMC热端静子部件的工程化应用。同时,美国NASA公司将涡轮叶片模型分解,以纤维编织成形骨架,然后通过组合装配、反应烧结等实现航空发动机热端部件的制造(图 8),但CMC热端部件连接处耐温性较差,并且纤维编织精度较低,致密CMC热端部件需要大量后处理。由上可知:美国在先进航空发动机CMC涡轮叶片制造等领域已实现重大技术突破,并从简单结构、低温、静子部件转为复杂结构、高温、转子部件,彰显了SiC-CMC材料在未来军用和民用航空发动机的巨大应用潜力。SiC-CMC材料应用到高压涡轮转子叶片,成为未来先进航空发动机发展的必然趋势。近十多年,国防科技大学、西北工业大学以及北京航空材料研究院等少数机构,主要沿袭国外纤维编织技术,开展CMC涡轮叶片制造的研究,或者针对高性能纤维及其CMC材料制备进行了自主探索,取得长足进步,但国内商用航空发动机目前和将来相当时间内仍然依赖美国GE公司和英国R-R公司等先进代表性机构。
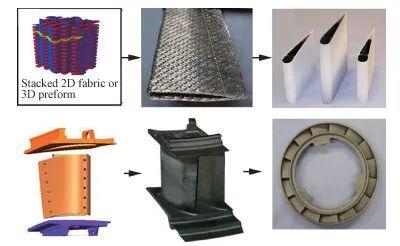
图 8 美国航空航天局(NASA)CMC涡轮叶片
Fig. 8 NASA CMC turbine blade
目前国内外航空发动机CMC涡轮叶片的制造,主要以纤维编织工艺成形增韧结构,再通过化学气相渗透技术实现碳化硅陶瓷基体的致密化,虽然具有纤维含量高、连续性好、力学性能佳等优点,但难以实现复杂结构数字化成形和组织性能调控(控形和控性)。随着增材制造技术的发展,显著减小了涡轮叶片结构设计的约束,从而为复杂SiC-CMC涡轮叶片的高性能制造提供了新思路。由此,西安交通大学提出航空发动机CMC涡轮叶片制造新方法,与现有国内外技术相比,可实现复杂结构涡轮叶片CMC材料制备/精密成形一体化制造。发明了基于光固化3D打印的高体积含量纯纤维预制体凝胶注模成型技术,克服了复杂结构CMC涡轮叶片整体成形难的技术瓶颈,以化学气相渗透制备纤维界面层,以原位合成获得SiC陶瓷基体的致密化,通过材料设计和工艺实现CMC组织性能调控,可获得复杂结构CMC涡轮叶片快速制造,将CMC材料断裂韧性提高到8 MPa·m1/2以上。建立了凝胶注模/原位合成碳化硅陶瓷基体强度调控方法。研究表明游离硅含量过高是导致CMC材料高温强度较低的主要原因。通过添加碳源提高纤维预制体中碳含量,以原位合成高温相(如碳化硅或硅化钼)降低CMC材料中游离硅,若采用单质石墨,游离硅含量依然较高(约31.83vol%)。为进一步控制游离硅量,采用酚醛树脂浸渍裂解,研究表明酚醛树脂作为碳前驱体可显著提高预制体中碳含量,以原位合成高温相可有效控制CMC材料中游离硅,游离硅含量最低值小于10vol%,实现CMC涡轮叶片1 400 ℃高温强度达到400 MPa以上。提出定向微观层片结构CMC复杂零部件的制造方法。将定向冷冻与凝胶注模结合,开创性探索了定向冷冻凝胶注模技术。研究发现层状陶瓷具有较高弯曲强度同时表现出较大的应变能力,可以实现CMC涡轮叶片结构成形和组织性能一体化快速制造。提出CMC涡轮叶片预制体的纤维核壳结构制备方法。以直写打印技术成形具有纤维(核)和陶瓷(壳)结构特征的CMC预制体,然后通过化学气相渗透获得纤维界面层,采用先驱体浸渍裂解等(如:聚碳硅烷)进行预制体致密化,首次将碳化硅陶瓷基复合材料的制备从材料设计向增韧核壳结构设计转变。研究表明,同轴直写打印技术可有效控制三相流中纤维(核)与陶瓷(壳)的体积比,定向排列纤维可显著提高CMC材料的抗断裂性能。较之现有3D打印多孔碳纤维增韧碳化硅复合材料,该方法将CMC强韧性提升3倍以上,图 9为制备的SiC-CMCs涡轮叶片。
