达索系统SIMULIA优选论文 | 基于XFlow的复合材料热压罐成型过程的温度场模拟

达索系统SIMULIA优选论文 | 基于XFlow的复合材料热压罐成型过程的温度场模拟
本文摘要(由AI生成):
本文研究了热压罐成型过程中模具型面温度场均匀性及其影响因素。实验结果表明,提高风速、减小升降温速率均能有效降低模具型面温度标准差,从而提高温度均匀性。文章通过对比不同条件下的温度标准差,得出了模具型面温度场的变化规律,为热压罐成型工艺的优化提供了理论依据。同时,文章还介绍了所使用的数值模型和模拟方法,验证了其有效性,为相关研究提供了参考。
本文作者:张晨群¹ ,鲍益东¹ ,安鲁陵¹ ,季争强²
摘要
摘要
针对热压罐成型过程中模具型面温度分布不均的情况,基于XFlow软件建立了一种热压罐成型过程的温度场模拟方法。区别于当前基于网格的流体力学软件,XFlow采用基于粒子的格子玻尔兹曼法,有效的缩短了前处理时间。使用XFlow软件建立了框架式模具在热压罐中强迫对流换热的有限元模型,计算结果与实验结果平均相对误差为1.83%,分析了成型过程中模具型面温度分布不均的原因,讨论了热压罐工艺参数对模具温度场的影响规律。结果表明:增大风速、减小升降温速率均可以有效的降低模具型面温度标准差。
关键词:热压罐工艺,温度场,XFlow;
当前飞机制造过程中,复合材料有着一些其它材料不可替代的优点,如耐高温、抗疲劳、耐腐蚀,并以其高比强度、高比刚度在飞机结构件中占据越来越大的比例。随着复合材料使用量的增加及大型复杂结构件的精度要求的提高,复合材料构件的制造精度要求也越来越严苛。对于应用在飞机上的高品质复合材料构件,应用最广泛的制造工艺为热压罐工艺[1]。
在热压罐成型工艺中,模具工装型面的温度场分布是影响制件质量的关键因素之一。成型过程中模具表面温度分布不均会导致制件内部存在温度梯度,以至于制件固化不同步、在结构内部产生残余应力和残余应变,最终会造成制件出现内部缺陷、发生初始破坏,严重时会影响制件的质量和使用寿命[2~4]。因此分析和研究热压罐成型过程时与复合材料构件接触的表面的温度分布特点对改善复合材料构件最终的成型质量具有重要意义。
本文将使用XFlow软件建立框架式模具在热压罐中强迫对流换热的有限元模型,并分析模具表面温度场温度分布规律及其影响因素。
1 XFlow软件及其原理
1.1
XFlow概述
目前传统的以网格为基础的计算机流体力学(CFD,Computational Fluid Dynamics)软件大都采用有限体积法[5],如STAR-CCM、Phoenics、ANSYS Fluent,此外,CFX混合使用有限体积法和有限元法。这些软件都需要研究人员消耗大量的时间划分网格,且计算结果的可靠性高度依赖网格质量。但计算精度不是随着网格尺寸的减小而不断增加,且网格尺寸减小会增加计算资源的消耗、增加计算时间。
XFlow是采用格子波尔兹曼技术的的新一代CFD软件。它的自动点阵生成和自适应优化功能避免了人工划分网格,有效的缩短了前处理的时间。XFlow能够快速准确地模拟单相流动、自由表面流动、热分析、共轭热传导、热辐射、流固耦合等复杂机理的流动问题。上述各项功能和特点使得其可以应用在汽车、航空航天、船舶海洋、土木、制造业等众多领域。
1.2
格子玻尔兹曼方法
XFlow所使用的LBM方法使其能够用于高保真的CFD应用。LBM是一种介于宏观流体连续性假设与微观分子动力学之间的介观模拟方法,同时具有微观方法的适应性广和宏观方法的不关注分子运动细节的特点,精度和计算量上均有较大优势[6]。在LBM模型中,假设宏观流体由大量虚拟流体粒子构成,这些粒子仅可做两种基本动态运动:沿空间格子运动,称为“对流”;与空间格子上来自其他方向的粒子相互作用,发生“碰撞”,如图1。微观颗粒不断进行“对流-碰撞”过程,构成了流体的宏观运动。LBM方法的基本思想是不去研究每个微观粒子的具体运动,而是利用概率密度函数研究大量粒子在格子方向上的运动概率[7,8]。

