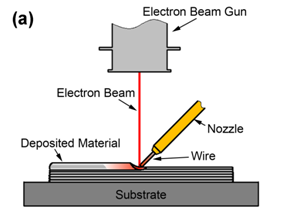
按照所采用的热源种类不同,增材制造技术主要分为激光增材制造、电子束增材制造以及电弧增材制造。按照所用原材料和成型方式的不同,电子束增材制造分为基于丝材的电子束熔丝增材制造技术和基于预置粉末的电子束选区熔化增材制造技术。电子束熔丝增材制造技术是在真空环境中,用高能量密度的电子束轰击金属表面形成熔池,送丝装置将金属丝材送入熔池并熔化,同时熔池按照预先规划的路径运动,金属凝固、逐线、逐层堆积,形成致密的冶金结合,直接制造出金属零件或毛坯(图1(a))。电子束熔丝增材制造具有成形效率高、真空环境材料冶金质量优、丝材成本低、可制造大尺寸结构件等特点。此外,作为定向能量沉积工艺方法的一种,电子束熔丝增材制造技术也可用于零件的修复。
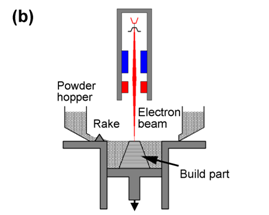
电子束选区熔化增材制造技术是利用计算机把零件的三维模型进行分层处理,获得各层截面的二维轮廓信息并生成成形路径,电子束按照预定的路径进行二维图形的扫描预热及熔化,熔化预先铺放的金属粉末,逐层堆积,最终实现金属零件的近净成形(图1(b))。与激光选区熔化增材技术相比,电子束选区熔化增材技术具有真空环境、电子束扫描速度快(103 m/s)、成形效率高、残余应力小等优点。电子束选区熔化工艺可实现高温预热,使其非常适合室温低塑性材料(如钛铝金属间化合物)的快速成形制造。
图1 电子束增材制造原理示意图
(a)熔丝;(b)选区熔化
为了更好地把握电子束增材制造的发展现状和趋势,提前做好航空领域电子束增材制造技术发展的战略布局,推进电子束增材制造在航空领域的发展与应用,本文针对电子束熔丝及电子束选区熔化增材制造技术,开展文献、资料、信息的搜集、整理、分析。在对电子束增材制造现状和发展趋势分析的基础上,提出2035年航空装备增材制造技术发展目标和相应的政策和环境支撑、保障需求,并尝试给出面向2035年的技术发展路线图。
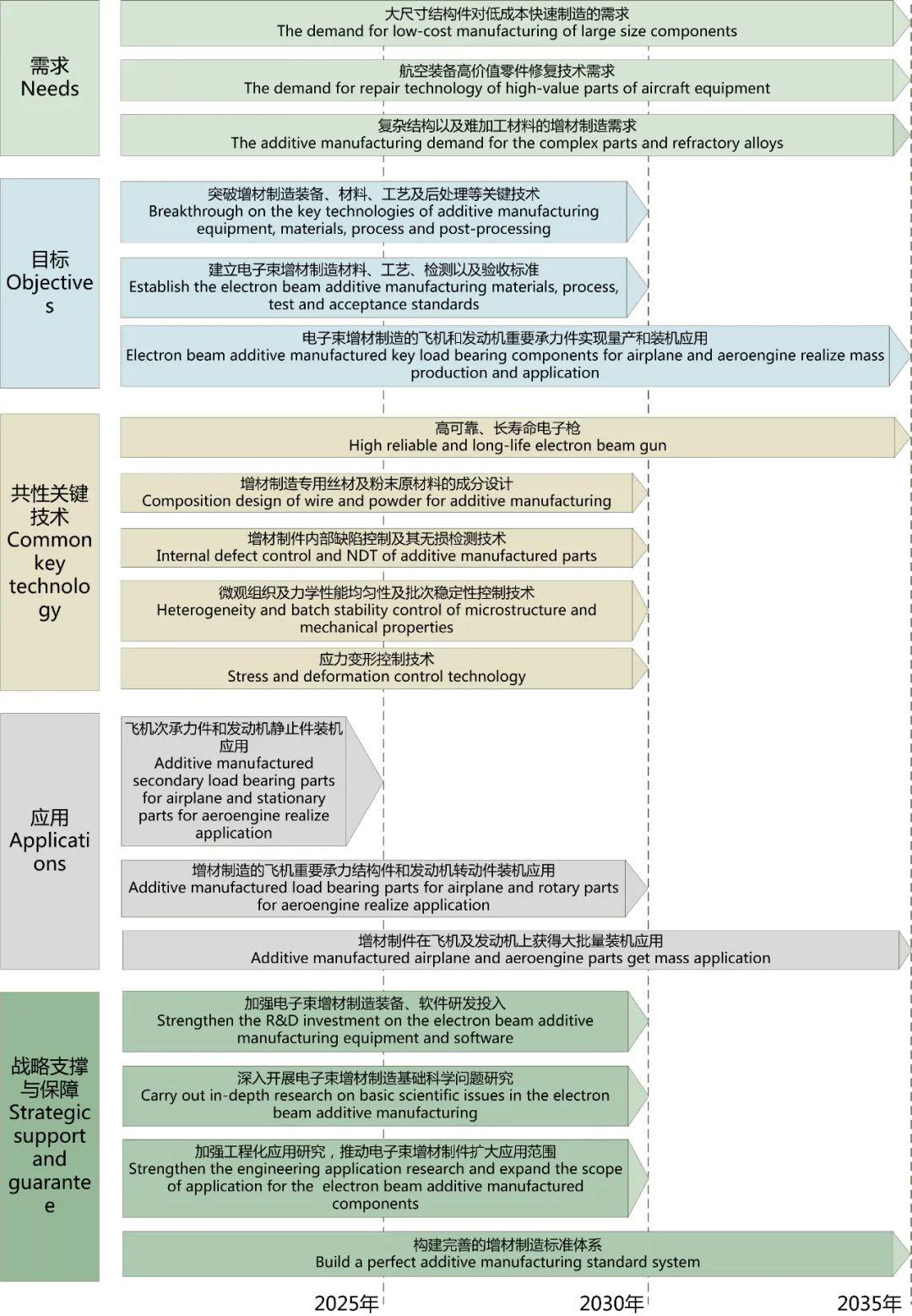
航空装备电子束增材制造技术路线图
针对电子束增材制造技术发展现状及趋势制定了面向2035年的航空装备电子束增材制造技术路线图,如图2所示。本技术路线图包括发展需求、目标、关键技术、应用和战略支撑与保障5部分。
1
发展需求
2
目标
3
关键技术
1)高可靠长寿命电子枪
2)增材制造专用丝材及粉末原材料的成分再设计
3)增材制件内部缺陷控制及其无损检测技术
4)增材制件组织性能均匀性及批次稳定性控制技术
5)增材制件应力变形控制技术
4
应用
5
战略支撑与保障
在战略支撑与保障方面需加强增材制造装备研制投入,提高装备技术成熟度,特别是增材制造设备的关键部件如电子枪、闭环控制系统、路径规划软件以及过程监控系统等。加强增材制造工艺基础关键技术的研发投入,多学科交叉,突破原材料、工艺、组织及性能均匀性和稳定性控制。加强工程化应用研究投入,依据增材制造特点选取典型结构再设计,实现多领域典型结构件的增材制造应用研究,并逐步推广应用。
图2 面向2035年的航空装备电子束增材制造发展技术路线图
结束语
END