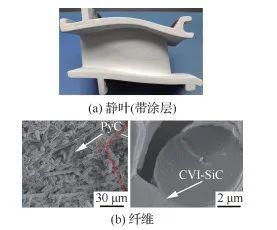
图 9 SiC-CMCs涡轮叶片
Fig. 9 SiC-CMCs turbine blade
因此,相对于目前CMC涡轮叶片纤维编织工艺,增材制造技术在陶瓷基复合材料制造中的运用,显著减小CMC涡轮叶片复杂结构设计的约束,实现CMC纤维组织和外形结构的控制,适合复杂结构CMC涡轮叶片的高性能快速制造,有望推动未来先进航空发动机快速研制,缩短中国与欧美先进制造水平的差距。
2 高分子材料及其复合材料增材制造
聚醚醚酮(Poly-Ether-Ether-Ketone,PEEK)是半结晶、热塑性高分子聚合物材料,具有优异的耐热性与稳定性,而且,碳纤维、陶瓷材料、金属化合物等增强相改性形成的PEEK基复合材料具有更为优异的物化性能或形成了具有某种特定作用(耐辐射、智能变形、导电、电磁屏蔽等)的功能性材料。因此,PEEK及其复合材料已经作为典型的轻质高性能材料或功能性材料应用于航空航天领域,近年来,随着增材制造(3D打印)技术的发展,其与PEEK及其复合材料的结合,可以快速成形结构更为复杂、功能要求更为多样的制件,大大提升了其在航空航天领域的应用潜力。PEEK及其复合材料具有杰出的阻燃性、力学性能、耐蠕变性和耐疲劳性,可制造燃油过滤网、螺栓、螺母、绕线管、舱内座椅及饭桌、舱内蒙皮、整机电缆桥架及电器元件、舱内把手、压缩机及泵体等零部件,已经应用于航空航天器的内装件,仅国外威格斯企业的PEEK材料已经在超过15 000架飞机上实现了应用,比金属减重最高达70%,国内商飞公司也采用PEEK材料的高压电缆导管替代金属管道,减重高达45%,并且提高了燃油效率。此外,由于PEEK及其复合材料优异的耐候性、耐水解性、耐腐蚀性等,同样可以被应用于航空航天器的外装件,国外空客公司已经采用PEEK材料作为燃油箱盖板应用到空客A380飞机上,并采用高模量碳纤维增强的PEEK材料作为飞机舱门配件应用到空客A350-900飞机上,而波音公司则采用PEEK材料作为轮毂罩应用到新型波音777飞机上,并且,PEEK及其复合材料还是雷达天线罩制造的理想材料,已经在各种型号航空航天器上得到了较为普遍的应用。
2.1 PEEK材料增材制造
PEEK材料与增材制造(3D打印)技术的结合,以制造出结构、性能、功能更为复杂的零部件,可以满足航空航天领域对于超音速、隐蔽性、深空探索、在轨制造等更深层次的需求。目前主要用于PEEK及其复合材料的增材制造工艺主要有粉末床烧结和熔融挤出两种方式,自2015年以来,国外的英国埃克塞特大学、德国EOS公司、莫斯科理工大学,国内的西安交通大学、吉林大学等研究单位开发了可用于PEEK及其复合材料的粉末床烧结装备或熔融挤出装备,并在此基础上进行了工艺试验研究,可以获得性能优异、结构复杂的功能构件,显示出其在航空航天领域中的应用潜力。其中最新的应用例如,国外的欧洲航天局推出了增材制造的PEEK材料CubeSat立体小卫星项目,并进入第一次测试运行,美国航空航天局则支持了一项SpiderFab机器人计划,旨在采用CF/PEEK材料在轨增材制造大型太阳能电池阵列的支撑结构,已在地面开展了测试试验,而国内的中电38所和西安交通大学合作采用PEEK材料进行了复杂结构雷达天线的增材制造,探索了其在航空航天复杂环境下的应用价值。