图1. 粒子在空间格子上的两种基本动态运动.
1.3
工作流程
XFlow的前处理、求解器和后处理完全集成在同一用户界面环境中,其建立数值模型与分析流程图如图2所示。

图2. XFlow求解流程图.
2 基于XFlow的热压罐成型过程的模拟方法
2.1
控制方程
由于热压罐内的热对流和热传导的换热方式,所以需要使用流体流动与热交换中的质量、动能及能量守恒方程作为模拟的基本控制方程,进行温度场的模拟。所需要的求解的方程在直角坐标系下的控制方程如下所示:

2.2
模型的建立与导入
热压罐中为了使温度场均匀利用风扇加快压罐内空气的流动,同时通过控制系统来控制热压罐内的温度与压强。按实际情况模拟难以实现,需对模型进行简化。对热压罐装置的简化过程如下:仅模拟工作内腔,将其简化成圆柱体模型,一端为进口,另一端为出口。模具上的一些辅助装置对温度场影响很小[9],对其进行简化:仅保留型板和支撑结构。利用三维建模软件CATIA建立尺寸为Ф2500×7000mm的简化热压罐模型及尺寸为1500×1500×400mm的简化框架式模具模型。图3为复合材料成型模具。
把建好的模具模型与热压罐模型导入到XFlow并调整相对位置,如图4所示。

图3. 框架式模具简化结构.

图4. 简化框架式模具和热压罐模型.
2.3
定义求解类型
流体模型选择Single phase,因其只涉及整个流体域中的一个连续流体相,流体领域的任何一点都是相同的流体物质,符合热压罐成型过程中罐内流体的情况。
热模型选择Couple energy,该解算器可用于解释当气体高度压缩/膨胀时的压力/温度变化,适用于热压罐成型中气体温度变化且伴随加压的情况。由于热压罐内温度在200℃以下,可忽略热辐射,因此把热辐射方式设置为禁用。
接下来就是定义湍流模型。热压罐内复合材料模具的升温主要依靠热对流传热方式实现,因此还需研究分析模拟过程中与模具进行热交换的流体区域的流动状态。流体的流动状态一般分为层流与湍流,使用雷诺系数Re的大小来判断。
当空气在热压罐内流动时,相当于气体在管内流动,则其雷诺数为

热压罐内流体为空气,密度为1.225kg∙m-3,动力粘性系数取值1.82×10-5 Pa⋅s。风速1.5m/s,热压罐直径为2.5m。

通常雷诺数与流动状态的对应关系如下:
(1)Re≤2300,为层流;
(2)2300≤Re≤8000,为层流与湍流的过渡区;
(3)R≥8000,为湍流。
根据计算出的雷诺数可知罐内气体流动类型为湍流,选择自动适应壁面的局部涡流模型。
2.4
定义初始条件与材料属性
重力对温度场影响极小,为减少计算量把重力加速度设为0。初始温度设为288K(室温),初始压强设为标准大气压。接下来定义材料属性:热压罐成型过程中,罐内流体为空气,按空气的属性定义流体参数。热压罐成型过程包含复杂的流固耦合问题,定义模具为共轭传热属性,让模具热传导与流体对流同时进行;模具的型面和支撑结构均采用Q235。空气与模具的热属性如表1所示。