分子结晶与力学性能调控增材制造技术与应用。PEEK材料是一种半结晶高分子材料,本研究团队发明了一种分子结晶与力学性能调控增材制造技术,可以通过调控增材制造过程中的热工艺参数(环境温度、打印温度、热处理方式等),得到不同位置不同结晶度的PEEK材料制件,而制件结晶度越高,其硬度、模量、强度越高,但塑性、韧性越低,因此可以在同一制件上体现出不同的力学性能,以满足航空航天环境下复杂应力应变变化的需求。目前,该技术可以普遍应用于航空航天器内装件与外装件零部件的制造,根据实际应用环境进行PEEK材料制件强韧性的调控,典型应用如把手、仪器面罩、天线及其支撑柱等,如图 10所示。

图 10 舱内把手与雷达天线
Fig. 10 Cabin handle and radar antenna
高精度大尺寸PEEK材料增材制造技术与应用。航空航天领域的大部分零件具有尺寸大(单方向尺寸大于1 m)、精度要求高等特点,因此,本研究团队开展高精度大尺寸PEEK材料增材制造技术研究,通过变形和精度控制、大幅面制造、控性冷沉积和精度补偿等技术,研发了面向PEEK及其复合材料的高精度大尺寸增材制造装备,可实现大尺寸PEEK材料构件的高稳定制造,同时实现内部精密结构(如蜂窝结构、多孔结构等)的高精度成形。目前,该技术可以应用于航空航天器中较大尺寸(0.5~1 m)实体零件的快速成形,和大尺寸(大于1 m)薄壁零件的可控制造,典型应用如雷达天线罩、大尺寸卫星照相遮光罩等,如图 11所示。

图 11 高精度大尺寸增材制造装备(上)和1.3 m的蜂窝结构雷达天线罩(下)
Fig. 11 High-precision and large-size additive manufacturing equipment for PEEK (Upper) and 1.3 m honeycomb structure radome (Lower)
纤维增强PEEK基复合材料增材制造技术与应用。为了满足航空航天领域更高的性能和功能要求,可以采用碳纤维、玻璃纤维等增强相对PEEK材料进行改性,并采用增材制造技术进行复合材料零件的制造。研究团队所开展的纤维增强PEEK基复合材料增材制造技术研究,可以实现所获得复合材料制件的综合力学性能相较于纯PEEK材料制件提高50%以上,并提高了制件的耐磨性、耐热性和尺寸稳定性,可更好适应空天的复杂气流与温度环境。目前,该技术可以应用于航空航天器中承载结构件或耐热等功能结构件的制造,在满足需求的同时达到减重的目标,典型应用如飞机黑匣子外罩、气流管道和流体阀体等(图 12)。

图 12 增材制造的纤维增强PEEK基复合材料零件
Fig. 12 Additively manufactured fiber-reinforced PEEK- based composite parts
2.2 宽频大角度吸波结构增材制造
航空隐身技术能够有效提高现代战机的突防能力以及战争生存能力,是现代先进航空飞行器的重要技术指标。现代战机的隐身技术是通过弱化飞行器的目标的雷达散射截面积(RCS)实现的,目前主要通过外形设计、阻抗加载和材料吸波特性实现,而材料隐身技术在不影响飞行器整体结构的条件下,通过主动结构设计,结合特定吸波材料的物理特性,有望实现质量轻、频带宽、大角度的电磁吸波特点,是未来航空隐身技术的主要发展方向和趋势。先进航空飞行器受到结构设计、材料体系、制造工艺等诸多方面的限制,材料隐身技术是依据电磁波理论,通过主动设计单元结构从而实现整体结构吸波隐身效果,这类结构往往具有精巧的单元结构,因此对于加工方法具有极大的挑战。因此,隐身技术的实现必然依靠材料/结构功能一体化实现飞行器的综合隐身,利用增材制造技术其在复杂结构制造上的优势,能够实现“材料-设计-制造”一体化的方向,拓宽了材料自身吸波性能的物理限制,因此,成为隐身技术重要的制造方法之一,也是学术领域和工程应用的研究热点。
西安交通大学团队使用立体光固化增材制造工艺(SL)制造了一种梯度折射率雷达吸收结队构,该结构展示了良好的电磁吸收能力,较早的验证了采用增材制造技术实现复杂吸波结构的技术优势;西北工业大学团队使用立体光固化技术(SL)和化学气相渗透技术制造了具有不同角度的蜂窝状Al2O3/SiCw复合材料吸波结构,通过控制蜂窝角度,实现了吸波性能的调节,当角度为30°,厚度为3.5 mm时,吸波性能最优,最小反射损耗达到-63.65 dB,有效吸收带宽达到4.2 dB(8.2~12.4 GHz)。牛津大学团队采用双喷头熔融沉积增材制造工艺制造不同材料的各向异性介质复合物,一个喷头制造低介电常数的多聚物,另一个添加高介电常数的无机微粒填充物,其制造的吸波结构最大吸波性能接近15.75 GHz。中南大学团队采用选择性激光烧结增材制造工艺(SLS)制作了一种三层不同单元的均质材料吸波结构,试验表明其在4~18 GHz均低于频率-10 dB。南京航空航天大学团队使用多材料数字光投影技术(DLP)对石墨烯/羰基铁/聚甲基丙烯酸甲酯烯等复合材料进行打印,制造了一种具有双层结构的吸收体,通过控制双层结构的厚度,可以实现吸波性能的调节,通过优化得到最小反射损耗为-46.1 dB, 有效吸收带宽为3.5 GHz。
增材制造技术凭借其在复杂结构方面的制造优势,在隐身结构的制造方面获得了重要的突破,然而从上述研究内容不难发现,目前增材制造隐身结构的吸波带宽不宽、吸波方向固定,这也与目前均质的增材制造结构吸波特性所吻合,结构与材料的复合吸波优势尚未通过增材制造工艺充分体现。
高性能聚合物复合材料吸波结构增材制造工艺采用以聚醚醚酮(PEEK)为代表的高性能聚合物为基体材料,羟基铁等材料作为吸波增强相材料,提出了一种具有连续变化的材料/结构设计与增材制造方法,通过对设计连续变化的胞元结构以及复合材料吸收剂含量的调控,实现了与自由空间的梯度阻抗匹配及样件制造。
设计的多层级吸波结构如图 13(a)和图 13(b)所示,该结构共有10个层级,每个层级厚度为2 mm,通过设计每层吸波结构中单胞结构几何参数和复合材料分布共得到四组不同梯度单元结构。其中,单胞结构几何参数如图 13(b)所示为正六边形和平行四边形复合而成,其中胞元高度D和棱边宽度W为常数,分别为2 mm和0.2 mm,而平行四边形对边垂直高度H为变量,其取值范围为1.2~3.0 mm。
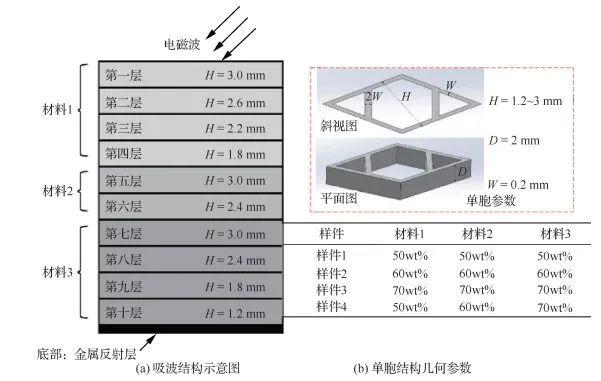
图 13 吸波结构设计
Fig. 13 Design of absorption structure
吸波复合材料则分别采用聚醚醚酮(PEEK)粉末以及球形羰基铁粉(粒径1~3 μm)制备了3种含量的3D打印专用吸波复合材料丝材(50wt%、60wt%、70wt%),测试了3种含量(50wt%、60wt%、70wt%)复合材料的电磁性能参数,在12~18 GHz波段内,随着羰基铁粉浓度的增加,有效粒径增大,吸波复合材料介电常数实部、磁导率实部、磁导率虚部增加明显。