2.5
定义边界条件与仿真参数
(1)入口设置
圆柱模型一个端面作为进口,边界条件设置为Inlet-Velocity,设定入口速度为风速,热边界条件为气体温度-时间变化函数。
(2)出口及壁面设置
设置出口类型为Convective outlet,即出口处的静压和速度都是从内部域推断出来的。同时设置热压罐圆筒壁面为Wall,热边界条件类型为绝热类型。
(3)仿真参数设置
设置仿真时间,XFlow无需划分网格,只需定义求解尺寸即粒子大小。
3 模型精度验证及模具型面温度场分析
3.1
热压罐成型模具传热分析模型精度验证
为了验证XFlow应用在热压罐温度场模拟上的可行性,需要分析仿真结果的精度。将仿真得到的模具表面的温度数据和实验室中利用热电偶检测得到的数据[10]进行对比,验证仿真结果的精度,温度监测点如图5所示。以0.025K/s的升温速率升温至第4800s,此时模具表面温度分布如图6。
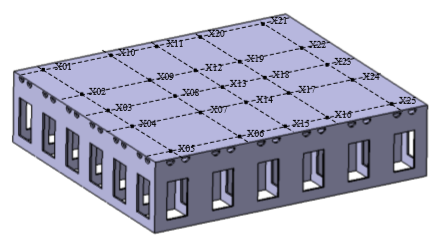
图5. 实验监测点分布图.
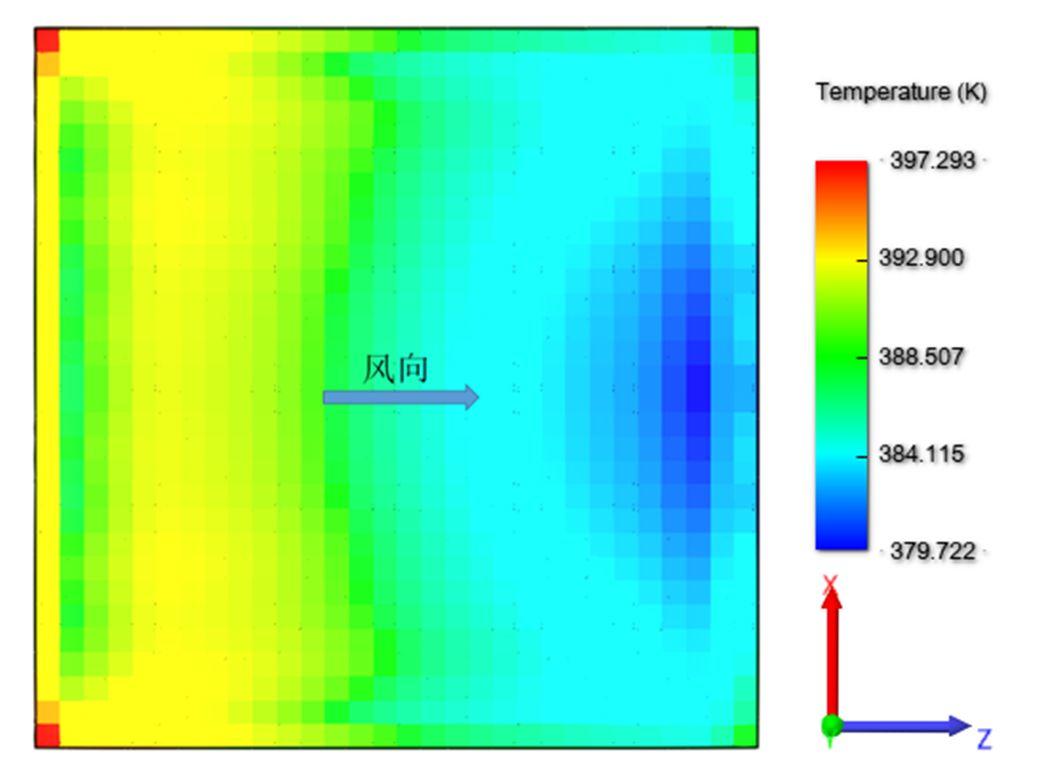
图6. 模具表面的温度分布.
模具是对称结构,选择沿对角线上的数据。选取X01,X09,X13,X17,X25这五个坐标点的数据进行对比,如表2和表3:

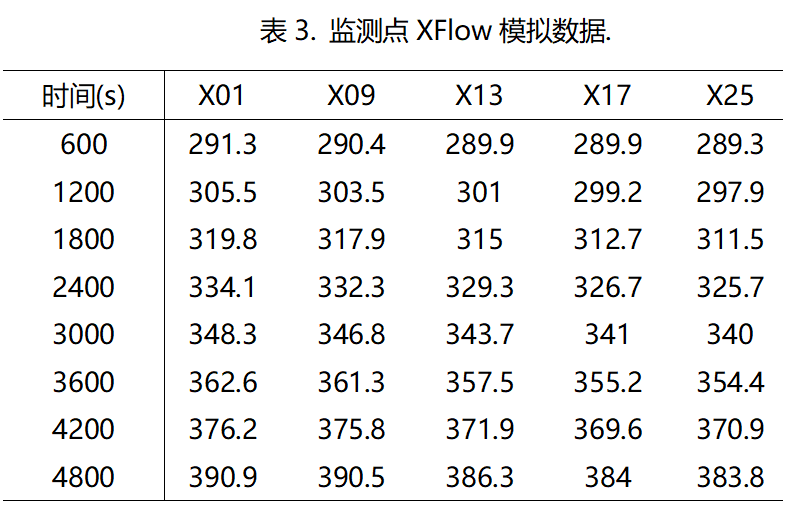
计算得到的平均相对误差为1.83%,最大相对误差为4.44%。误差来源主要有:简化了热压罐模型和其他装置;文献[10]中的模具为曲面但较为平缓,本文所用模具模型将其近化为平面;XFlow设置的传感器是实验监测模拟点的近似取值。总之,仿真得到的数据与实验数据很接近,平均误差较小,可以使用XFlow软件分析热压罐成型的模具温度场。
3.2
模具型面温度场分析
在如图7所示的简化工艺曲线下,设定风速为1.5m/s,初始加压6个大气压,对热压罐成型过程模拟。
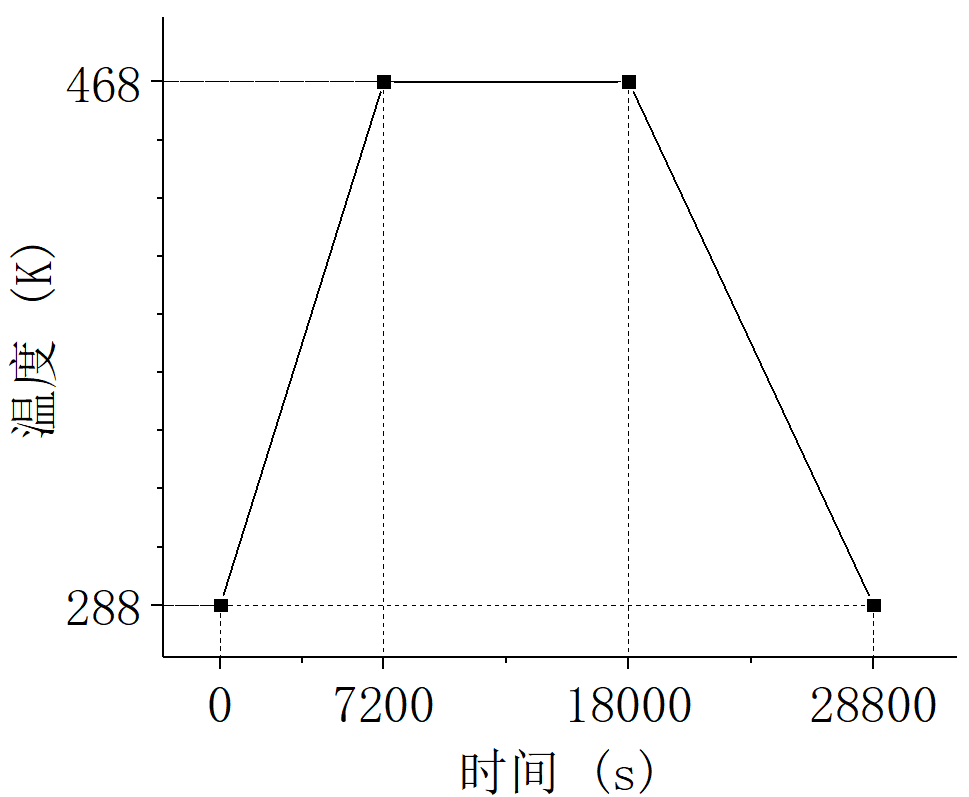
图7 简化工艺曲线.
研究模具温度场的最终目的是改善复合材料构件在固化过程中的外部温度场分布,模具上表面与复合材料构件接触,因此本节主要讨论模具上表面的温度场分布情况。升温、保温及降温各阶段结束时,模具上表面的温度分布情况如图8。