图 14为打印完成的多层吸波结构试样及在不同角度入射电磁波下的反射损耗曲线测试结果。测试结果显示,随着电磁波入射角度从20°增加到50°,多层吸波结构反射损耗曲线逐渐向上移动,吸波性能逐渐下降。图 14(c)和图 14(d)显示,当入射角分别为20°和30°时,实测反射损耗值曲线较仿真结果整体向上偏移;当入射角分别为40°和50°时,实测反射损耗值曲线较仿真结果整体向下偏移;这主要是由于3D打印精度误差导致了在不同入射角度下特征阻抗发生变化,从而引起吸波效果与仿真结果的差异。最终可以得出结论,当电磁波入射角度分别为20°、30°、40°、50°时,多层级梯度吸波结构的有效吸波(<-10 dB)频宽分别为9.8 GHz(8.2~18 GHz)、9.65 GHz(8.35~18 GHz)、9.25 GHz(8.75~18 GHz)、8.6 GHz(9.4~18 GHz)。

图 14 3D打印样件及测试结果
Fig. 14 3D printing sample and measured results
吸波复合材料增材制造技术通过微结构单元的设计,结合多种吸收剂的吸波特性,可以进一步拓宽吸收频带,整体结构吸波方向性也得到了改善。随着航空隐身技术的快速的发展,宽频、全向、承载/功能一体化已经成为未来航空隐身技术的主要发展趋势,基于电磁损耗原理的可控微结构一体化设计、跨尺度(微/纳)复合材料以及高精度制造等关键技术研究及应用,有望成为实现航空隐身突破的重要技术手段,并在隐身舰船上层建筑等领域获得重大应用。
3 连续纤维增强复合材料3D打印及太空制造
纤维增强树脂基复合材料具有轻质高强等优异特性,现有复合材料成形工艺如热压罐、自动铺放、纤维缠绕等长久以来因无法摆脱模具的存在面临着加工成本高、生产过程冗杂、零件构型简单等共性问题,为此发展新的复合材料低成本一体化快速制造技术将是下一代复合材料主要发展方向与技术挑战。近年来,连续纤维增强复合材料3D打印技术作为一种新兴的复合材料制造技术,其继承3D打印无模自由成形的技术优势,摆脱高昂的模具限制,大大降低复合材料的加工成本,实现复杂构件的一体化成形。因此,连续纤维增强复合材料3D打印为现阶段先进复合材料面临的发展困境提供了一种综合性的解决方案,具有十分重要的科学意义与工程应用价值。
3.1 连续纤维增强复合材料3D打印
该技术在传统材料挤出成形工艺(ME)基础上创新发展起来的,根据原材料与打印方式的不同主要包括连续纤维预浸丝3D打印与连续纤维干丝原位浸渍3D打印两种不同的形式。
连续纤维预浸丝3D打印首先需要制备纤维预浸丝,再利用预浸丝进行3D打印,典型代表为美国Markforged公司,Markforged自2014年开始陆续推出Mark系列打印机,主要采用两个独立喷头,一个喷头挤出热塑性树脂,另外一个连续纤维预浸丝束,两个喷头配合工作分别铺放熔融树脂与纤维预浸束进行构件轮廓与内部填充结构的制造,打印碳纤维增强尼龙复合材料拉伸强度与模量分别达到700 MPa与54 GPa。连续纤维预浸丝3D打印工艺的关键是纤维预浸丝材的制备,Hu等开发了利用螺杆挤出熔融浸渍的方式制备碳纤维增强PLA预浸丝,熔融树脂在螺杆旋转剪切作用下流动性改善同时在螺杆压缩作用下产生较大的压力,更容易渗透到纤维束内部形成具有良好界面的预浸丝。
连续纤维干丝原位浸渍3D打印,与预浸丝打印最大的区别在于连续纤维直接采用纤维干丝,打印过程中纤维与树脂同时送入到同一个3D打印头内,在加热作用下树脂融化与纤维复合,之后复合材料挤出层层堆积成形三维零件。西安交通大学研究团队于2014年率先提出了以纤维干丝与热塑性树脂丝材为原材料进行连续纤维复合材料原位浸渍3D打印的技术原理,成功实现了连续碳纤维增强ABS复合材料的打印,当纤维含量为10%左右时,拉伸强度与模量分别达到了147 MPa与4.185 GPa,是纯ABS试样的5倍与2倍左右。2015年,东京理科大学Matsuzaki等开发出原位浸渍ME工艺实现了连续碳纤维增强聚乳酸复合材料的打印,当纤维含量为6.6%时,拉伸强度与模量分别达到了200 MPa与20 GPa,如图 15所示。
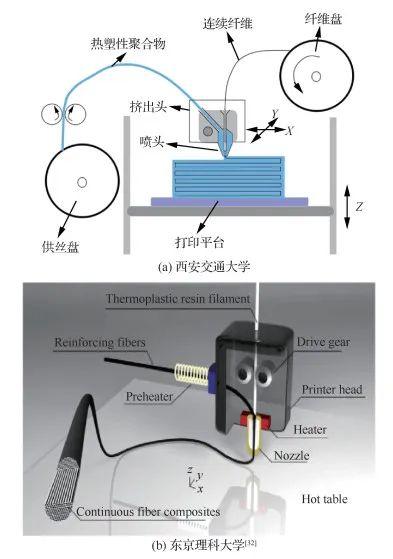
图 15 连续纤维干丝原位浸渍3D打印工艺
Fig. 15 In-situ impregnation 3D printing process of continuous dry fiber bundle
对连续纤维增强热塑性复合材料3D打印开展了系统的成形工艺实验,研究了3D打印工艺参数的变化对复合材料力学性能的影响规律,复合材料弯曲性能与打印头温度呈负相关关系,与分层厚度、扫描间距成负相关关系,分析表明工艺参数的变化会引起成形过程中温度与压力的变化,二者会改变复合材料的微观结构,同时工艺参数也会改变复合材料的纤维含量,微观结构的好坏以及纤维含量的高低是决定复合材料宏观力学性能的重要因素,因此,在连续纤维3D打印工艺中可以通过工艺参数的调控实现复合材料的性能可控制造。
由于连续纤维3D打印技术独特的工艺优势,能够带来对复合材料结构设计与制造理念的革新,对于突破现有复合材料的应用模式促进复合材料向更广泛领域发展具有巨大潜力,研究团队围绕连续纤维3D打印进行了初步的应用探索,一方面,开发了复合材料轻质结构一体化成形技术,如波纹板结构、蜂窝结构等,可被应用于航空航天、汽车交通等领域解决传统制造工艺成本高、周期长的问题,起到进一步减重、提升性能的效果,如图 16所示;另一方面,探索了基于连续纤维3D打印的结构功能一体化、智能化复合材料制造的行性,通过对3D打印连续纤维中材料分布、纤维路径规划等设计实现复合材料的可控变形以及材料变形状态的实时检测,实现复合材料致动、传感的一体化,在未来的变形机翼、柔性机器人等领域具有巨大的潜在应用价值,如图 17所示。

图 16 轻质结构连续纤维3D打印一体化成形
Fig. 16 Continuous fiber 3D printing of lightweight structure
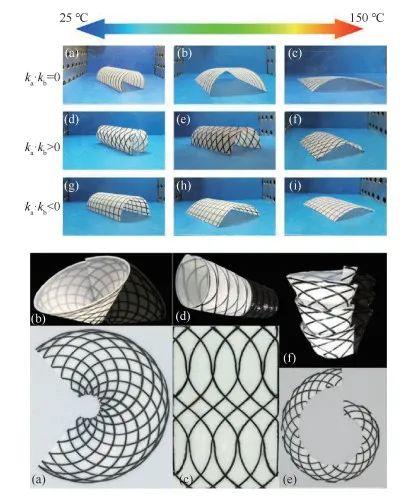
图 17 连续纤维增强热塑性复合材料4D打印与变形调控技术
Fig. 17 4D Printing and deformation control technology of continuous fiber reinforced thermoplastic composites
围绕连续纤维增强复合材料原位浸渍3D打印技术,建立了基础工艺参数对复合材料力学性能的调控机制实现复合材料的性能可控制造,重点开发了3D打印连续纤维复合材料多重结合界面强化方法,改善了复合材料的界面结合强度与微观结构,保证了复合材料优异的力学性能,所成形复合材料纤维体积分数达到50.2vol%左右,纵向拉伸强度与模量分别达到了最高的766.67 MPa与77.25 GPa,实现了复合材料构件低成本快速制造,对于促进复合材料在航空航天等重要工业领域进一步向轻量化、智能化、集成化等方向发展具有重要意义。
3.2 太空连续纤维复合材料3D打印
太空作为人类未来发展甚至居住的重要领域,具有至关重要的发展意义和战略价值,是承担和保护国家安全和发展的关键命脉之一。近年来,各个国家为了探索太空的可能性,争夺太空领域的优先权,均大力发展航天技术,从而衍生出了许多太空战略规划,如美国2018年制定的《国家航天战略》以及俄罗斯的《2016—2025年俄罗斯联邦航天规划》等,太空3D打印则被认为是航天技术发展的核心方向之一。