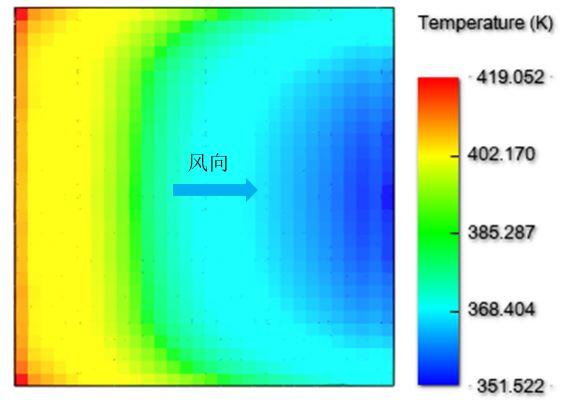
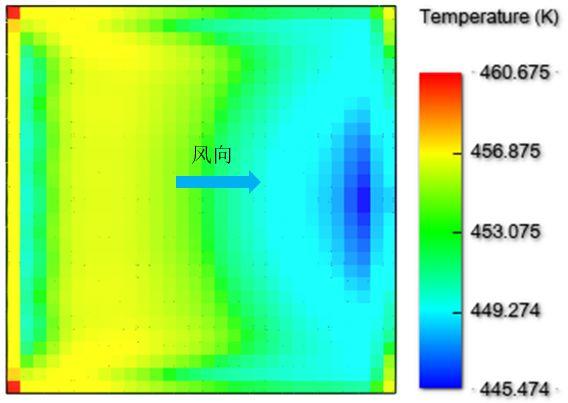
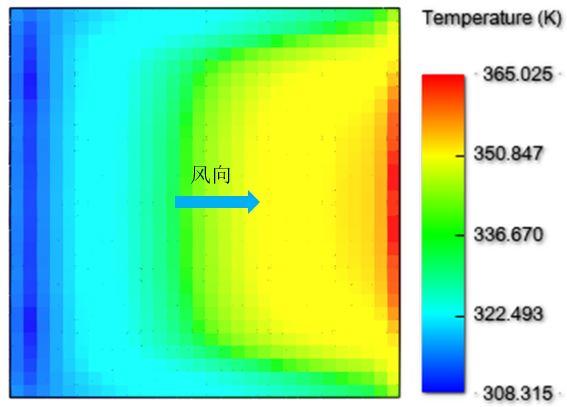
(a) (b) (c)
图8. 模具上表面的温度分布.
(a)7200s(b)18000s(c)28800s
在进行实际实验时,不方便测量模具上大量点的温度值,一般通过放置热电偶监测个别点在实验过程中的温度。因此大多数学者使用最大温差值表征模具的温均性。但最大温差值仅利用了温度最大值和最小值两个数据,不能反映模具整个上表面的温均性。在有限元模拟时可以采集大量点在成型过程中的温度变化,因此本文引入了标准差这一统计量,标准差将更多的数据引入计算,更加能反映一组数据的均匀性,温度方程能更好的体现出模具上表面的温均性。