太空3D打印是指在空间环境(微重力、真空、高低温等)下通过3D打印实现太空基地或构件的原位成形技术。太空3D打印技术通过将制造环境和应用环境统一,实现按需原位制造,解脱“地面制造-运输组装”的传统模式,大大提高了航天活动的灵活性,降低了技术成本,具有广阔的应用和发展前景。
美国是开展太空3D打印技术相关研究最早也是技术最先进的国家,美国航空航天局(NASA)主导并合作不同研究机构开展了各类太空3D打印的探索研究及实施计划。NASA马歇尔飞行中心于1993年便率先开展部分高分子聚合物FDM工艺对空间环境适应性分析研究,并于1999年开展抛物飞行试验,验证了微重力环境下的FDM工艺的可行性。NASA兰利研究中心则开发了一套适用于太空飞行的轻型电子束熔丝沉积设备(EBF3),并通过抛物飞行试验,初步实现了飞行过程中的样件成形,验证了该工艺的可行性。NASA和Made In Space公司于2014年合作实现了全球首次舱内太空3D打印,实现了利用FDM技术成形多个ABS样件,如图 18所示,并于2015年4月成功回收至NASA马歇尔飞行中心,大大推进太空3D打印的进程,实现了从地面验证到在轨成形的飞跃。NASA和Tether Unlimited公司则合作提出了SpiderFab技术以期实现大型空间桁架结构的一体化舱外在轨成形。
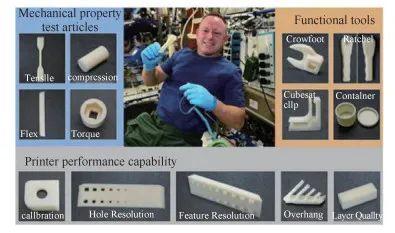
图 18 美国2014年实现首次太空3D打印
Fig. 18 U.S. achieved its first space 3D printing in 2014
欧洲的太空3D打印同样发展迅猛。欧洲宇航局(ESA)授权意大利Altran公司研制了第一台FDM空间3D打印机-POP3D,并于2015年将其成功送入国际空间站,为搭建太空零部件的加工工厂提供了验证基础。俄罗斯于2016年报道,由托木斯克理工大学高科技物理研究所等4家单位联合研制了该国的首台太空3D打印样机。
中国的太空3D打印技术相比欧美起步较晚,但目前也已实现了部分工艺及设备的抛物飞行实验及舱内验证。中国科学院空间应用工程与技术中心于2016年共同研制了国内首台FDM太空3D打印机,并在法国波尔多完成了抛物线失重飞行试验,实现了包含短纤增强复合材料在内的多材料体系微重力环境验证与工艺探索。
2020年5月7日,西安交通大学和北京卫星制造厂联合研发的太空3D打印机成功搭载“长征”5号运载火箭实现了太空3D打印,这也是全球首次连续纤维增强复合材料的太空3D打印,如图 19所示。连续纤维增强复合材料太空3D打印为发展高强度高刚度空间构件的原位成形提供了创新且有效的技术手段。
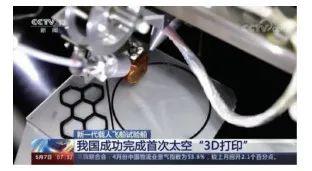
图 19 中国实现全球首次连续纤维增强复合材料的太空3D打印
Fig. 19 China realized world's first space 3D printing of continuous fiber reinforced composites
针对太空3D打印,目前公开报道的相关研究主要有3部分,分别是面向太空环境的3D打印工艺及设备的地面或舱内验证、太空3D打印的高性能材料研究以及太空环境下的材料回收再打印。
现阶段,太空3D打印的地面验证及在轨实验多以ABS、PLA等纯树脂以及金属粉末作为原材料开展相关验证研究,相关材料体系难以满足太空环境下高机械性能的稳定成形以及耐高低温耐腐蚀的环境耐受性需求。西安交通大学提出的连续纤维增强复合材料3D打印工艺,能够确保原材料的连续性,克服了太空中液体及粉末形态材料的难以稳定成形的缺陷。连续纤维复合材料也能够满足太空制件轻质高模量的性能需求,目前已实现了多种材料体系的地面验证、设备搭建及性能评估,其中就包含耐温及耐腐蚀性能最佳的连续碳纤维增强聚醚醚酮复合材料,其3D打印样件的弯曲强度和模量可分别超过480 MPa和37 GPa,高于现有大部分铝合金制品的力学性能,再次证实了连续纤维复合材料体系在太空良好的应用前景。
太空中的材料回收再利用是减少太空废料污染、降低材料及运输成本、提高太空制造能效的有效手段。Made In Space公司在内的多家研究机构已相继开展以热塑性树脂为对象的空间回收再利用技术研究。相比于纯树脂,连续纤维增强热塑性复合材料能够更好地发挥连续纤维的形态优势,实现回收再打印的目标。西安交通大学研究人员探索了连续碳纤维增强聚乳酸(CCF/PLA)复合材料的回收再利用。
通过非接触式加热熔融的方式进行逆打印路径的丝材剥离及收卷,而后实现二次打印成形。经过性能测试,结果表明二次成形的力学性能相比首次打印可提升25%,再次证实连续纤维复合材料的回收再利用不仅有利于太空绿色节能制造,也能实现力学性能的有效提升。因此,开展空间环境下的连续纤维复合材料的回收再利用将会是未来该技术发展的一个重要方向。
4 结论与展望
1) 增材制造技术在航空航天领域具有巨大的发展空间,其应用可以分为3个层面,第1个层面传统设计方法和材料体系采用增材制造技术进行构件制造;第2个层面是面向新的结构设计采用增材制造技术;第3个层面是采用新的功能材料与结构设计一体化增材制造实现更多新的功能。未来航空航天领域应用应该向功能材料与结构设计一体化增材制造发展。
2) 航空发动机涡轮叶片是航空制造的一个制造难点,采用与传统铸造融合的型芯/型壳一体化技术可以有效提升成形效率,为异型气模孔和壁冷结构制造提供新途径。发展高熵高温合金和陶瓷复合材料叶片增材制造技术是涡轮叶片变革发展的方向。
3) 以聚醚醚酮为代表的高性能轻质聚合物及其复合材料在航空航天领域具有广阔的发展前景,提出增材制造工艺调控结晶度实现对力学性能的控制,实现增材制造的控形控性理念。短纤维与聚醚醚酮复合提升增材制造构件的力学性能,电磁吸波材料与聚醚醚酮复合可实现具有宽频大角度吸波性能,为电磁波隐身的主动设计和可控制造提供新方法。
4) 连续纤维3D打印技术无需模具,能够带来对复合材料结构设计与制造理念的革新,未来向着复合材料致动、传感的一体化的4D打印方向发展。连续纤维增强复合材料太空3D打印为发展高强度高刚度空间构件的原位成形提供了创新且有效的技术手段,中国实现全球首次连续纤维增强复合材料的太空3D打印,为中国未来太空制造技术竞争奠定了良好的基础。
5) 航空航天产业是国家制造业实力的体现,增材制造技术的应用是中国航空航天技术赶超世界先进国家的历史性机遇。未来增材制造技术发展主要需要关注3个方面需要和发展:航天航空器发展将向结构整体化制造发展,需要增材制造技术实现构件的整体化制造,这将将大幅度减少零部件数量,实现轻质高性能结构的发展;航空航天器构件将向多功能发展,增材制造技术将实现多功能材料的混合制造,承载、抗热、吸波、通讯、自感知等多功能,使得航空航天构件向智能化发展;太空制造将由实验走向应用,这将改变现有的航天器制造模式,极端环境、失重、低功耗等条件下,增材制造技术会面临许多新的挑战和机遇,太空增材制造技术有可能成为太空科技的新热点。
原文: 李涤尘, 鲁中良, 田小永, 张航, 杨春成, 曹毅, 苗恺. 增材制造——面向航空航天制造的变革性技术[J]. 航空学报, 2022, 43(4): 525387-525387.