通过XFlow后处理中的表面积分功能可以计算模具上表面温度标准差分布,将结果整理得到图9:
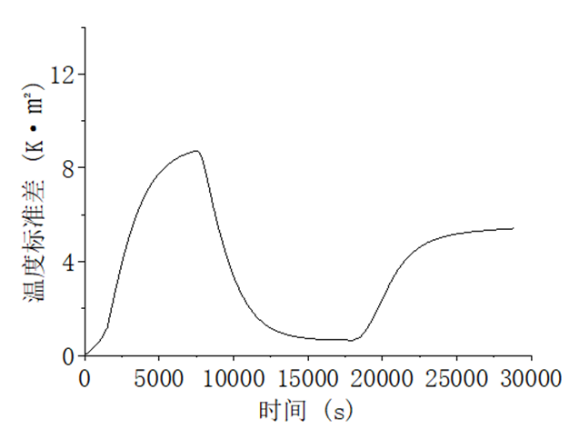
图9. 模具上表面温度标准差分布.
结果表明:升温阶段,模具迎风端的温度高,最高点在迎风端的边角处,温度最低处集中在背风端,温度呈阶梯状分布,温差逐渐增大;保温阶段,温度分布比较均匀,温差随时间持续减小;降温阶段,趋势与升温过程相反,背风端温度最高,迎风端温度最低,温度呈阶梯状分布,温差不断增大。升温时温度分布呈阶梯状的原因主要是:模具型面的热量主要来自于流经上表面流体的对流换热和底部支撑框格的热传导[10]。气体流过模具表面可看作是气体外掠平板,紧贴模具的气体会形成热边界层,流体的粘性损耗了动能,因此边界层中速度沿风向降低,且边界层厚度变厚,如图10,边界层越厚,热阻越大,传热效率越低。底部支撑框格的热量由流体的射流冲击换热产生,迎风端框格阻碍气体流向背风端,迎风端框格温度高于背风端与模具的传热更多。此外可以看出,模具上表面的前端和侧面的温度均高于内侧的温度,原因是模具周边和高温气流之间的对流传热更强。
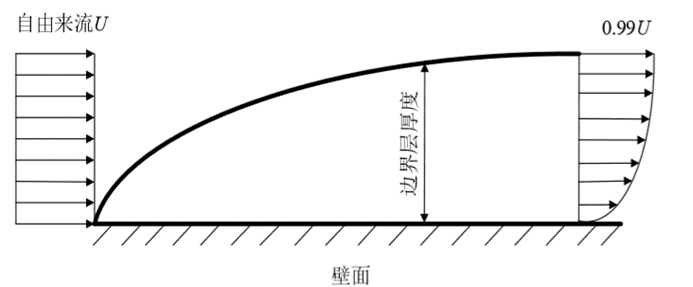
图10. 边界层示意图.
4 工艺因素对模具型面温度场的影响规律
热压罐工艺中可能对模具温度场产生影响的工艺因素有:罐内风速、升温速率及降温速率等。由图9可知,保温阶段罐内温差逐渐减小,温差出现在升、降温阶段,因此在研究升降温速率对模具表面的温度影响规律时,本文仅对升温阶段和降温阶段进行模拟。
4.1
风速
在XFlow中将风速分别设置为:0.5、1.5、3和5(m/s),入口温度按图7设置。整理不同风速下模具型面温度标准差,如图11、图12:
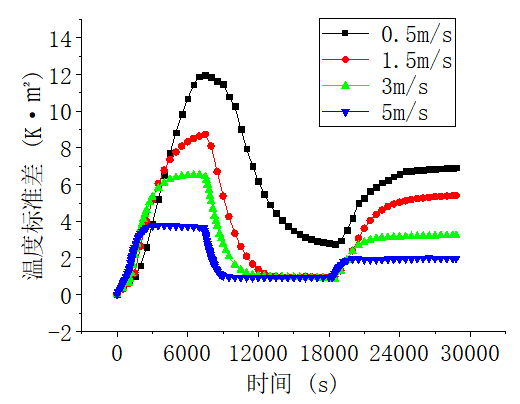
图11. 不同风速下的温度标准差对比.
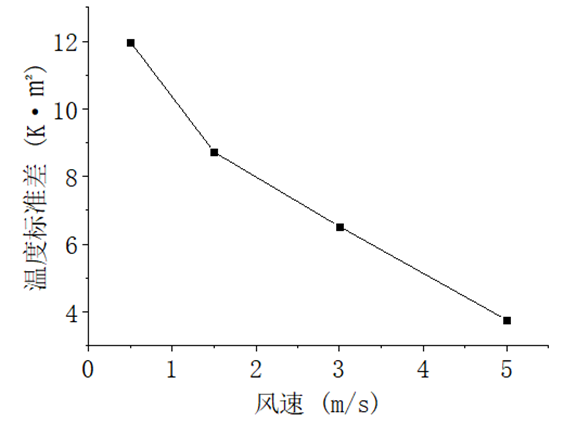
图12. 不同风速下的最大温度标准差.
结果表明:升温阶段模具型面的最大温度标准差出现在升温结束时;升温后期,风速越大,型面的最大温差越小,温差增加越缓慢。保温阶段,风速越大,型面温度趋于均匀所需的时间越短。降温阶段,型面的最大温度标准差出现降温过程中,温差在降温后期停止增加,风速越大,温差最大值越小,出现时间越早。综上:提高风速可以有效的减小模具型面温差。
4.2
升温速率
将升温速率分别设为:1、1.5、2和3(K/min),模具的初始温度设为288K,经不同升温速率的升温过程,温度升高至468K结束,风速设为1.5m/s。整理不同升温速率下模具型面温度标准差,如图13、图14:

图13. 不同升温速率下的温度标准差对比.

图14.不同升温速率下的温度标准差对比.
结果表明:模具型面最大温度标准差随着升温速率的增大而明显增大,最大温度标准差的值随升温速率的增长基本呈线性增长。
4.3
降温速率
将降温速率分别设为:0.5、1、1.5和2(K/min),模具的初始温度设为468K,经不同降温速率的降温过程,温度降低至288K结束。整理不同降温速率下模具型面温度标准差,如图15、图16:
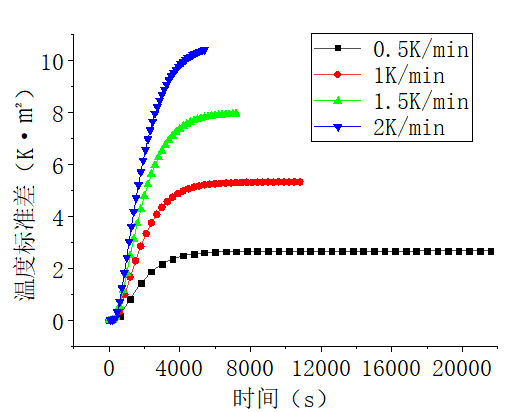
图15. 不同降温速率下的温度标准差对比.
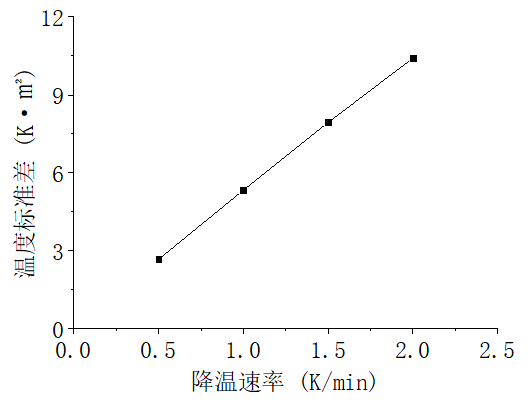
图16. 不同降温速率下的温度标准差对比.
结果表明:模具型面最大温度标准差随着降温速率的增大而明显增大,最大温度标准差的值随升温速率的增长基本呈线性增长。
5 结论
(1)基于XFlow软件建立了热压罐成型模具温度场仿真的数值模型,将模拟数据与实验结果对比,平均误差为1.83%,最大相对误差为4.44%。
(2)分析了热压罐成型过程中模具表面温度分布情况,引入了温度标准差作为模具表面温度均匀性的表征值,结果表明:温度标准差在升、降温阶段不断增大,保温阶段不断减小。
(3)研究了风速、升温速率和降温速率对模具型面温度场均匀性的影响。结果表明:增大风速、减小升降温速率均可以有效的降低模具型面温度标准差。
参考文献
1. 王永贵,梁宪珠,曹正华.热压罐工艺成型先进复合材料构件的温度场研究综合[J].玻璃钢/复合材料,2009(3):81-85.
2. 陈祥宝,邢丽英,周正刚.树脂基复合材料制造过程温度变化模拟研究[J].航空材料学报,2009,29(2):61-65.
3. 林家冠,杨睿,王廷霞,等.大型复合材料构件热压罐成型温度分析与均匀性改善研究[J].玻璃钢/复合材料,2015(5):61-65
4. 李桂东. 复合材料构件热压罐成型工装设计关键技术研究[D]. 南京:南京航空航天大学,2010
5. 张师帅.计算流体动力学及其应用[M]. 武汉:华中科技大学出版社,2011,14-15.
6. 葛钦钦,马新华. 基于格子Boltzmann法的管道流模拟二维和三维离散模型的比较[J]. 山东化工,2016,45(12):146-150.
7. Xuewen Yin; Junfeng Zhang.An improved bounce-back scheme for complex boundary conditions in lattice Boltzmann method [J]. Journal of Computational Physics,2012,231(11):4295-4303.
8. Xuewen Yin; Guigao Le; Junfeng Zhang. Mass and momentum transfer across solid-fluid boundaries in the lattice-Boltzmann method [J]. PHYSICAL REVIEW E,2012,86(2):1550-2376.
9. 寇哲君,龙国荣,万建平,等. 热固性树脂基复合材料固化变形研究进展[J]. 宇航材料工艺,2006,36(S1):7-11.
10. 张铖. 大型复合材料结构热压罐工艺温度场权衡设计[D]. 哈尔滨:哈尔滨工业大学,2009.
完


